Hướng dẫn cân chỉnh bàn in chuẩn cho Sovol Sv06/Sv07

Hướng dẫn chi tiết từng bước để đạt được lớp in đầu tiên hoàn hảo trên dòng máy Sovol Sv06+ và Sv07+. Nội dung bao gồm cách cân chỉnh trục X, bàn in, cảm biến và cài đặt Klipper.



Mô tả
Hướng dẫn kèm hình ảnh có sẵn tại Github của mình:
https://github.com/GTreaper/Sovol-Sv06-Sv07-leveling
Cân chỉnh máy in Sovol-Sv06-Sv07
Đây là hướng dẫn cách mình đã đạt được lớp in đầu tiên (first layer) cực chuẩn trên các dòng Sv06+ và Sv07+.
Những điều tuyệt đối không nên làm:
Không bao giờ Home máy in khi chưa lắp tấm thép PEI, vì cảm biến sẽ không phản ứng với nam châm bên dưới nếu thiếu tấm thép này!
Tất cả các bước hiệu chuẩn ngoại trừ BED MESH đều cần thực hiện khi máy nguội ở nhiệt độ phòng để tránh sai số do giãn nở nhiệt.
KHÔNG CHẠM VÀO Z-TILT GIỮA CÁC BƯỚC. Chỉ thực hiện Z-TILT khi bạn đã chắc chắn mọi thứ đã cân bằng với khung máy và hoàn thành hết các bước khác.
Kiểm tra và điều chỉnh cần thực hiện trước:
Điều chỉnh bánh xe V-Wheel:
Đảm bảo các bánh xe không quá chặt hoặc quá lỏng. Bạn vẫn có thể xoay bánh xe bằng tay nhưng đầu in phải chắc chắn, không bị rơ lắc. Hãy làm sạch bánh xe và thanh ray định hướng thật kỹ.
Trục vít dẫn Z (Z-Axis lead screws):
Hãy làm sạch và bôi trơn trục vít. Kiểm tra để đảm bảo đai ốc chống rơ (anti-backlash nuts) không bị siết quá chặt. Đảm bảo khối gia nhiệt (heatblock) thẳng và được siết chặt cùng với đầu phun (nozzle).
BƯỚC 1: Đo đạc!
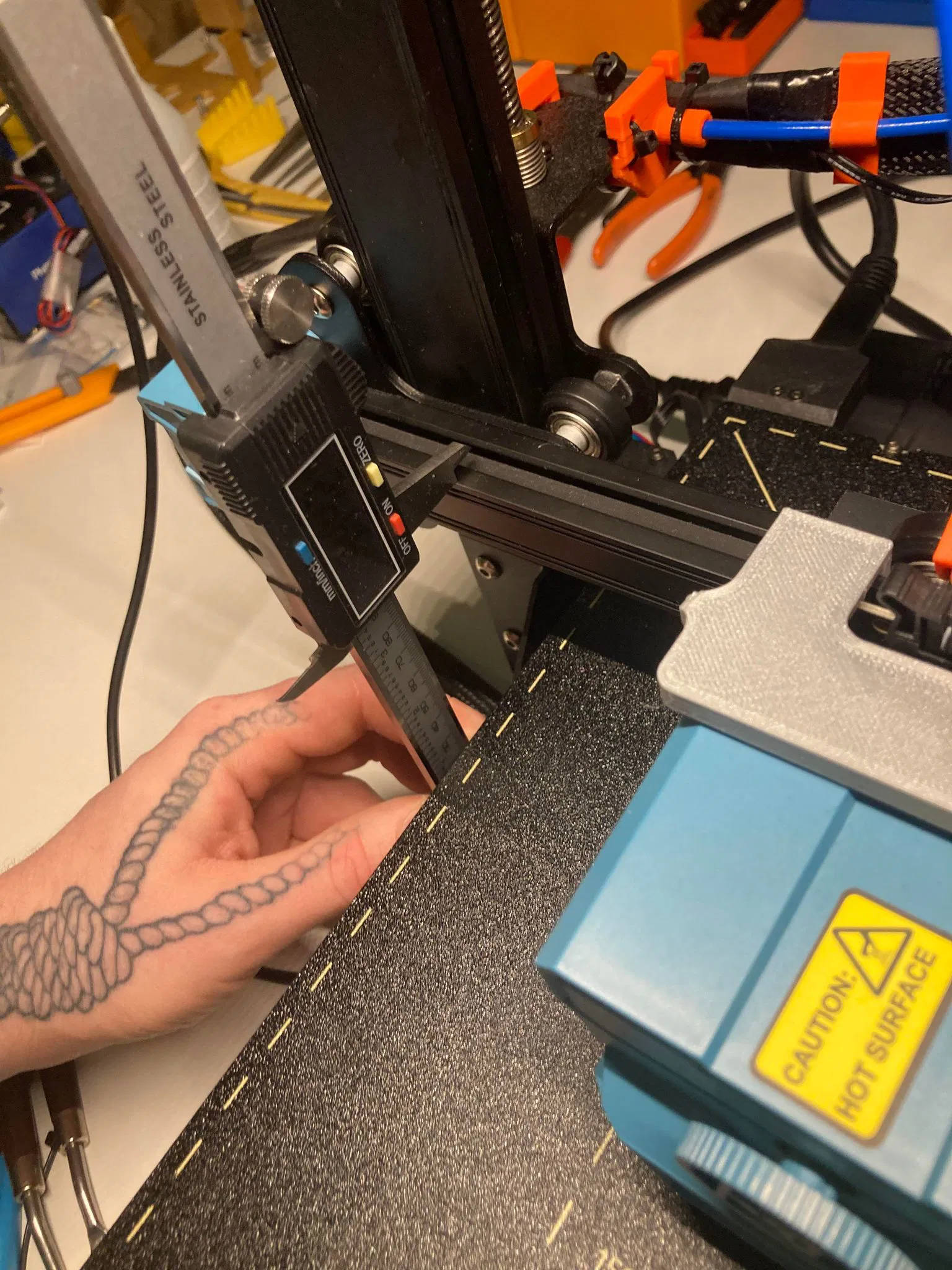
Tiến hành Home máy in. Khi "homing all" hoàn tất, ĐỪNG tắt motor!! Dùng thước kẹp đo khoảng cách từ đế máy đến phần trên của thanh trượt X (xem hình 1). Bắt đầu từ phía bên trái và ghi lại số đo. (Hãy giữ thước thật thẳng và đo ít nhất hai lần).
Tiếp tục đo phía đối diện tại vị trí tương ứng. Nếu kết quả thấp hơn hoặc cao hơn bên trái, hãy tiếp tục các bước sau. (Mục tiêu là các số đo bằng nhau nhất có thể, chênh lệch 0.01-0.05mm là chấp nhận được, càng sát càng tốt).
hình 1: (cid:image_1)
Bước 2: Điều chỉnh thanh trượt X!
Xoay trục vít dẫn bằng cách vặn khớp nối (coupler) trên motor. Bạn sẽ thấy lực cản nhẹ và cảm giác như có các nấc nhỏ khi xoay.
Điều này là bình thường vì motor đang được cấp điện nên dễ dàng tinh chỉnh hơn.
Xoay sao cho bên phải đi lên hoặc xuống tùy theo kết quả đo. Khi cả hai bên đạt cùng độ cao, hãy Home máy và đo lại. (Bạn có thể cần điều chỉnh nhẹ lại một chút sau khi Home, điều này hoàn toàn bình thường). Khoảng cách giữa thanh X và khung/đế máy lúc này phải bằng nhau hoặc sát nhất có thể ở cả hai bên.
Bước 3: Điều chỉnh bàn in với thanh X! (Bước này dành riêng cho Sv07/Sv07+, xem phía dưới cho Sv06/Sv06+)
Vào menu bed level (screw tilt) và nhấn vào điểm chuẩn (reference corner). KHÔNG NHẤN SCREW ADJUST. (xem hình 2). Với đầu phun đặt phía trên ốc chỉnh chuẩn, thực hiện "paper test" (dùng tờ giấy) và điều chỉnh ốc đó cho đến khi bạn hài lòng với khoảng cách giữa bàn và đầu phun. TUYỆT ĐỐI KHÔNG NHẤN SCREW ADJUST!
Hình 2: Góc chuẩn được đánh dấu màu vàng. (cid:image_2)
Home máy (home all). Di chuyển bàn in (trục Y) sao cho ốc chỉnh chuẩn nằm dưới thanh trượt X. Không tạo lực ép lên bàn, đo khoảng cách từ bàn lên thanh X giống như bước trước đó.
Áp dụng nguyên tắc tương tự, đo phía bên kia (phía trước bên phải) và chỉnh ốc bàn in cho đến khi đạt khoảng cách bằng với ốc chuẩn. Làm tương tự cho tất cả các góc/ốc còn lại. (xem hình 3).
Khi đã hài lòng với khoảng cách ở tất cả các góc, thực hiện screw adjust để đưa tất cả các ốc về mức 0. Để chắc chắn nhất, bạn nên đo lại một lần nữa để tinh chỉnh lần cuối.
Hình 3: (cid:image_3)
Bước 4: Hiệu chuẩn cảm biến (Probe calibration)!
Home máy. Từ giao diện Fluid hoặc Mainsail, chạy lệnh PROBE_CALIBRATE bằng cách nhập vào bảng điều khiển (console). (https://www.klipper3d.org/Probe_Calibrate.html).
Máy sẽ tự động dò, sau đó nhấc đầu in lên, di chuyển nozzle đến vị trí probe và bắt đầu công cụ cân chỉnh thủ công. Trong Fluid hoặc Mainsail, một cửa sổ hiện ra cho phép bạn chỉnh đầu in lên hoặc xuống, áp dụng "paper test" ở đây.
Mình thường dùng thước lá (feeler gauge) dày 0.100mm, nhưng dùng giấy thường cũng ổn. Khi hài lòng với khoảng cách và cảm thấy lực cản nhẹ trên giấy, nhấn Accept, Klipper sẽ khởi động lại. Chạy lệnh PROBE_ACCURACY sau khi hiệu chuẩn xong. (https://www.klipper3d.org/Probe_Calibrate.html#repeatability-check).
Trước khi tiếp tục!
Kiểm tra cài đặt bed mesh trong file printer.cfg. Sau nhiều lần thử nghiệm, đây là các giá trị mình đang dùng (mình đã lược bỏ mesh min và max vì những thông số này không nên thay đổi nếu bạn không có kinh nghiệm).
Sv06+ Sv07+
Mật độ dò 7x7 thường là đủ, mình đang dùng 9x9 để thử nghiệm.
Nếu bàn của bạn bị cong vênh nghiêm trọng, chỉ số bicubic_tension có thể cần giảm xuống.
Lưu ý: Khi thay đổi cấu hình bed mesh, bạn phải thực hiện lại quá trình hiệu chuẩn bed mesh! Hãy lưu các thông số cũ để có thể khôi phục nếu kết quả không như ý. Khi chỉnh sửa cho SV07/SV07+, cẩn thận không xóa các thông số đang bị làm mờ (đã được comment bởi Sovol).
Bước 5: PID Tuning và làm nóng!
Mình khuyên bạn nên PID tuning cho bàn nhiệt và đầu in (https://www.obico.io/blog/klipper-pid-tuning/). Sau khi hoàn tất, hãy bật bàn nhiệt lên nhiệt độ bạn thường in (ví dụ in PLA mình thường để 60 độ C). Làm nóng bàn đến 60 độ và giữ ổn định trong 10-15 phút. Sau đó thực hiện đo bed mesh và lưu lại.
Bây giờ máy in của bạn đã được cân bằng và độ chính xác sẽ cao hơn. Hãy kiểm tra lại định kỳ để đảm bảo máy không bị sai lệch.
Bước 6: Điều chỉnh lớp in đầu tiên (First layer)!
Sau khi hoàn thành, hãy slice một mô hình lớp đầu tiên kích thước 150x150 hoặc 220x220 để in thử. Trong khi in, hãy tinh chỉnh Z offset. Mình thường chỉnh với giá trị nhỏ nhất có thể trên màn hình/fluidd, khoảng 0.005+-.
Nếu muốn chỉnh chính xác hơn, bạn có thể gõ vào console khi đang in:
Ví dụ: SET_GCODE_OFFSET Z_ADJUST=+0.0025 MOVE=1 (dấu + nghĩa là nâng Z lên thêm 0.0025mm).
Để nâng Z: SET_GCODE_OFFSET Z_ADJUST=+0.0025 MOVE=1 Để hạ Z: SET_GCODE_OFFSET Z_ADJUST=-0.0025 MOVE=1
MOVE=1 giúp máy điều chỉnh ngay lập tức mà không cần chờ lớp kế tiếp.
Lời kết!
Hy vọng hướng dẫn này dễ hiểu và giúp ích cho bạn. Lớp in đầu tiên giờ đây sẽ chuẩn xác và đều hơn.
Một số cài đặt slicer ảnh hưởng đến lớp đầu tiên như độ rộng đường in (Extrusion width - mình thường để 110-120%), lưu lượng (Flow rate), và độ chồng lấp (Infill/wall overlap - khoảng 30-45%).
Thông tin Bước 3 cho Sv06/Sv06+.
Vì dòng này không có bàn chỉnh được ốc, bạn nên dùng bản mod "silicone mod" để có bàn phẳng và dùng bed mesh hiệu quả hơn: https://sv06.blakadder.com/Upgrades/silicone-mod/
(cid:image_4)
Giấy phép
File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!