Hướng dẫn in vase mode với TPU95A và độ rộng đường in lớn cho ống bọc 0.7 mm

Chia sẻ kinh nghiệm in vase mode với TPU95A trên máy in Prusa, tập trung vào cách thiết lập độ rộng đường in lớn hơn thông thường và quản lý lưu lượng thể tích (MVS) để đạt độ dày 0.7 mm hoàn hảo.















Mô tả
Mình cần một cái ống bọc dày 0.7 mm để chèn vào giữa đường ống và giá đỡ nhằm tránh việc kim loại cọ xát làm trầy xước lớp sơn. TPU là lựa chọn khá ổn vì nó chắc chắn và có độ bám dính giữa các lớp rất tốt.
Theo tìm hiểu, đầu phun (nozzle) 0.4 mm hoàn toàn có thể in với độ rộng đường in (extrusion width) lên tới 0.8 mm, thậm chí là rộng hơn (xem link video bên dưới).
Trong chế độ Spiral vase của PrusaSlicer, để đạt được thành ống dày và ổn định, bạn cần cân bằng giữa độ rộng đường in với giới hạn lưu lượng thể tích (volumetric flow) và tốc độ. Điều này giúp máy in không chạy nhanh quá khả năng làm nóng chảy của đầu phun, tránh gây tắc nghẽn khi dùng TPU.
Mô hình
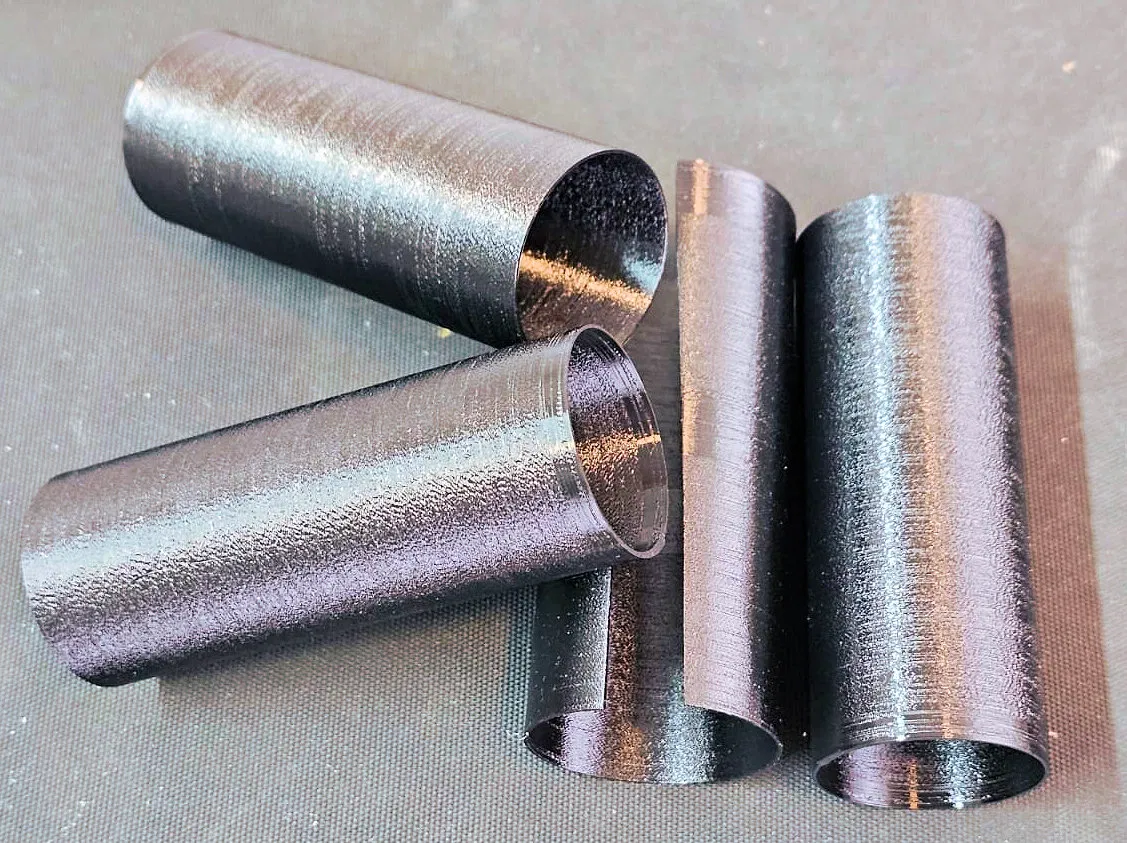
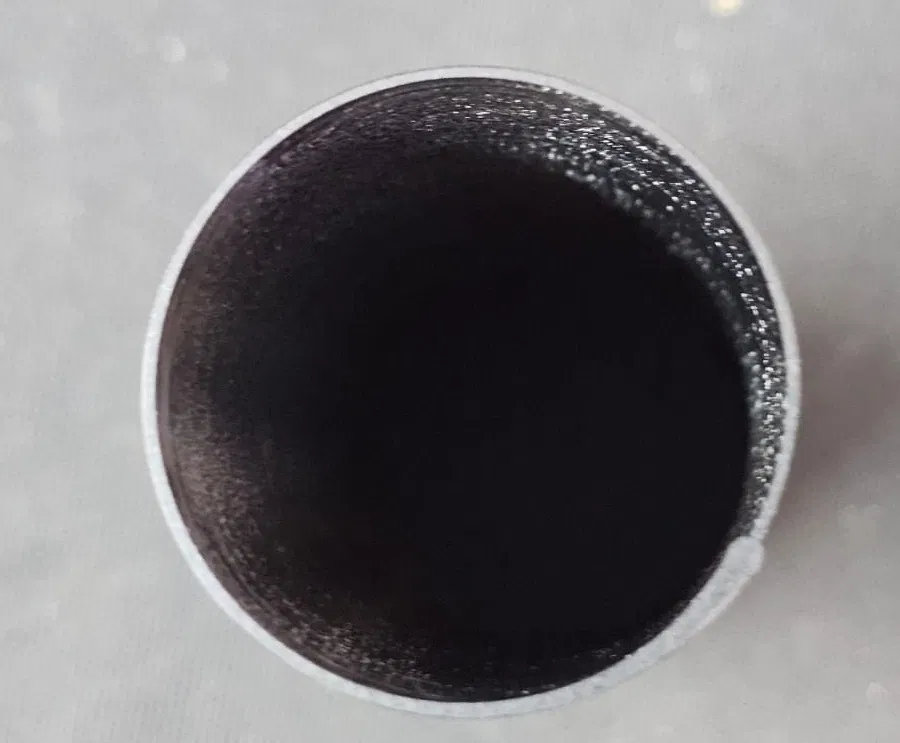
Một ống hình trụ thành mỏng với đường kính 34 mm và chiều dài 90 mm. Độ dày thành ống là 0.7 mm, in ở chế độ vase mode, không có lớp đáy và lớp trên.
Thiết lập độ rộng đường in lớn
Để có thành ống dày hơn từ đầu phun 0.4 mm, bạn cần điều chỉnh cài đặt mặc định. Vào Print Settings > Advanced, tìm mục Extrusion width. Sau đó đổi External perimeters thành 0.7 (tùy vào độ dày bạn muốn). PrusaSlicer có thể cảnh báo là quá rộng, nhưng với vase mode thì không sao cả.
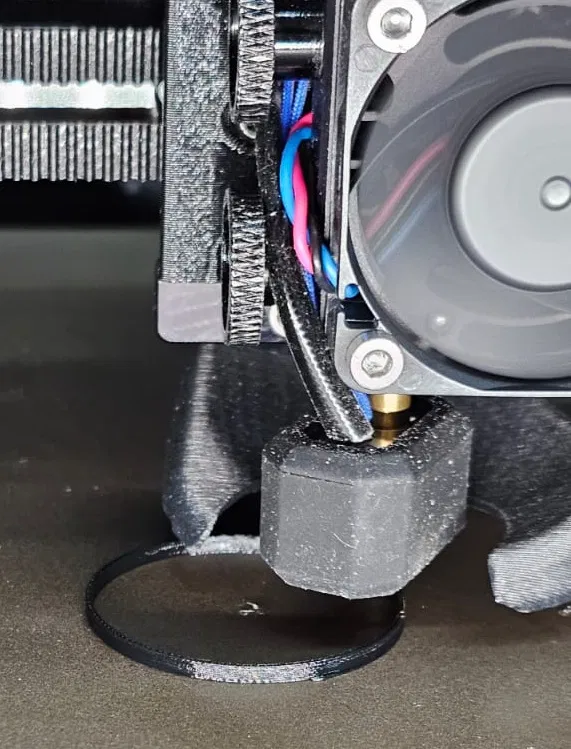
Slicer gợi ý dùng brim, nhưng mình bỏ qua vì TPU bám dính khá tốt. Hơn nữa, khi in vase mode đầu phun luôn di chuyển trên lớp trước đó, không sợ bị va đập vào chi tiết in.
Kiểm soát tốc độ qua Volumetric Flow
TPU bị giới hạn bởi lượng nhựa đẩy qua đầu phun mỗi giây. Nếu để tốc độ 60 mm/s mà thành ống dày 0.8 mm thì nhựa dễ bị nghẽn. Công thức tính là:
Lưu lượng thể tích (mm^3/s) = Chiều cao lớp (mm) X Độ rộng đường in (mm) X Tốc độ in (mm/s)
Chỉ số Maximum Volumetric Speed (MVS) trong cài đặt filament sẽ đặt giới hạn trên, tự động giảm tốc độ in nếu vượt quá mức cho phép. Với TPU95A, bạn nên cài MVS khoảng 2.5 đến 3.5 mm3/s.
Sau đó, trong Print Settings > Speed, đặt External perimeters cố định (ví dụ 25 mm/s).
Cài đặt Vase mode
Print Settings > Layers and perimeters: Chọn Spiral vase.
Print Settings > Layers and perimeters: Đặt Bottom solid layers bằng 0 để in ống không đáy. Cách này hoạt động tốt nhờ độ bám dính của TPU.
Filament Settings > Cooling: Thường thì nên để quạt thấp (0%-20%) để các lớp nhựa nóng chảy hòa quyện tốt. Với ống này, thời gian in mỗi lớp rất nhanh (khoảng 5 giây), nên mình để quạt 50% ở các lớp trên để làm mát kịp thời.
Kiểm tra mô hình sau khi slice
Bạn có thể kiểm tra mục Feature Type trong G-code Preview, chọn Volumetric flow speed để xem tốc độ có đồng nhất không. Nếu màu sắc thay đổi, nghĩa là giới hạn lưu lượng đang làm chậm tốc độ in của bạn.
Chất liệu
Nhiệt độ đầu phun: 230°C cho lớp đầu, tăng lên 240°C cho các lớp sau để nhựa ra đều. Nhiệt độ bàn in: 50°C. In khi mở cửa máy.
Bản in khá linh hoạt nhưng ở độ dày 0.7 mm thì không co giãn nhiều. Dùng kìm kéo mạnh cũng không rách. Lưu ý nhỏ: Cuộn nhựa eSun bằng giấy đôi khi tạo tiếng kêu cạch cạch do ma sát với giá đỡ, không phải do máy bị trượt nhựa.
In và sử dụng
Sử dụng eSun TPU95A đã sấy 6 tiếng ở 55°C. Khi in, mình để hở trong phòng có độ ẩm 40%. Sau khi in, mình cắt dọc ống, luồn vào đường ống, dán bằng keo silicon và cố định bằng dây rút.
Tham khảo thêm
Bạn có thể xem video này của @LostInTech3D về việc in vase mode với độ rộng đường in cực lớn.
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!