Bánh răng trục vít máy bào gỗ (Krameyer Dişli Mili) chất lượng cao

Bạn đang tìm kiếm giải pháp thay thế cho bánh răng máy bào bị mòn? Mẫu thiết kế 3D Krameyer Dişli Mili này chính là lựa chọn hoàn hảo để tự sản xuất phụ tùng cơ khí tại nhà. Được tối ưu hóa cho các dòng máy bào gỗ phổ thông, linh kiện này đảm bảo độ chính xác cao trong việc truyền lực và vận hành máy. Với file 3D này, anh em thợ có thể linh động in ấn bằng các loại nhựa chịu lực như PETG hoặc ABS để thay thế kịp thời, duy trì tiến độ công việc mà không cần chờ đợi phụ tùng nhập khẩu đắt đỏ. Hãy lưu ý in với độ đặc cao và cấu hình chi tiết để đạt hiệu quả hoạt động tốt nhất.
Mô tả
Bánh răng trục vít (Krameyer Dişli Mili) cho máy bào gỗ
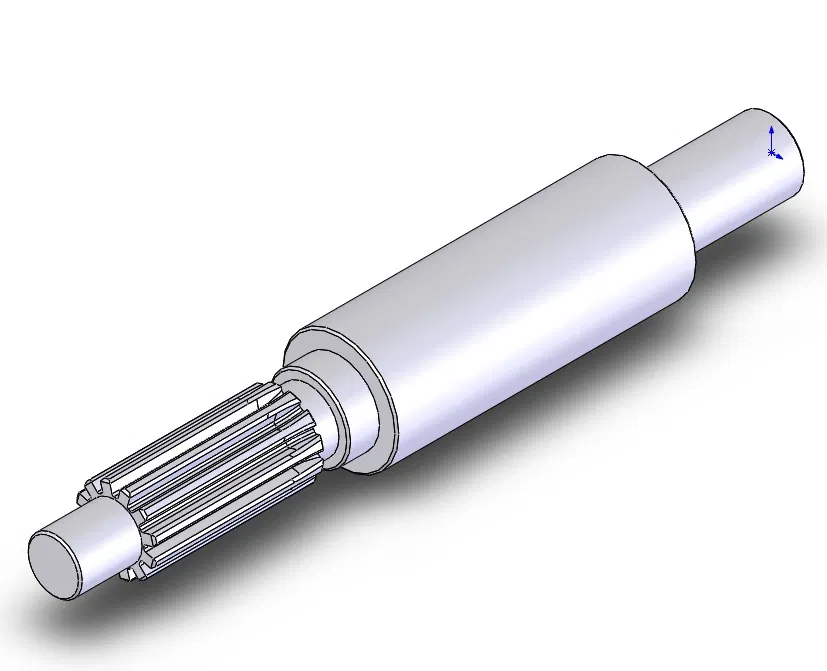
Đây là mẫu thiết kế 3D chuyên dụng cho linh kiện cơ khí, cụ thể là bánh răng trục vít (Krameyer Dişli Mili) được sử dụng trong các loại máy bào gỗ công nghiệp và gia đình. Trong các hệ thống máy cơ khí, trục bánh răng đóng vai trò cực kỳ quan trọng để truyền lực và điều hướng chuyển động cho bộ phận bàn máy. Việc in 3D linh kiện này giúp các bác thợ nhanh chóng thay thế hoặc sửa chữa các chi tiết bị mòn trong quá trình làm việc, từ đó giúp tiết kiệm thời gian chờ đợi đặt hàng phụ tùng thay thế từ chính hãng.
Sản phẩm được thiết kế với độ chính xác cao dựa trên tiêu chuẩn kỹ thuật thông dụng của các loại máy bào. Phần trục trơn kết hợp với phần bánh răng khớp hoàn hảo giúp máy vận hành trơn tru, hạn chế tiếng ồn và đảm bảo hiệu suất cắt gọt gỗ ổn định nhất. Đây là một giải pháp cứu cánh tuyệt vời khi anh em thợ đang cần gấp linh kiện để hoàn thành dự án cho khách mà không thể tìm thấy phụ tùng gốc kịp thời.
Để đảm bảo linh kiện in 3D có độ bền cao khi lắp vào máy, người dùng cần lưu ý các vấn đề sau trong quá trình sản xuất:
- Vật liệu in: Ưu tiên sử dụng nhựa có độ chịu lực và chịu nhiệt cao như PETG, ABS hoặc cao cấp hơn là các loại nhựa gia cố sợi carbon (Carbon Fiber) để đảm bảo độ cứng vững.
- Cấu trúc (Infill): Nên để tỷ lệ lấp đầy từ 80-100% để đảm bảo trục đủ chắc chắn, không bị gãy dưới áp lực lớn khi máy hoạt động.
- Độ cao lớp in (Layer height): Nên in ở mức 0.12mm hoặc 0.16mm để các rãnh răng đạt độ chi tiết và mịn màng nhất, giúp khớp nối vào hệ thống máy dễ dàng.
- Hỗ trợ (Support): Cần thiết lập support kỹ càng tại các vị trí rãnh răng để tránh hiện tượng sập nhựa, làm sai lệch biên dạng bánh răng.
- Hoàn thiện bề mặt: Sau khi in, nên đánh bóng nhẹ các bề mặt tiếp xúc của bánh răng để giảm ma sát, kéo dài tuổi thọ cho chi tiết khi máy vận hành ở tốc độ cao.
- Kiểm tra dung sai: Luôn đo đạc kỹ kích thước thực tế của máy trước khi in để điều chỉnh file STL cho khớp hoàn toàn với trục đỡ hiện có của bạn.
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!