Ke góc chức năng cho PETG/ASA - LR Basics

Bộ ke góc (corner brackets) nhiều kích thước, tối ưu cho in FFF bằng PETG hoặc ASA. Kèm hướng đặt mẫu, thông số in (nozzle, layer height, 3 perimeters) và lưu ý dùng long đền kim loại để tăng độ bền.












Mô tả
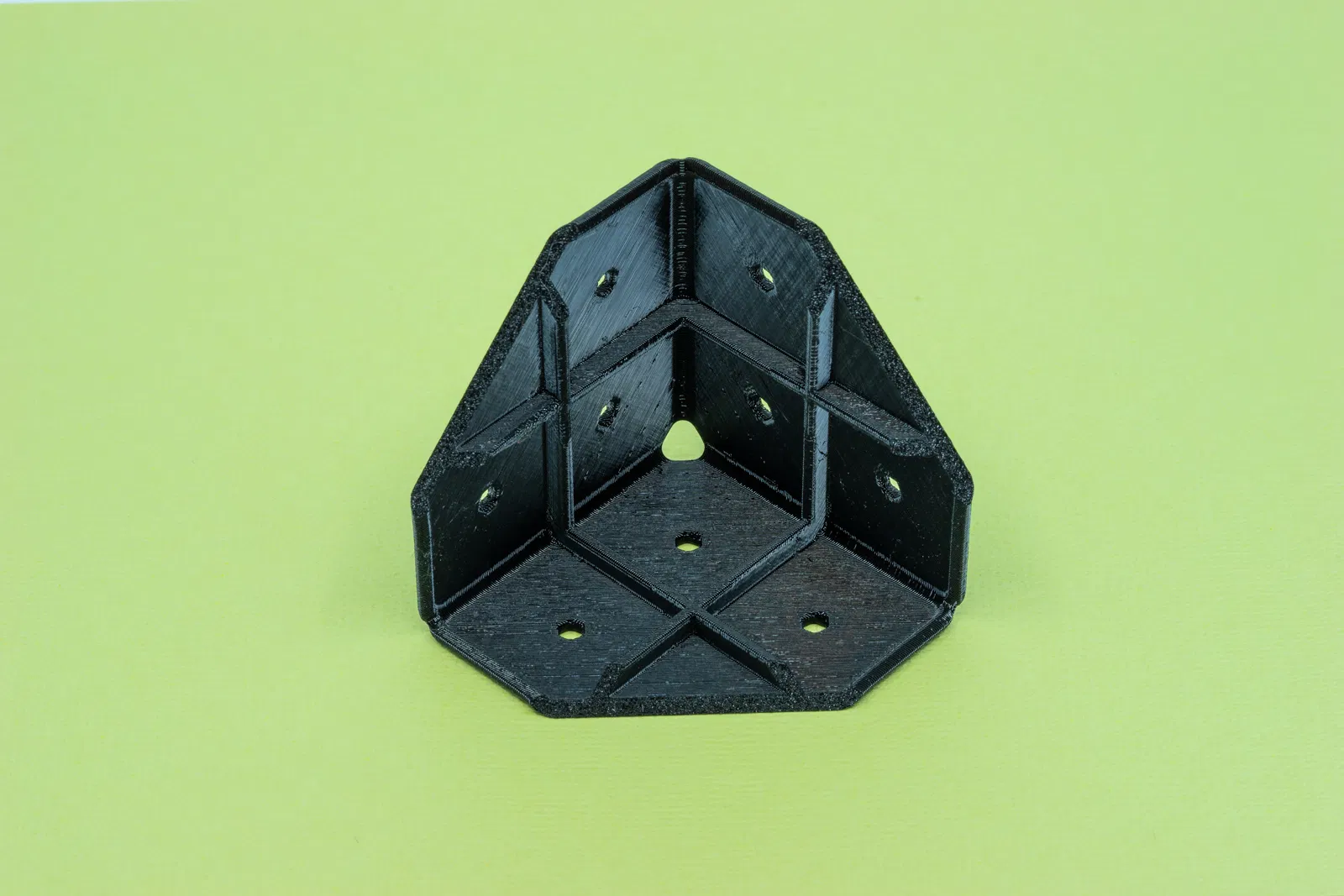
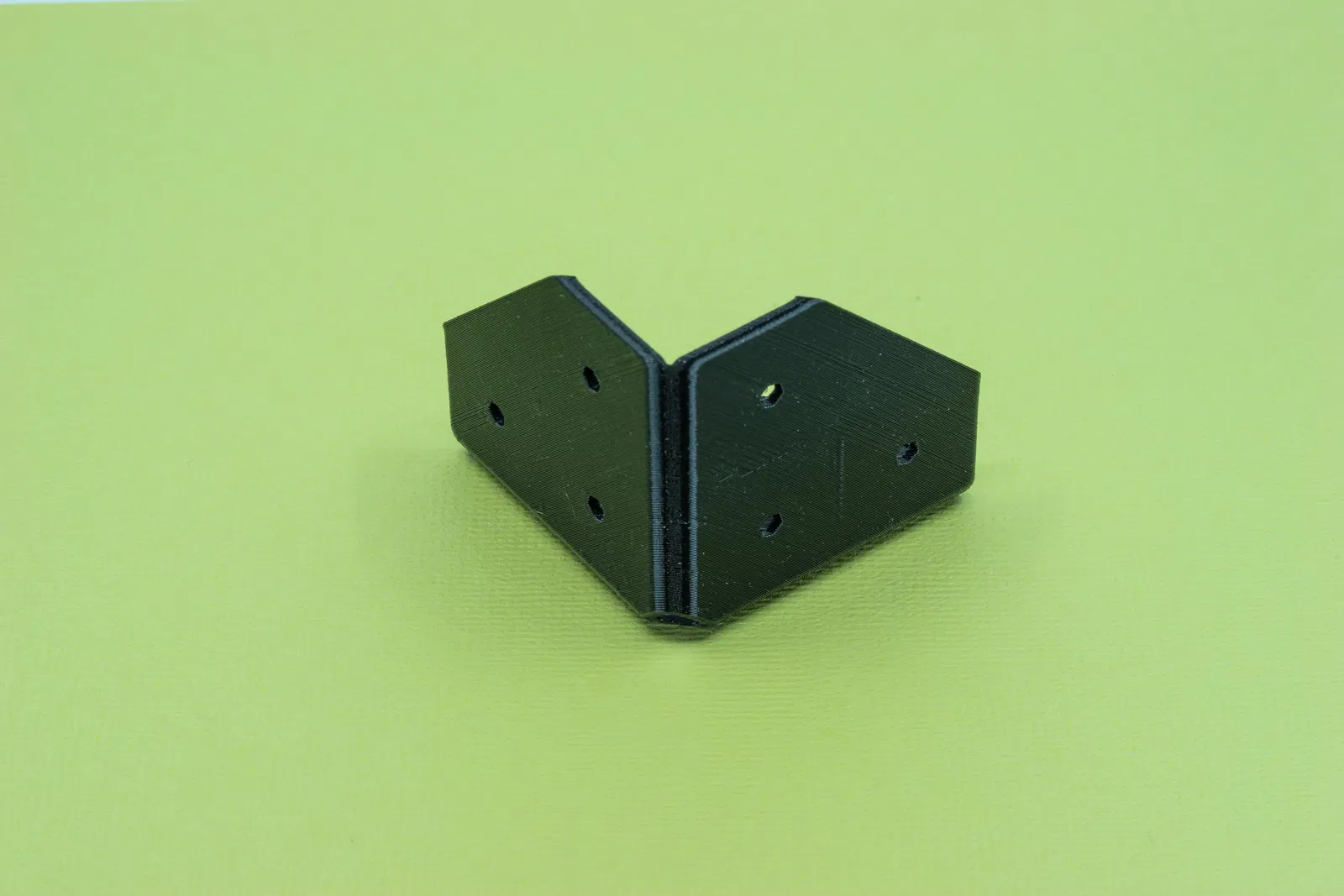
Đây là thiết kế của mình về các corner bracket (ke góc) hoàn toàn mang tính ứng dụng. Mình làm chúng đặc biệt cho quy trình FFF, để in bằng vật liệu PETG hoặc ASA.
Nếu các corner bracket này được in với đúng cài đặt và vật liệu, chúng có thể chịu được lực rất lớn.
Cách in Angle Brackets
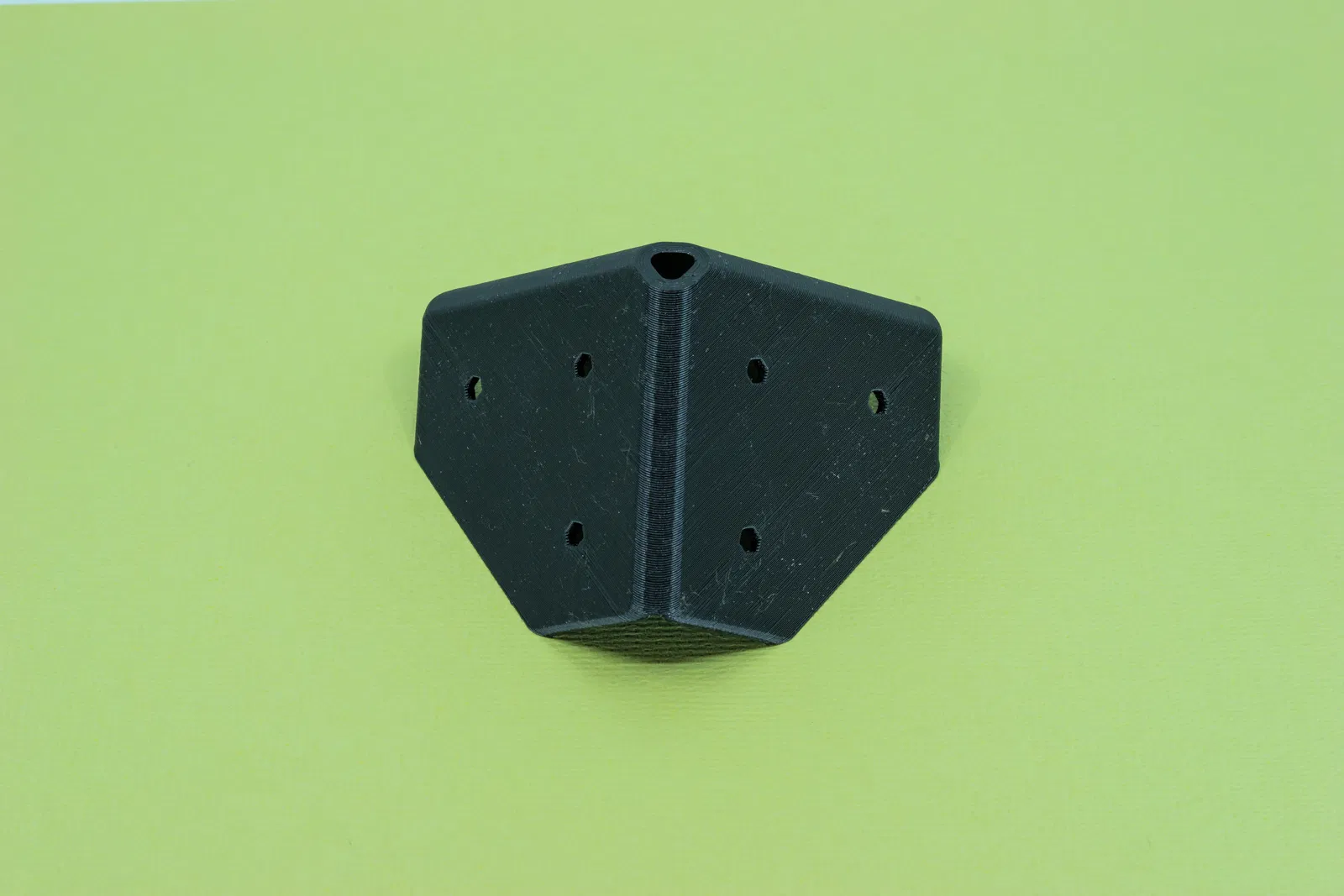
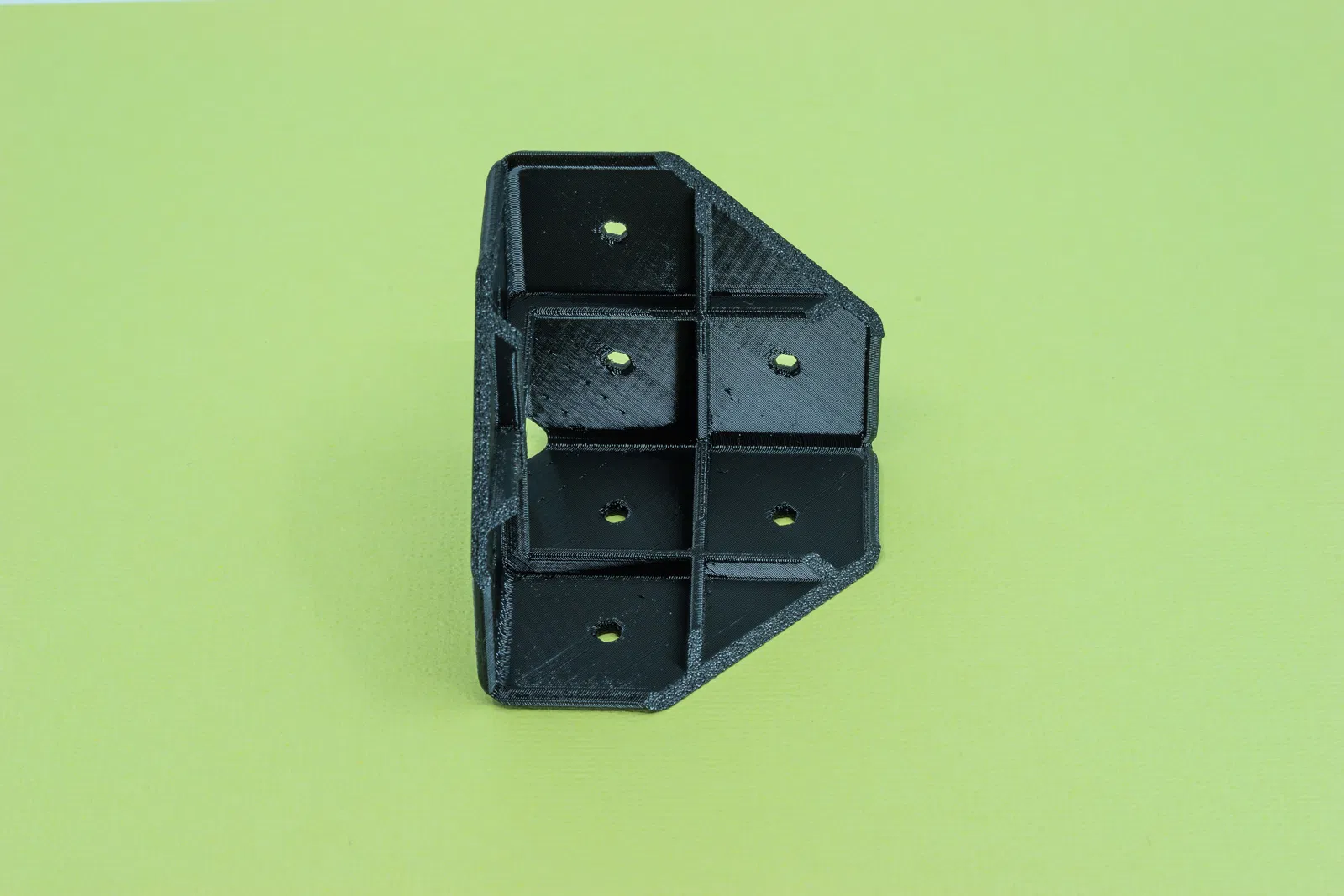
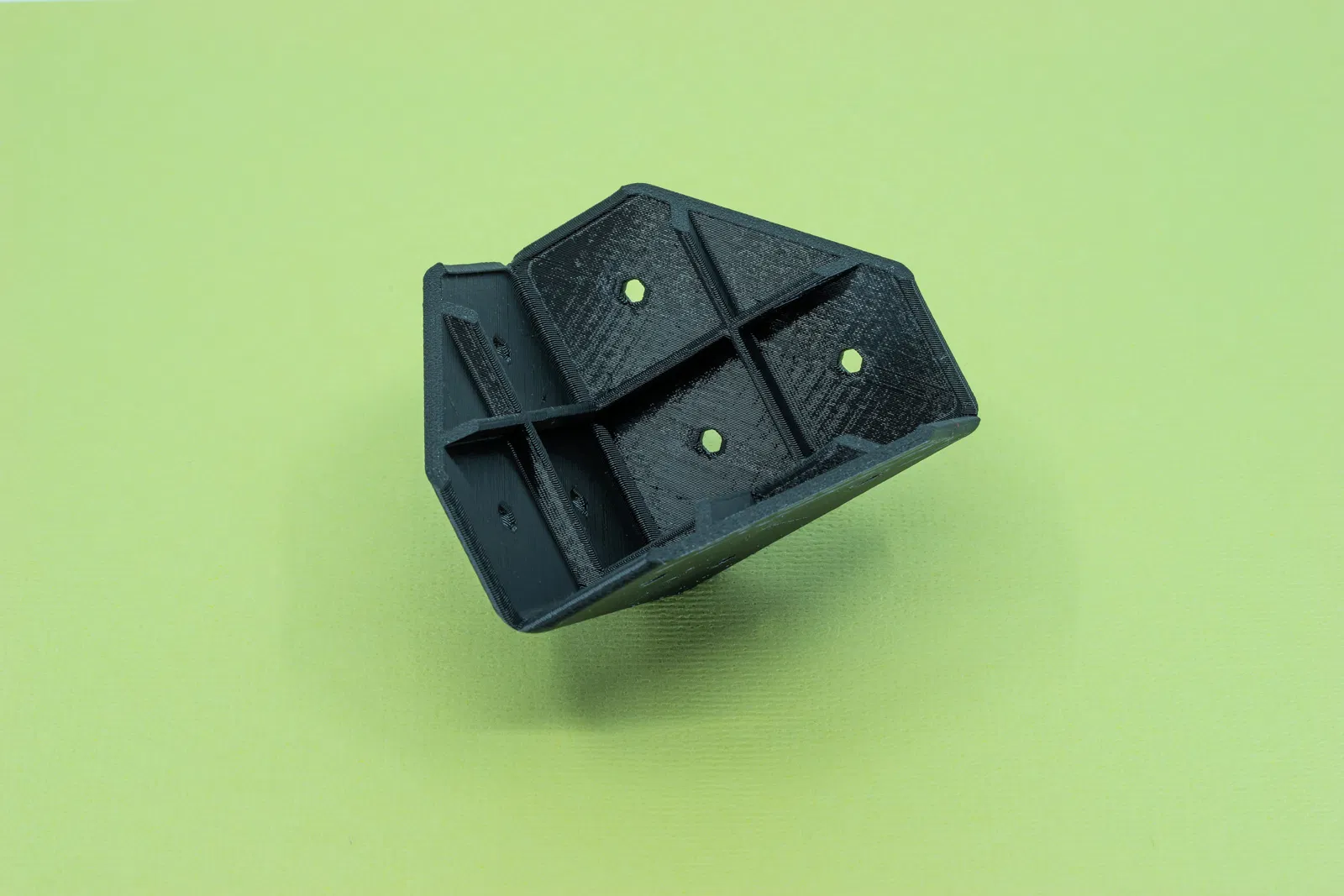
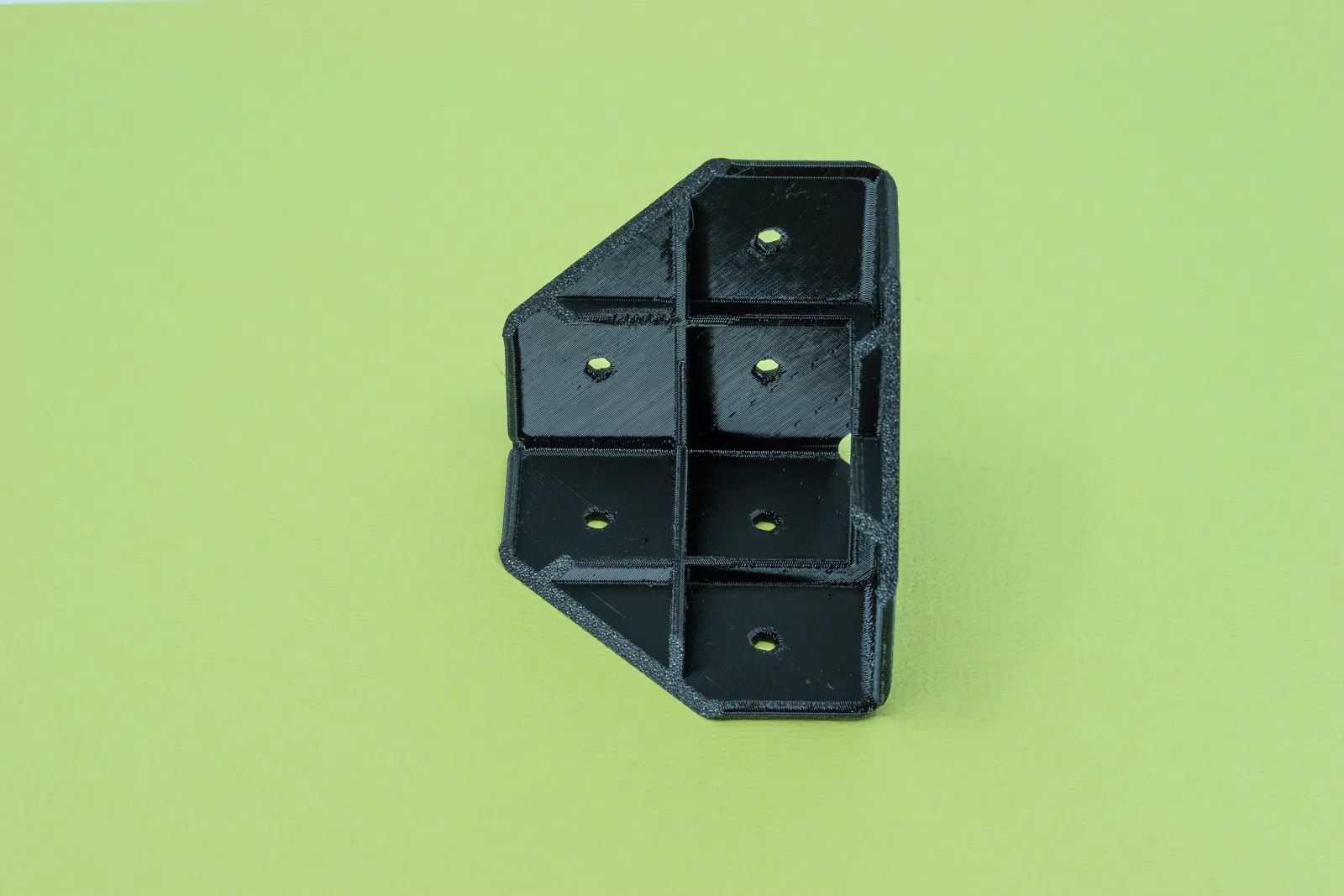
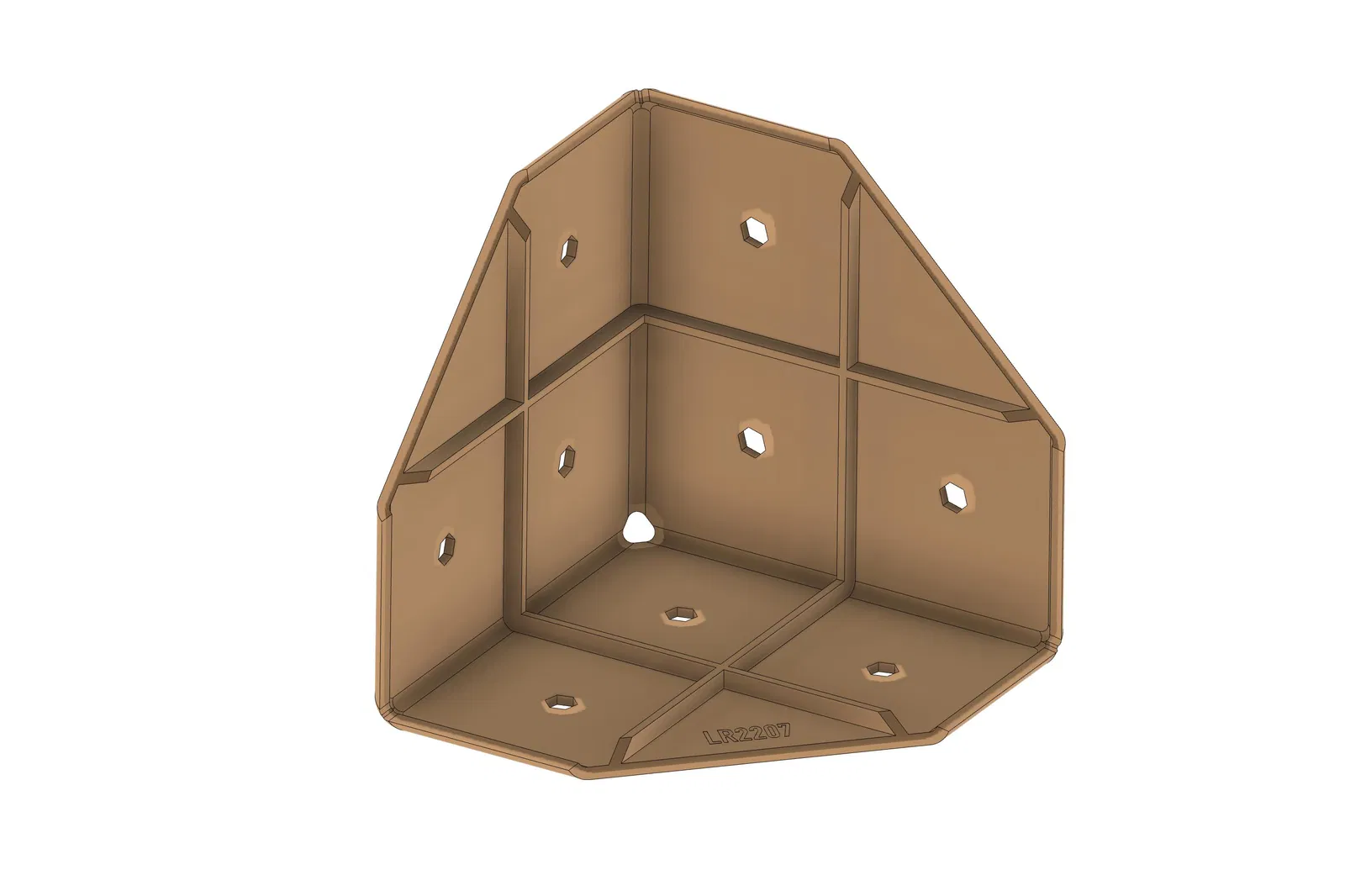
Hãy in angle brackets theo đúng hướng đặt như hình bên dưới:

Mình có tạo sẵn một project mẫu LR2207-060-40 Print.3mf cho Prusa Slicer, trong đó đã thiết lập đầy đủ các thông số cần thiết. Nếu bạn muốn tự setup theo nhu cầu riêng, tham khảo bảng sau:
Kích thước nozzle:
0.4mm, 0.6mm hoặc 0.8mm
Chiều cao lớp (Layer Height):
0.2mm cho nozzle 0.4mm
0.3mm cho nozzle 0.6mm
0.4mm cho nozzle 0.8mm
Vật liệu filament:
PETG hoặc ASA
Perimeters:
3 perimeters (quan trọng!)
Prusa Slicer Profile:
“0.2mm Quality”
Cài đặt bổ sung:
- Bật “Avoid Crossing Perimeters"
Không khuyến nghị dùng PLA: In bằng PLA thường bị biến dạng theo thời gian, đồng thời giòn hơn nhiều nên dễ gãy.
Kích thước

Mã part và tên file có định dạng như sau:
LR2207-<length>-<screw hole>.3mf
Length
Length là chiều dài cạnh lớn nhất của bracket. Chiều dài thực tế sẽ ngắn hơn khoảng 1–2mm so với chiều dài công bố.
Đường kính lỗ vít (Screw Hole Diameter)
Con số thứ hai là đường kính lỗ vít theo bước 1/10 mm. Vì vậy giá trị 30 nghĩa là 3mm. Kích thước thực của lỗ vít trong model lớn hơn khoảng 0.5mm so với thông số, nhưng dù đã chừa dung sai lớn như vậy thì sau khi in, lỗ vẫn có thể nhỏ hơn kích thước mong muốn.
Cách sử dụng Corner Bracket
Khác với ke kim loại, điều quan trọng là phải phân bố lực từ đầu vít đều lên phần in 3D. Vì vậy, bạn vui lòng làm theo các khuyến nghị dưới đây để dùng chi tiết này hiệu quả nhất.
- Luôn dùng vít có đầu lens, đầu phẳng hoặc đầu tròn.
- Không dùng vít countersink.
- Luôn đặt một long đền kim loại dưới đầu vít.
- Dùng long đền có kích thước lý tưởng là che phủ càng nhiều diện phẳng càng tốt.
- Bắt vít vào mọi lỗ trên bracket, không để trống lỗ nào.
- Không làm việc với bracket theo kiểu chịu uốn (bending)!
Khám phá thêm từ Meti·kumi
Quan tâm tới các thiết kế của mình? Xem bộ sưu tập model 3D tại đây:
👉 https://metikumi.com/3d-models/
Kết nối trên mạng xã hội để cập nhật mới nhất và xem quá trình làm (work-in-progress):
Kết luận
Hy vọng bạn có thể tận dụng bản in này cho một dự án nào đó. Nếu thấy hữu ích, bạn hãy đánh giá (rate) bản in và up thêm vài tấm hình nhé.
Chúc bạn in vui vẻ! 😄
Giấy phép

File mô hình




























Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!