Ống dẫn gió nhẹ FlashForge AD5M cho hotend aftermarket

Ống dẫn gió lightweight cho FlashForge AD5M/AD5M Pro, tối ưu airflow và tương thích hotend aftermarket (Aliexpress/Amazon). Hỗ trợ nam châm 5x3mm, có bản V2 đang test và tuỳ chọn chữ FORGE/không chữ kèm file STEP.



Mô tả
Mẫu này làm ra để dùng được với hotend aftermarket mua trên Aliexpress/Amazon.
Nhớ tháo cái tay cầm nhựa trên build plate ra, vì các duct dài hơn sẽ đụng vào nó.
Thiết kế theo chuẩn nam châm 5x3mm.
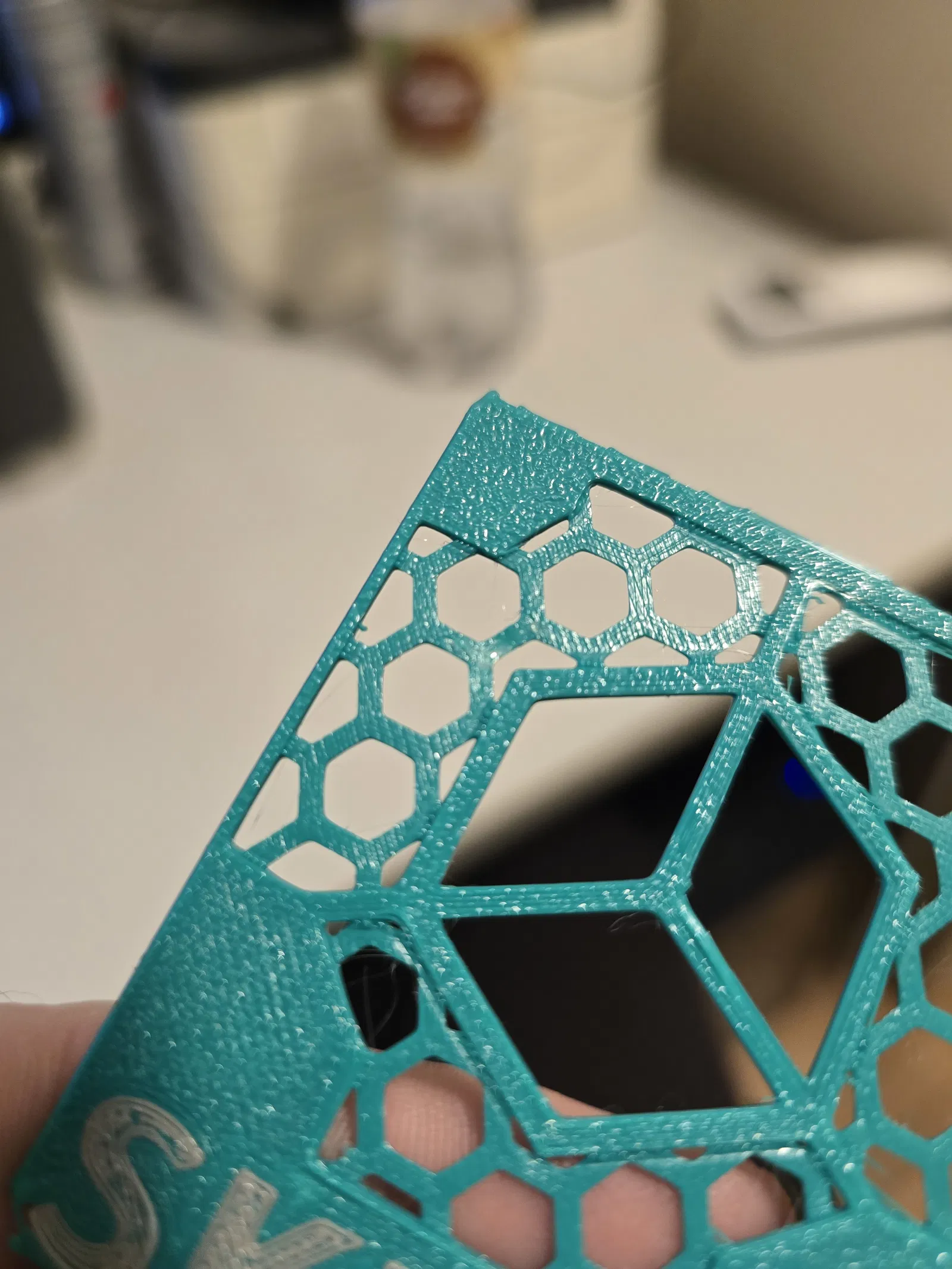
Trong hình là bản V2 mới mình đang test. Để ra layer đẹp như hình thứ 2 thì bạn cần in phần support bằng PLA còn phần Duct bằng PETG/ASA, hoặc làm ngược lại.
Giữa lớp support và lớp họa tiết lục giác không có chênh lệch layer height (0mm) nên bề mặt ra mịn, mà vẫn bóc support ra dễ.
Nếu bạn làm filament change để lên chữ thì chỉ cần thêm vài lần swap nữa là phần supports sẽ hoạt động chuẩn luôn. (Có MMU thì dễ như chơi).
Có option chữ FORGE hoặc không có chữ. Mình có kèm file STEP nữa để bạn tự làm text (hoặc làm trực tiếp trong Orca/Prusa Slicer cũng được).
Cách in chữ nhiều màu chỉ ở lớp đầu tiên (chỉ đổi filament 1 lần)
Chạy tốt trên Orca Slicer (và đa số setup Bambu Lab/Creality/Klipper)
Bước 1: Chuẩn bị model & slicer
Import model 3D vào Orca Slicer.
Phần chữ nằm chung trong model chính, tách nó thành object riêng bằng cách:
Chuột phải vào model → ‘Split to Objects’.
Bật chế độ in multi-material với 1 extruder:
Vào Printer Settings → tab Multimaterial.
Đảm bảo "Single Extruder Multi Material" được bật (để swap filament).
Bước 2: Gán filament & giới hạn layer
Chọn object chữ trong slicer.
Chuột phải → "Height Range Modifier" (hoặc "Per-Object Settings" ở một số phiên bản).
Đặt khoảng chỉ Layer 1 (ví dụ: 0 - 0.2mm nếu layer height 0.2mm).
Gán một filament khác cho khoảng này.
Bước 3: Cấu hình G-code đổi filament
Thêm lệnh pause/filament change sau Layer 1:
Vào Printer Settings → Custom G-code → Filament Change G-code.
Nhập đúng lệnh theo firmware bạn đang dùng:
Marlin (đa số Creality/Prusa): M600
Klipper (có thể cả Bambu Lab?): PAUSE
Marlin cũ (M25): M25
Bước 4: Slice & kiểm tra
Slice model rồi xem Layer Preview:
Chỉ Layer 1 mới hiện phần chữ màu.
Lệnh swap filament (M600/PAUSE) phải chỉ chạy 1 lần sau Layer 1.
In thử & xác nhận quá trình swap diễn ra đúng như mong đợi.
Bước 5: Chỉnh thứ tự in (nếu chữ không được in trước)
Nếu chữ bị in sau các phần khác ở Layer 1:
Bấm "Customize current plate" (bên phải plate).
Trong "First layer filament sequence", chọn:
Customize, rồi tự sắp xếp lại object (kéo chữ lên phía trái của danh sách).
Re-slice và xem lại Layer Preview để chắc chắn chữ được in trước.
UPDATE: 13/06 - Mình đã làm dày phần lục giác ở hông và phía trên để dễ in hơn
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình





Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!