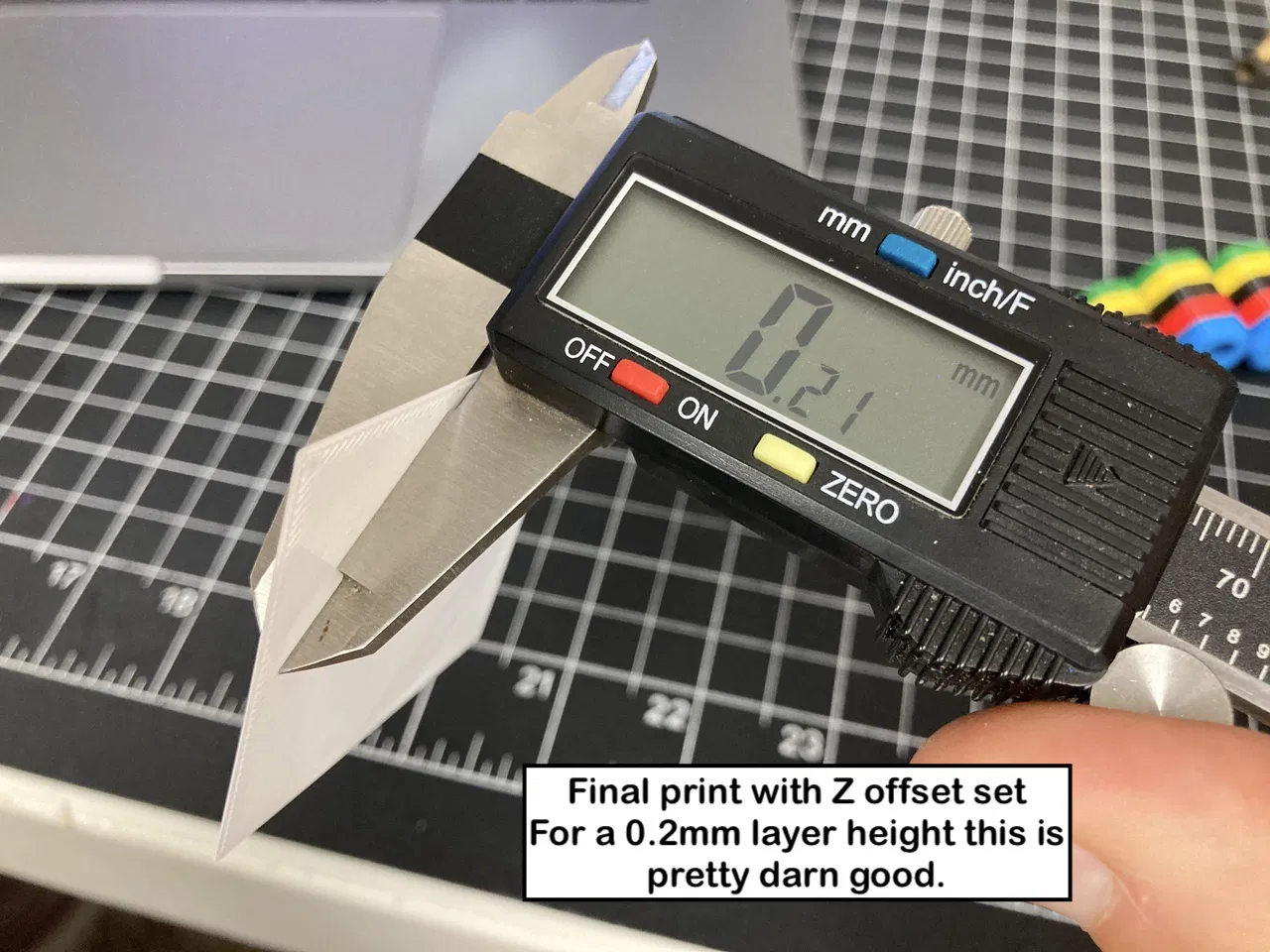
Bản in hiệu chuẩn Z offset (Z offset calibration print)

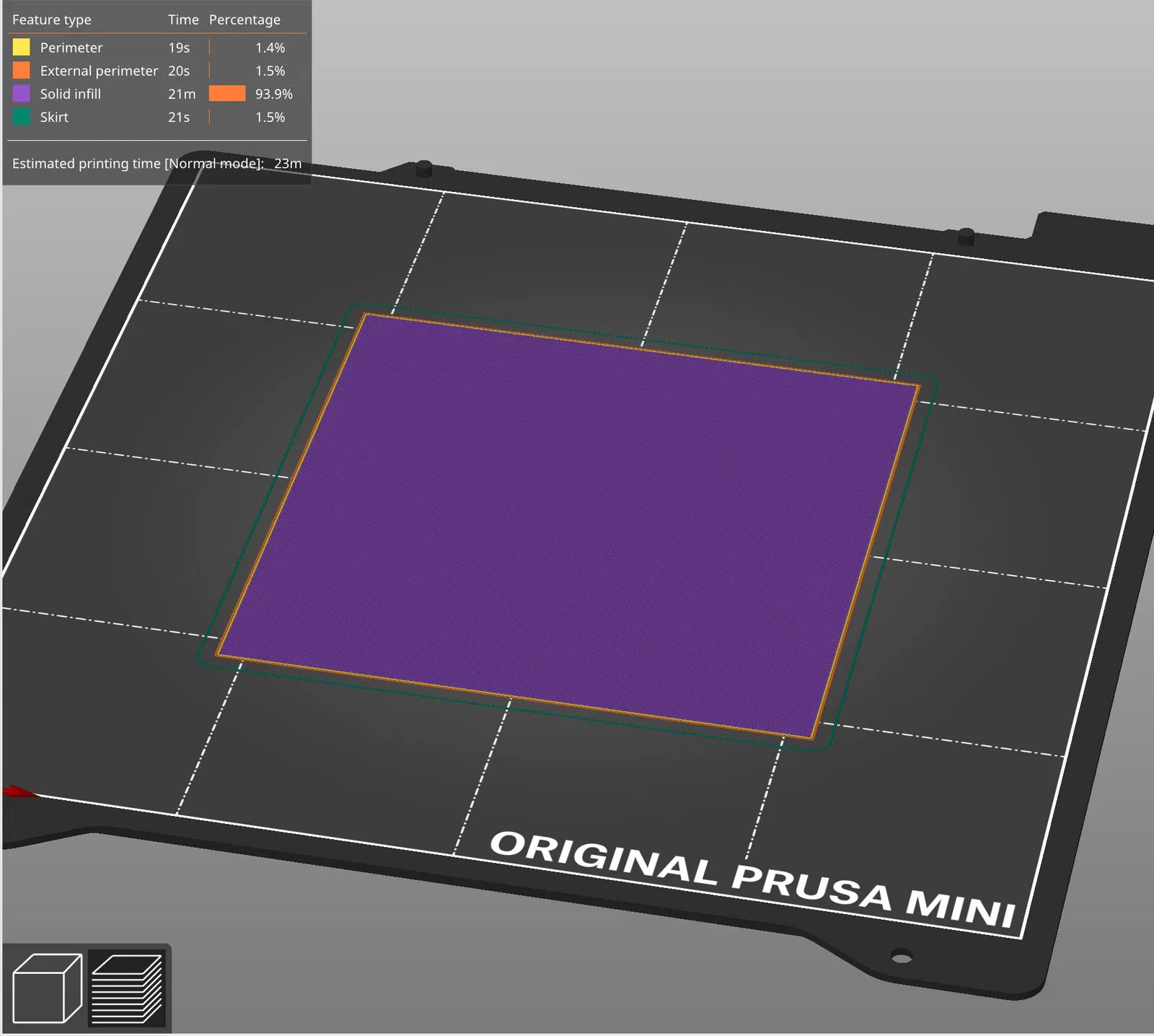
Mẫu in 1 lớp dày 0.2mm giúp bạn canh Z offset chuẩn hơn bằng cách quan sát solid infill: có khe hở thì hạ Z, nhựa bị trồi thì tăng Z. Có bản 50/75/100mm và bản 100x50 xoay 45°.




Mô tả
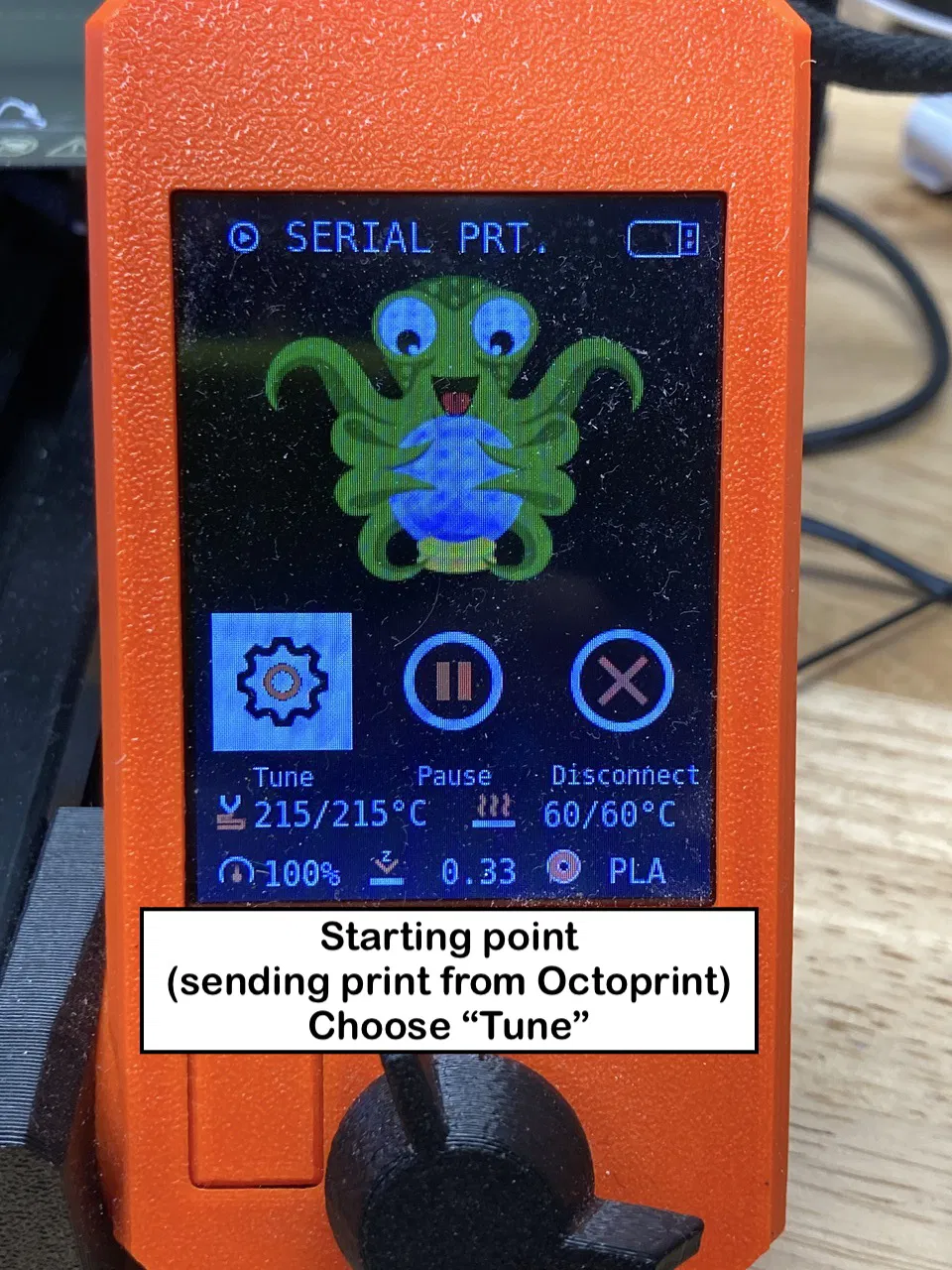
Chỉ là một hình vuông cao 0.2mm để khi in ra nó chỉ in đúng 1 lớp. Mình dùng cái này để chỉnh Z offset. Bài test Z offset tích hợp sẵn trên máy là điểm khởi đầu tốt, nhưng để canh đúng độ cao “chuẩn” có thể hơi khó nếu bạn chưa làm nhiều lần. Mình thấy dùng một mẫu test infill đặc (solid infill) giúp rất nhiều.
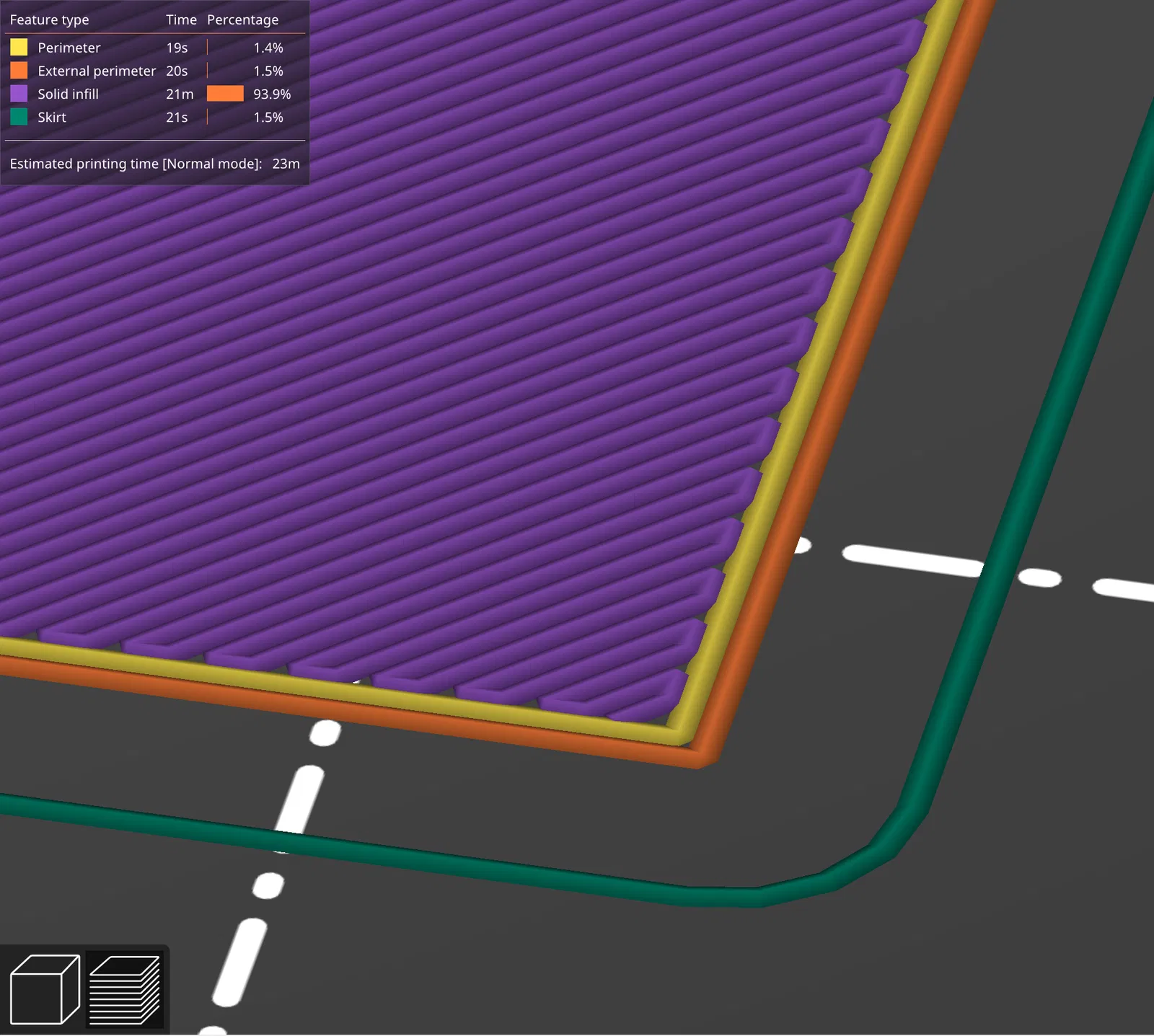
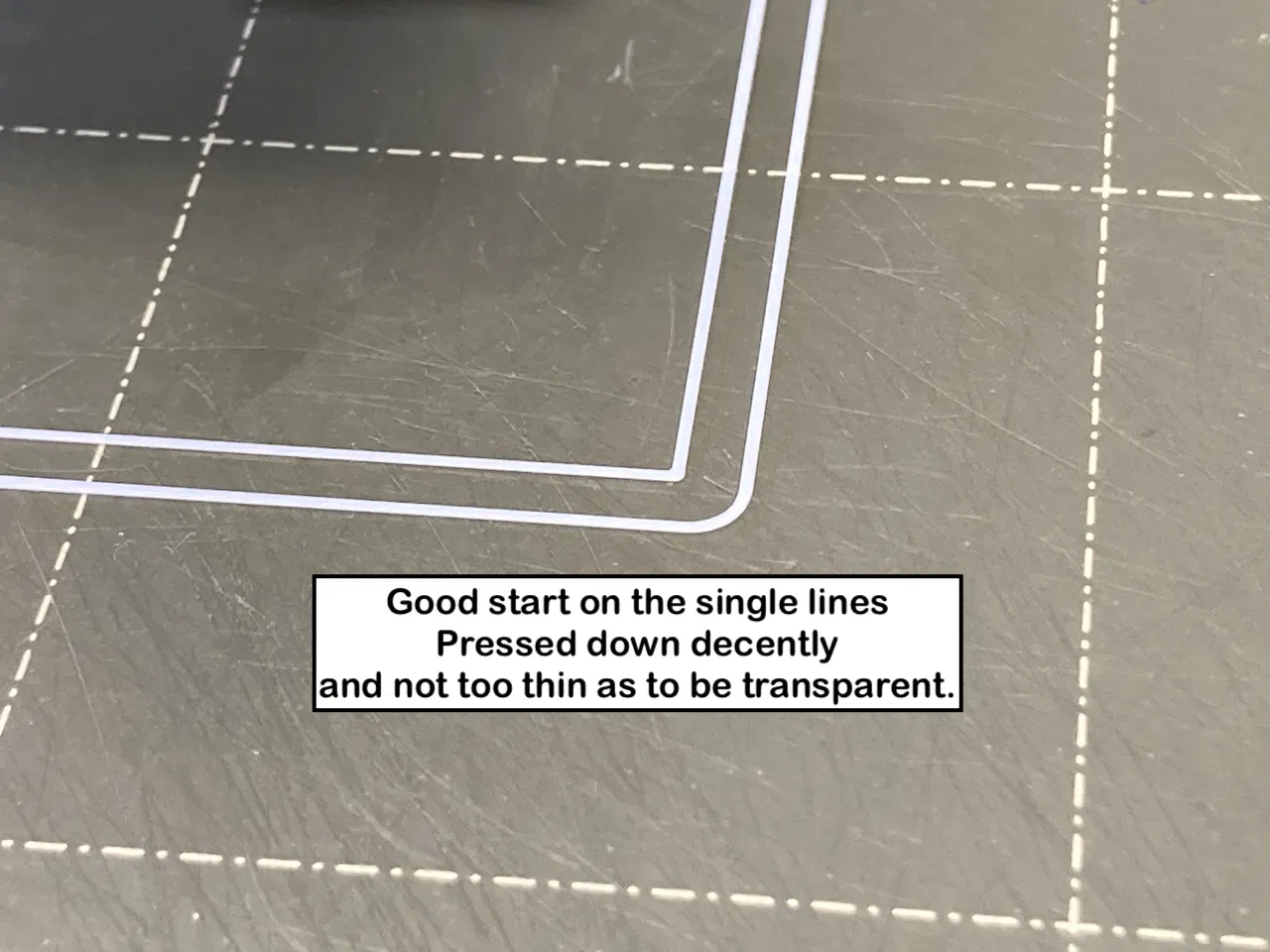
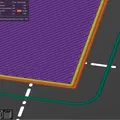
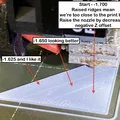
Bắt đầu bằng bài test Z offset của máy nếu bạn chưa làm, để đưa về đúng “khoảng” trước đã. Nạp model này rồi bắt đầu in. Skirt và hai đường outer perimeter bên ngoài nên ra ổn, nhưng cái mình thật sự cần quan sát là cách phần infill chạy.
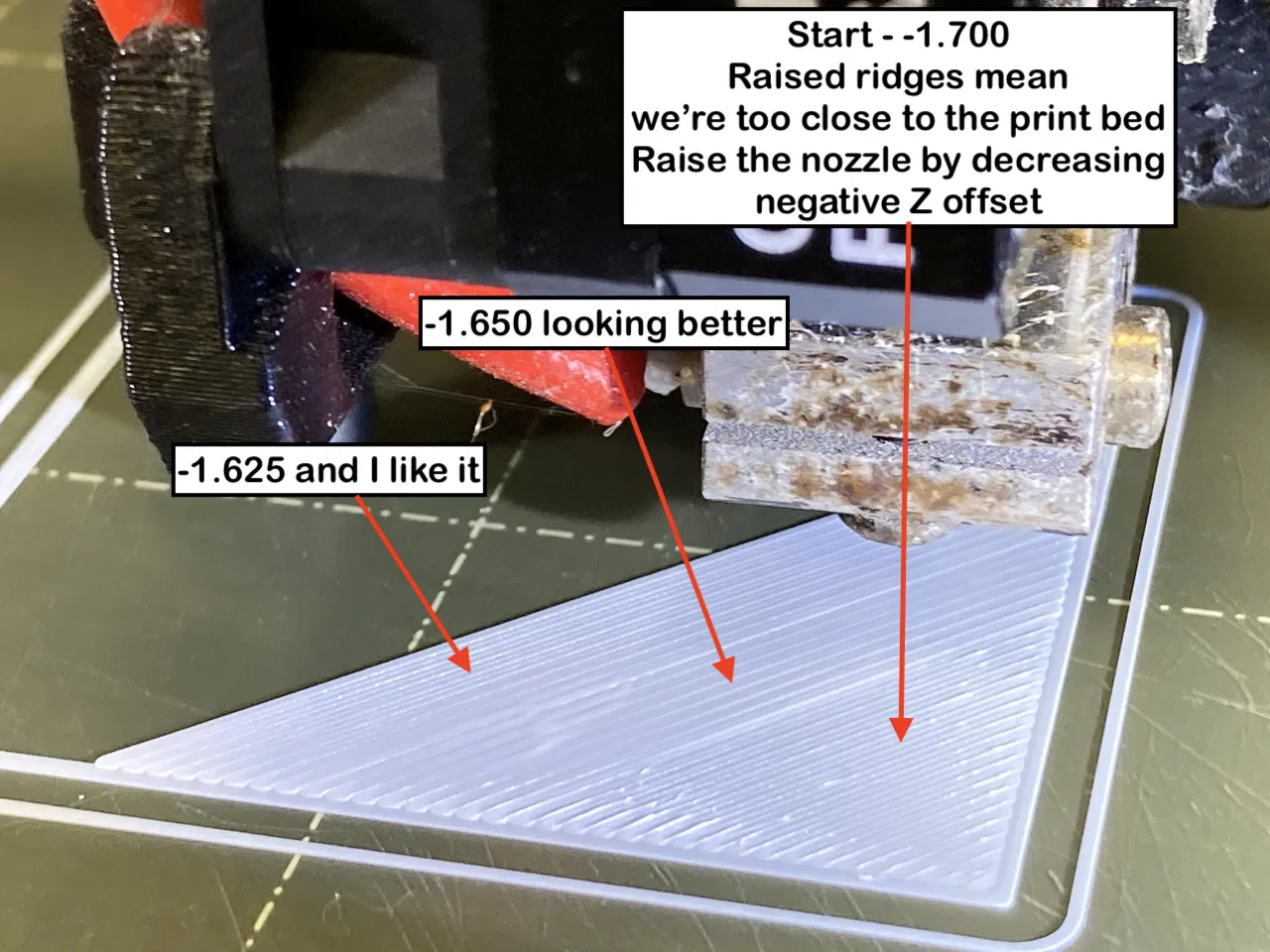
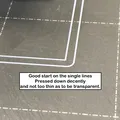
- Có khe hở hoặc chỗ thấp giữa các đường? Hạ Z height.
- Nhựa bị “smoosh” (bị ép trồi) lên giữa các đường? Tăng Z height.
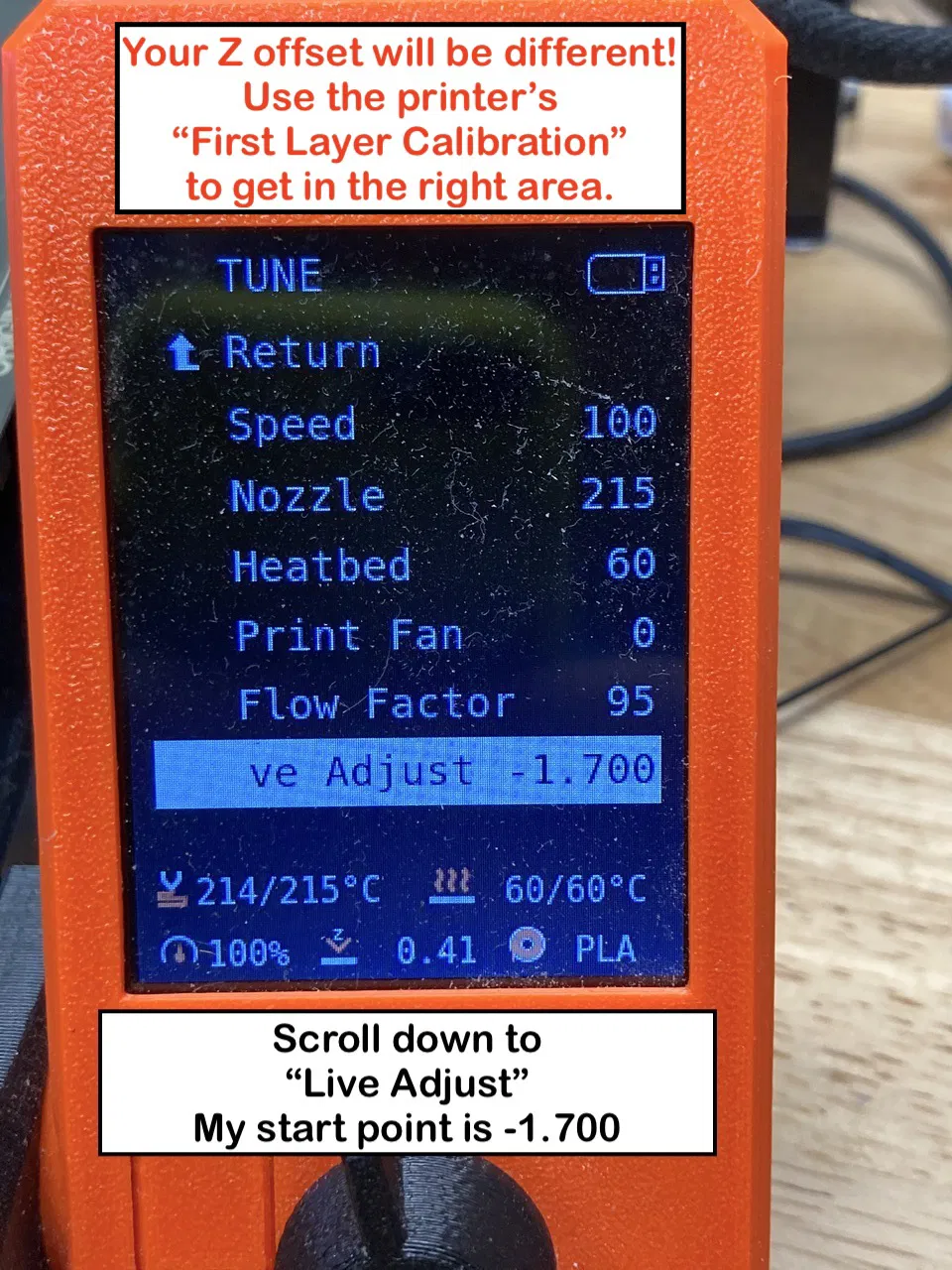
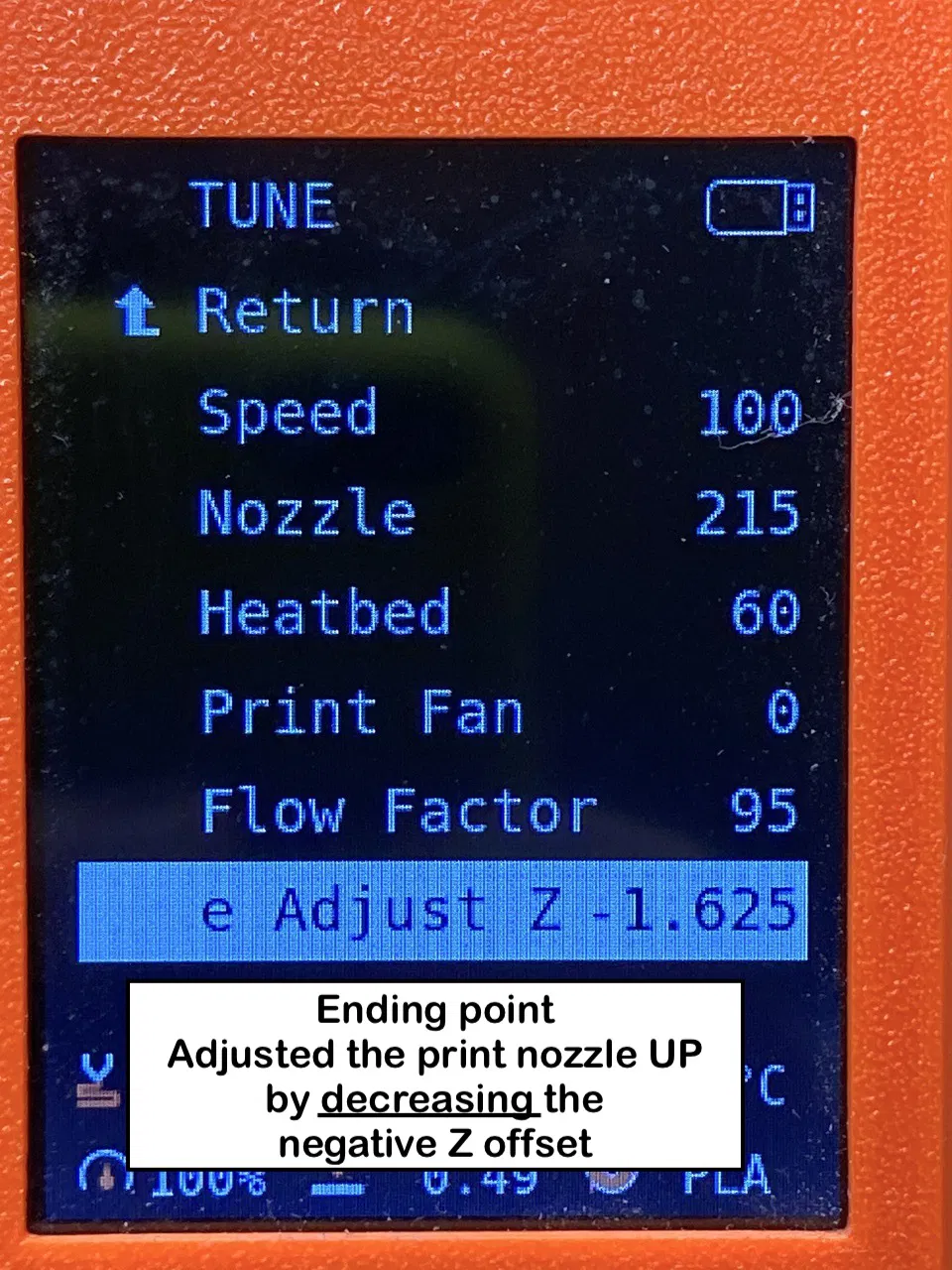
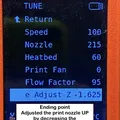
Lưu ý Z height của bạn rất có thể là số âm, nên “hạ Z height” nghĩa là tăng trị số Z theo hướng âm hơn, ví dụ: -1.100 xuống -1.150 sẽ làm nozzle lại gần mặt bàn in hơn.
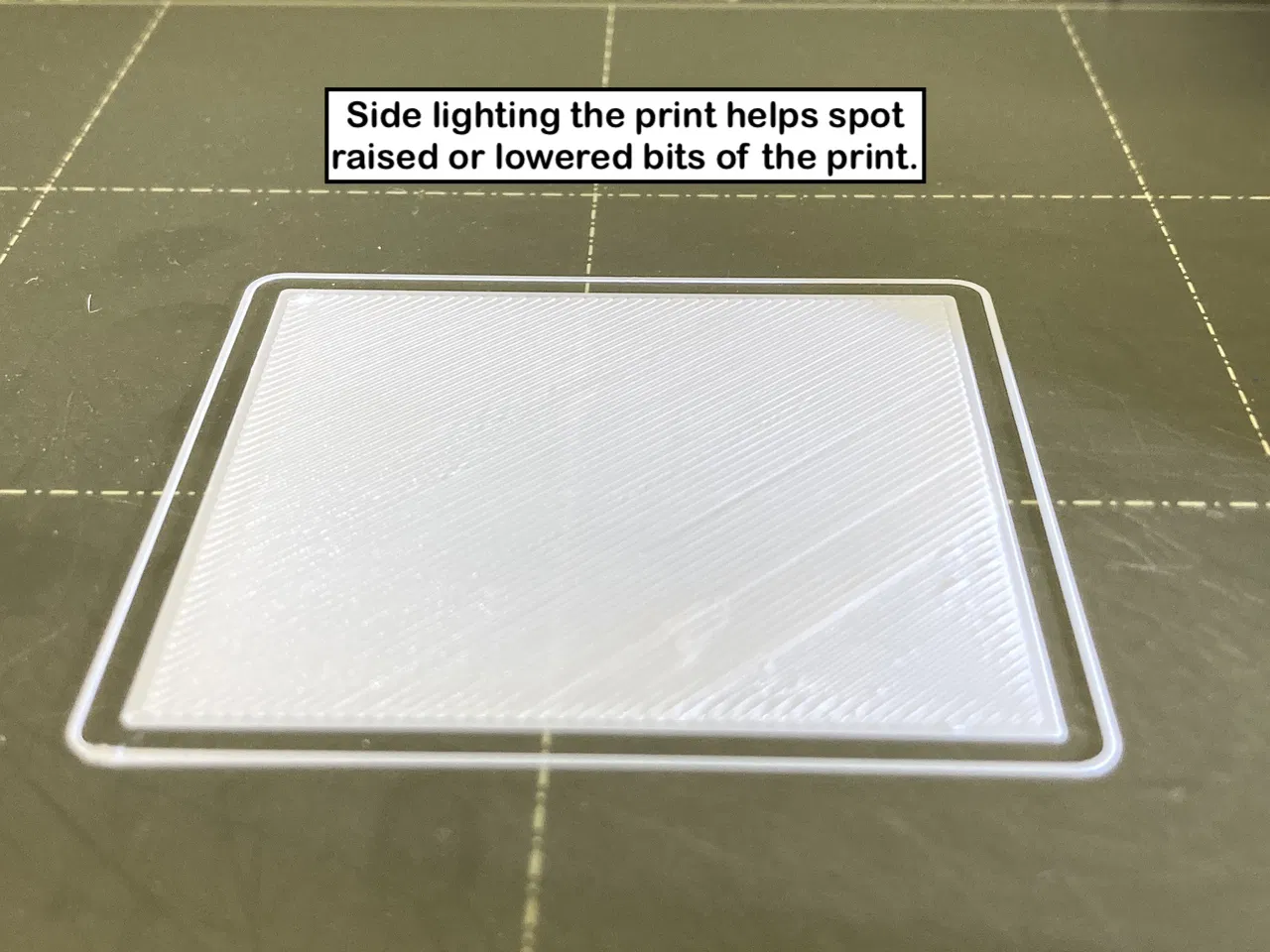
Mục tiêu là làm cho bề mặt trên phẳng — nhưng nhớ là nếu trước đó bạn để quá thấp và nhựa bị trồi lên một chút, có thể cần vài lượt chạy mới thấy rõ tác động của chỉnh sửa, vì lượng nhựa dư đó sẽ làm lệch các đường in phía sau. Nếu bị trồi nhiều, bạn có thể tăng lên một chút cho một đường, rồi hạ lại về mức bạn nghĩ là đúng.
Cuối cùng, bạn cần lớp top layer mịn nhất có thể. Khi bạn canh được để máy chạy vài đường liền kề mà không có rãnh (valleys) hay gờ (ridges), đó chính là Z offset của bạn. Tới lúc thấy ổn rồi thì có thể cancel bản in.
Có 3 kích thước — 100mm, 75mm và 50mm. Khác nhau duy nhất là thời gian in và khoảng thời gian giữa các đường kế tiếp để bạn kịp chỉnh và quan sát ảnh hưởng lên chất lượng in. Nên bắt đầu với bản 50mm, và nếu thấy cần thêm thời gian để chỉnh thì dùng bản lớn hơn.
Cập nhật 3 May 23: Mình thêm một hình 100x50 xoay 45 độ. Với các hình vuông xoay “đúng hướng” bình thường, máy sẽ mất một lúc in ở góc thì các đường mới hiện rõ để bắt đầu chỉnh. Khi xoay part 45 độ, infill sẽ song song với cạnh ngắn nên bạn thấy kết quả gần như ngay lập tức. Một cách khác là set infill angle về 0 độ trong slicer, nhưng cách này chỉ nhanh và dễ hơn chút xíu; còn cách xoay part này thì mình sẽ luôn chọn.
Cách tự làm một mẫu của riêng bạn
Đây là cách mình hay làm, trừ khi mình đã có sẵn model ổn lưu trên Octoprint.
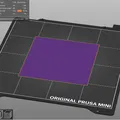
- Mở PrusaSlicer với print bed trống.
- Ở khung trắng bên phải cửa sổ, bấm chuột phải, bạn sẽ thấy “Add shape…”
- Chọn “Box” và bạn sẽ có một khối hộp trên print bed, thường là 18x18x18mm
- Bấm icon cái khóa cạnh “Scale factors” để nó chuyển sang màu cam và hiện trạng thái đã mở khóa
- Nhập kích thước X/Y/Z bạn muốn, trong đó Z là 0.2mm
- Đặt vị trí hình chữ nhật trên print bed theo ý bạn
- Slice và gửi qua máy in!
Giấy phép

File mô hình









Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!