First layer chuẩn: Ender 3 v2/S1/S1 Pro – ô 3x3 cân bed UBL (mriscoc)

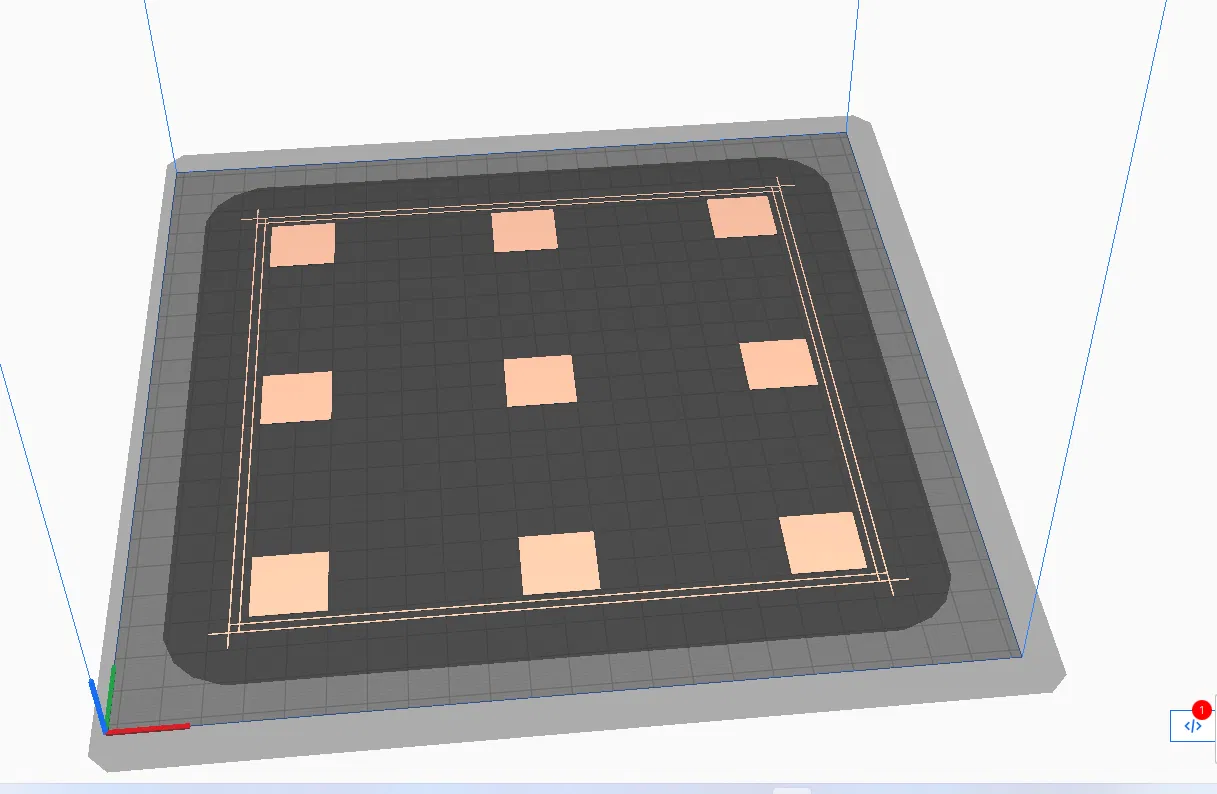
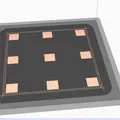
Bộ STL ô calibration 3x3 khớp đúng các điểm probe trên mesh UBL (mriscoc/Marlin), giúp chỉnh tay từng điểm để đạt first layer đều toàn bed cho Ender 3 v2, Ender 3 S1 và S1 Pro (CR Touch).




Mô tả
Đừng quên bấm like nếu cái này giúp được bạn nhé :)
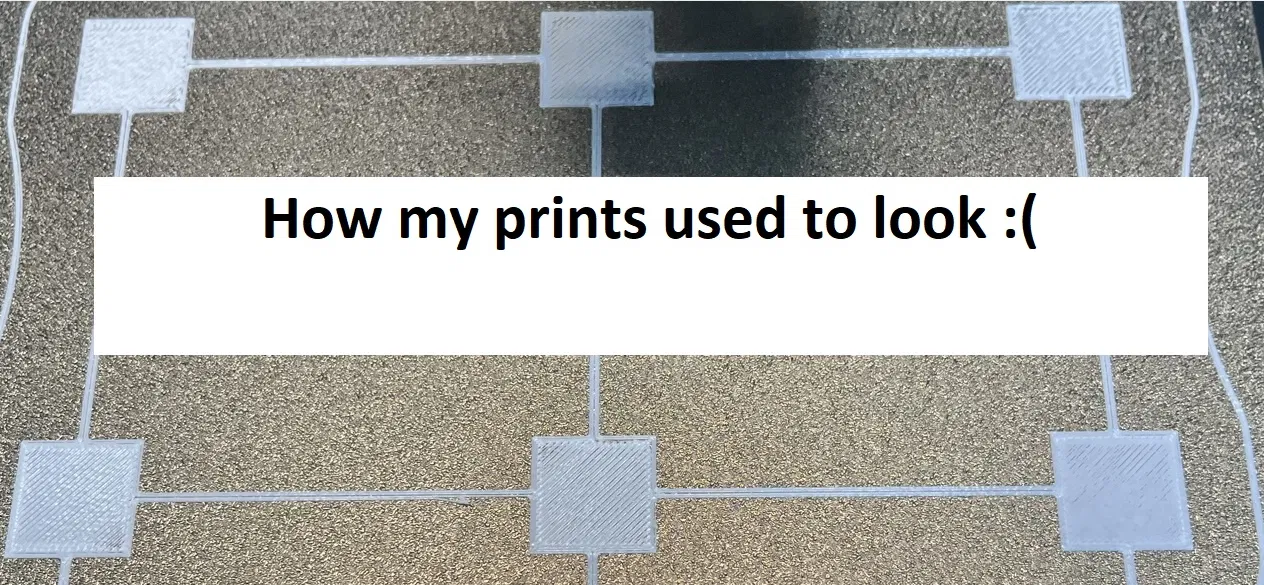
Mình loay hoay với việc in “calibration square” cho chuẩn từ lúc mua Ender3S1 tới giờ. Ừ thì mình vẫn in được nhiều món ổn, nhưng đa phần là đồ nhỏ và nằm gần giữa bàn. Hễ in đồ lớn hơn là bắt đầu bị vấn đề bám lớp (layer adhesion) và đủ thứ rắc rối. Giờ thì hết rồi—cuối cùng cũng xử được, nên mình chia sẻ trải nghiệm này với hy vọng giúp được thêm vài bạn.
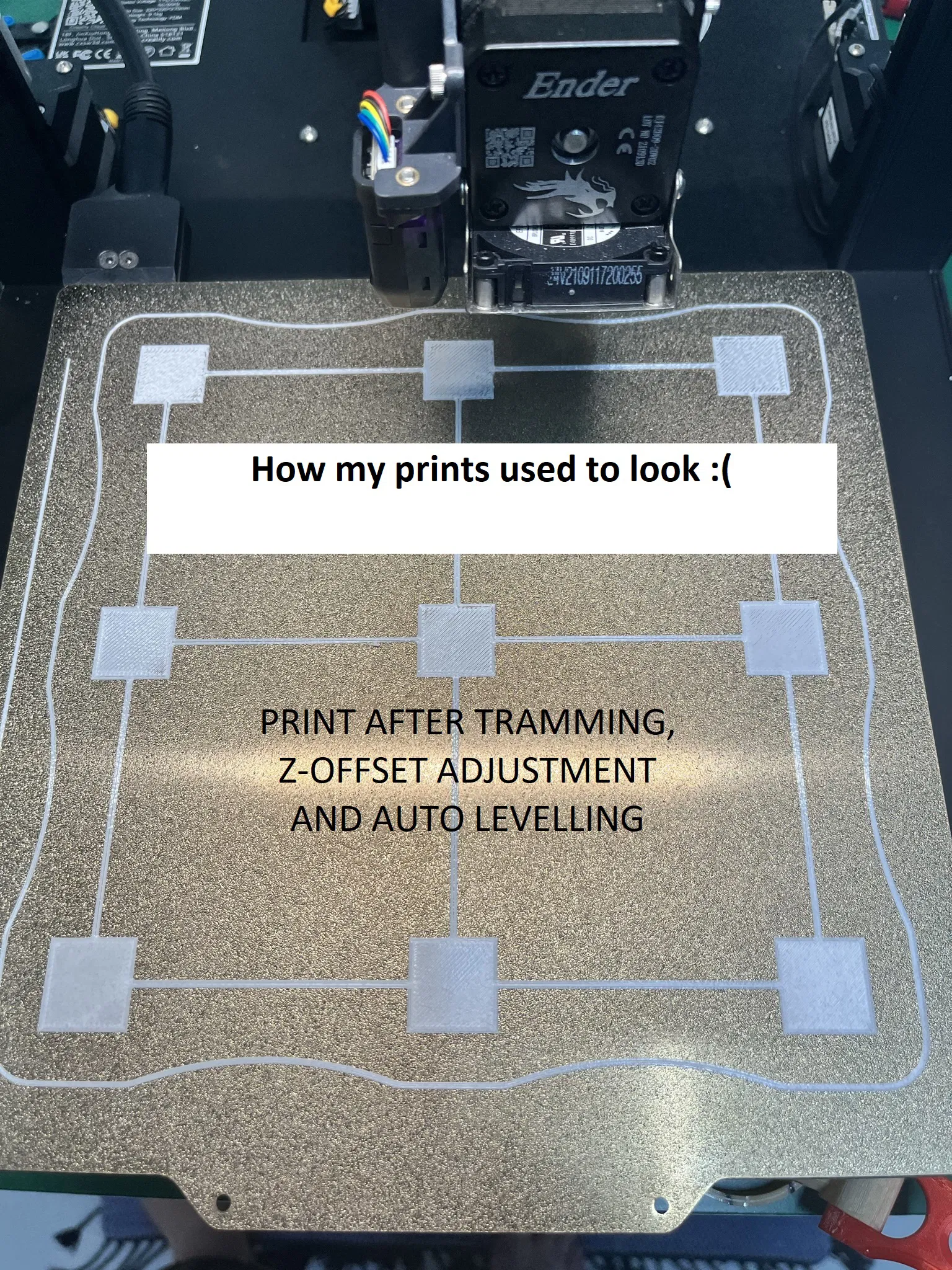
Nhiều người gặp khó ở first layer, và có vẻ Ender 3 S1 với CR Touch càng hay dính. Bạn làm đúng hết nhưng first layer vẫn không đều trên toàn bộ bed. Một cách xử lý là dùng tính năng UBL của Marlin: chạy auto bed leveling như bình thường, rồi chỉnh tay từng điểm trên mesh để nâng/hạ cho tới khi in ra đẹp. Vấn đề là các calibration squares hay không trùng vị trí với các điểm probe, nên rất khó chỉnh—in lại—xem kết quả—chỉnh tiếp cho tới khi đạt. File STL này được set up để mô phỏng đúng các điểm probe của mesh 3x3 ở giữa bàn, giả sử mọi thứ đang để default.
Hướng dẫn:
- Cài bản UBL mới nhất của mriscoc professional firmware tại đây https://github.com/mriscoc/Ender3V2S1/releases/tag/20220419
- Tạo mesh và set z-offset bằng baking paper (giấy nướng). Baking paper không hút ẩm và thường dày khoảng .05mm, mình thấy ổn định hơn giấy thường.
- In các squares đính kèm.
- Nhìn kết quả in ở bước 3 và ghi chú chỗ nào quá cao/quá thấp—vẽ một cái lưới ra giấy và ước lượng cần chỉnh: +.01mm, -.02mm, v.v. Nếu chưa rõ thì cứ chỉnh theo bước .01mm giữa các lần in; làm vài lần là bạn sẽ quen mắt với dấu hiệu của bản in và mức chỉnh cần thiết.
- Cần kiểm tra square ở giữa bản in có đúng là “giữa” theo vị trí probe hay không. Bạn có thể Auto Home để kiểm tra. Nếu lệch và sai quá 5mm thì chỉnh vị trí mẫu in trong Cura để bù lỗi này.
- Trên máy in: Advanced settings → Mesh Leveling → Mesh Insert → Center Area. Nếu dùng default thì kiểu gì cũng cỡ khoảng X & Y min 40 và max 190.
- Vào Advanced settings → Mesh Leveling → View Mesh để xem mesh hiện tại. So sánh với các ước lượng chỉnh ở bước 4 như một bước kiểm tra lại. Mình hay ghi lại giá trị hiện tại hoặc chụp hình để dễ sửa nếu lỡ chỉnh sai và biết mình đang sửa điểm nào. Lưu ý: mesh hiển thị làm tròn 2 chữ số thập phân, nhưng khi edit bạn sẽ có 3 chữ số. Ví dụ .056 khi edit sẽ hiện thành .06 trong mesh viewer.
- Vào Advanced settings → Mesh Leveling → Edit Mesh. Chọn index X và Y theo lưới, máy sẽ hiện z-offset hiện tại của mesh tại index đó. Chỉnh tay giá trị đó về mức bạn nghĩ cần thiết rồi save. Lặp lại cho mọi điểm bạn muốn chỉnh. Mình chỉnh theo bước .01, hoặc .05 nếu bản in bị quá cao hoặc quá thấp.
- Advanced settings → Mesh Leveling → Save Mesh. Lưu mesh (bạn cũng có thể đổi memory slot rồi lưu để để mesh vào slot khác).
- Lặp lại bước 3, 4, 7, 8, 9 cho tới khi bản in ra hoàn hảo.
Start gcode:
Start gcode của bạn cần có dòng này
G28; homing
M420 S1 L0 Z3 ; dùng mesh ở slot 0 (L0), đổi nếu bạn lưu mesh ở slot khác. Mesh chỉ áp dụng cho 3mm đầu (Z3)
Đồng thời, xóa các đoạn gcode tạo mesh trước mỗi lần in (như G29) hoặc tự động chỉnh mesh trước mỗi lần in. Mình set mesh xong là để yên, chỉ khi thấy chỗ nào in không ổn thì mới sửa đúng điểm đó. Khi đã ổn với 3x3 rồi, bạn có thể chuyển qua 5x5 hoặc hơn và dùng các memory slot khác cho từng kiểu. Mesh chỉ thật sự cần update khi bề mặt thay đổi, bàn in bị đụng/đẩy lệch không còn đúng vị trí, hoặc vị trí cụm extruder thay đổi so với lần cân trước, v.v.
Nếu bạn không thể in chuẩn bằng cách này thì có thể đang có vấn đề cơ khí ở gantry/đầu in, khiến nó không quay lại đúng y một vị trí khi nhận cùng một tọa độ. Bánh xe không tròn, bàn hoặc đầu in bị lỏng… cũng có thể gây vậy. Hoặc CR Touch bị lỗi nặng khiến homing trục Z không chuẩn.
Ghi chú: Khi edit mesh thủ công, nhớ để ý index X & Y—trên mesh 3x3 thì đếm từ 0–2. Đảm bảo bạn đang chỉnh đúng điểm, không là có thể làm nozzle cắm xuống bed. Nếu không chắc, bạn có thể nâng một điểm cụ thể lên 2mm, in squares; khi nó in “trên không” ở chỗ đó là bạn sẽ biết tọa độ nào ứng với điểm nào. Dù sao thì ghi lại lưới trong View Mesh là cũng suy ra được.
Bảng tra index khi edit mesh cho 3x3:
Back Left X=0 Y=2
Back Middle X=1 Y=2
Back Right X=2 Y=2
Middle Left X=0 Y=1
Middle Middle X=1 Y=1
Middle Right X=2 Y=1
Front Left X=0 Y=0
Front Middle X=1 Y=0
Front Right X=2 Y=0
Nếu bạn có Octoprint hoặc terminal để gửi lệnh tới máy in, bạn cũng có thể dùng
G42 I0 J0 để đưa đầu in tới mesh index front left (ví dụ). Hoặc G42 I1 J1 (middle middle), v.v. Cái này tiện nếu bạn muốn canh bản in khớp mesh ở bước 5. Bạn có thể di chuyển đầu in, xem nó lệch bao xa so với tâm của bản in, rồi chỉnh vị trí mẫu trong Cura để canh giữa hơn. (Tùy chọn, thường không cần)
Giải thích FILES:
- PDF có cùng hướng dẫn như ở đây
- 3x3 Original - Lưới square khớp với probe settings mình dùng
- 3x3 New - Có thêm đường nối .4mm để gỡ ra dễ (mình dùng bản này giờ)
- STL một square ở góc
- STL một square ở cạnh giữa
STL số 4 & 5 bạn có thể center rồi rotate trong Cura để tạo các gcode riêng, phủ hết 8 ô ngoài trừ ô chính giữa. Cách này giúp bạn tạo gcode cho toàn bộ các ô ngoài để test chỉ 1 ô, khỏi phải in cả lưới 3x3 mỗi lần. Mỗi lần test chỉ mất 1–2 phút để kiểm tra các chỉnh UBL của bạn.
Giấy phép

File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!