Còi Compact Dual-Chamber Whistle V2.1

Bản Compact Dual-Chamber Whistle V2.1 được tối ưu để in nhanh hơn và tốn ít filament hơn: rút ngắn thân, dời lỗ keyring, giảm wall width để in ổn định 2 walls, và lược bỏ phần không cần thiết.




Mô tả
General
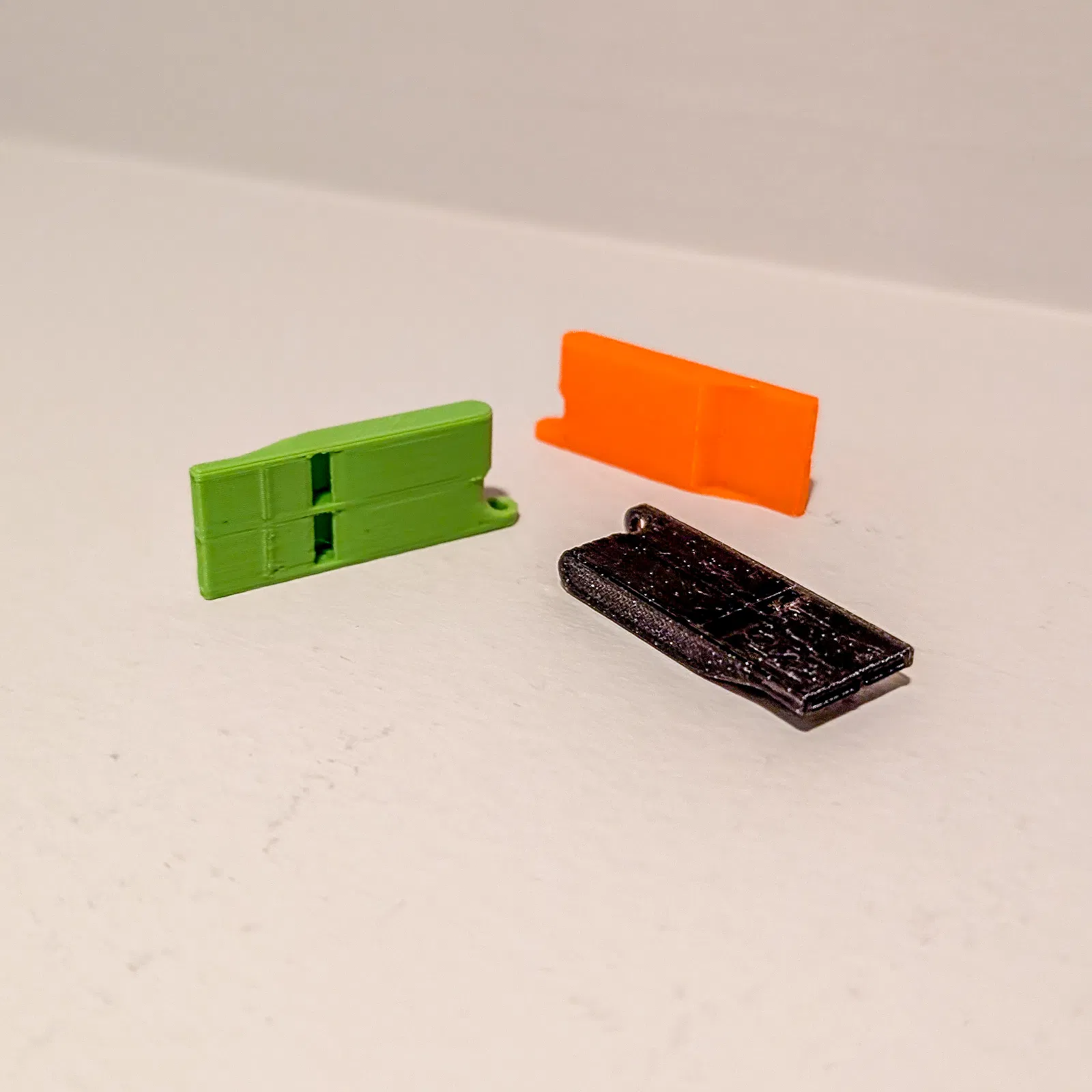
Một biến thể còi nữa. Mình quyết định quay lại tìm cách làm bản V2 in nhanh hơn và xài ít filament hơn, thay vì thay đổi thiết kế quá nhiều. Kết quả là ra cái còi dùng ít filament hơn V3, và tốc độ in thì ngang (Bambu, Snapmaker) hoặc nhanh hơn (Voron, RatRig, v.v.) so với V3.
Cảm ơn rất nhiều CadeRoux_3207747 vì đã góp ý cho tất cả các mẫu còi, và gợi ý “trim” gọn lại bản V2, từ đó mới ra mẫu này.
Updates
-
Jan 20, 2026: upload V7
-
Gia cường phần keyring bằng cách thêm gussets
- Cắt bớt được 10s
-
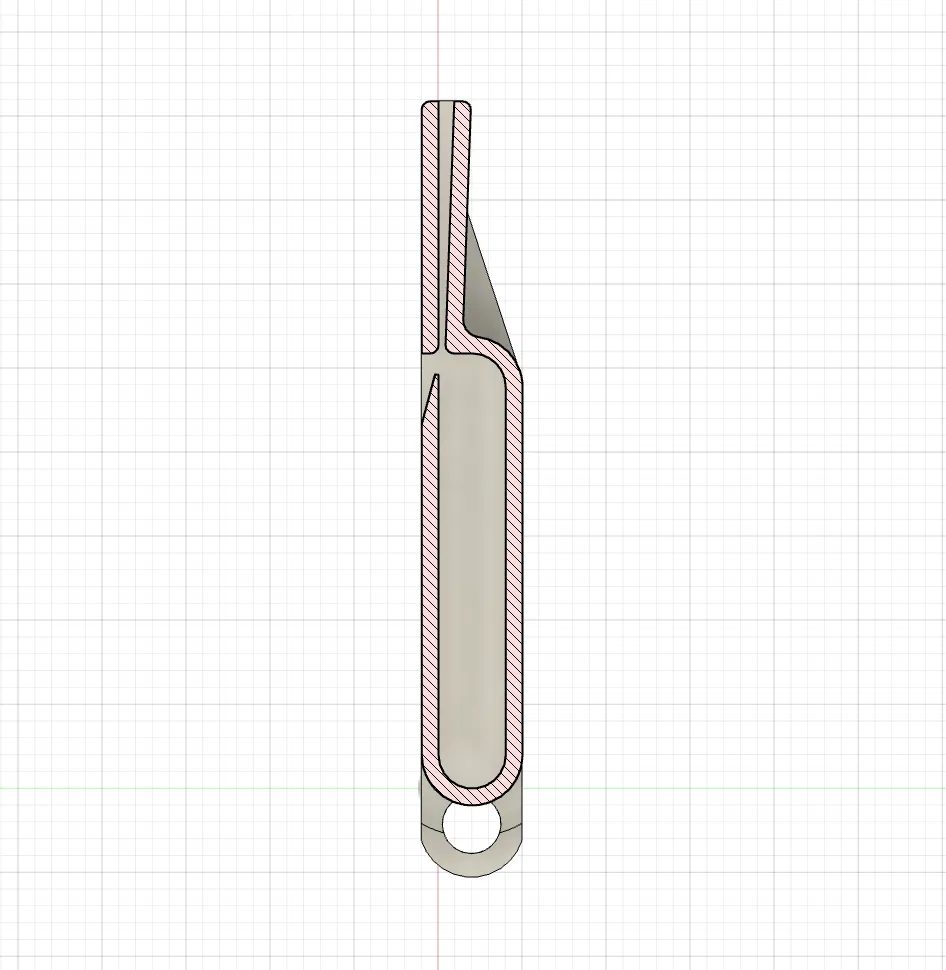
bỏ fillet ở góc dưới đoạn airway-to-chamber
- Giảm thời gian in 5–10s
-
What Changed
-
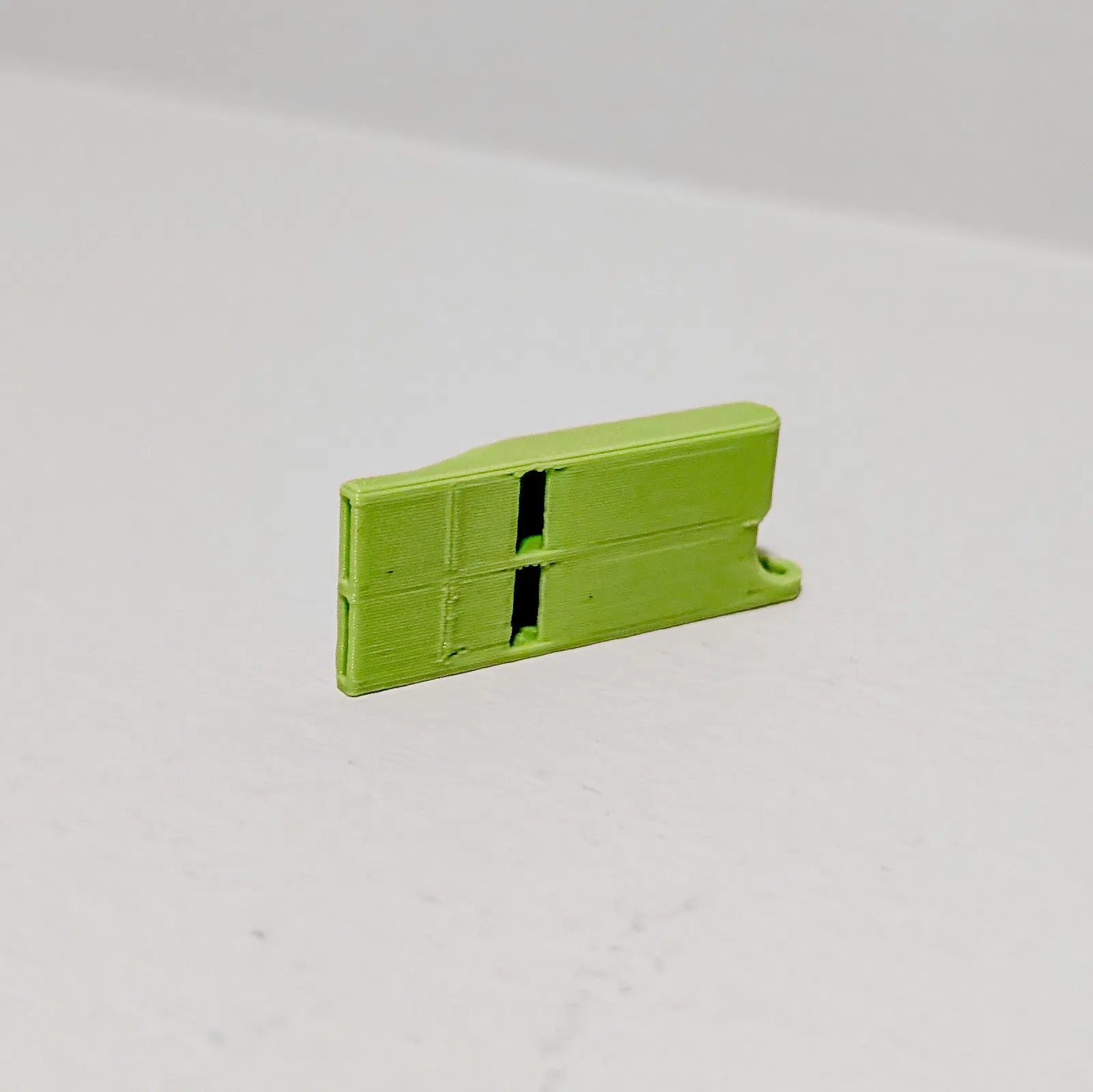
Rút ngắn chiều dài còi
-
Dời vị trí lỗ keyring
-
Giảm bề dày vách (wall width) ở mọi chỗ và tối ưu để model luôn in ổn định với 2 walls (0.4mm–0.5mm wall width)
-
Cắt bỏ các phần không cần thiết: phần không thuộc khoang còi (whistle chambers) hoặc không có vai trò kết cấu
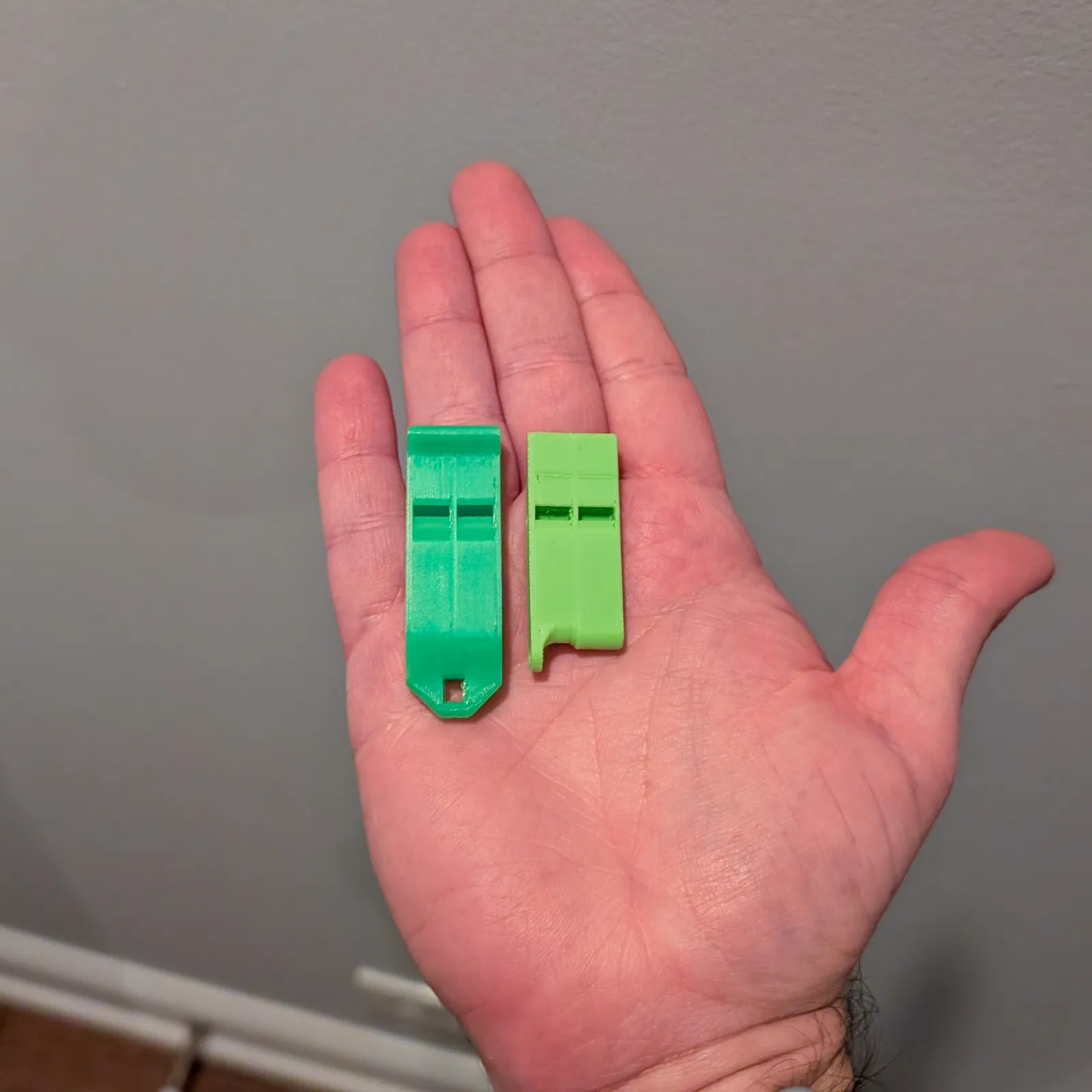
The original V2 có thể hợp gu bạn hơn — nó hơi to hơn và cầm ergonomic hơn. Hoặc có thể bạn thích . Cứ thử xem cái nào hợp nhất với bạn và máy in của bạn.
Printing
How many can fit on a bed?
-
Bed 300mm: 200
-
Bed 256mm (Bambu X1): 150
-
Bed 270mm (Snapmaker U1): 180
My observed printing times
-
Voron 2.4
-
Plate 1 cái: 2:42 phút
- Filament: 2.20g
-
Plate 100 cái (V7): 4h 35
-
-
Snapmaker U1
-
Plate 1 cái: 5:55 phút
- Filament: 2.35g
-
Plate 100 cái (V6): 7h 3m
-
Plate 100 cái (V7): 6h 50m (mình chưa “đẩy” con máy này nhiều, chắc còn nhanh hơn được)
-
-
Bambu X1-C (Mako hotend)
-
Plate 1 cái: 5:44 phút
- Filament: 2.05g
-
Plate 100 cái (V6): 6h 11m
-
Plate 100 cái (V7): 5h 34m (max jerk thấp hơn, nên chỉ cần in walls cũng làm nó nhanh lên)
-
Other Tips
-
Bạn cần tune pressure advance và flow cho chuẩn.
-
Nếu in vật liệu có co rút (ABS, ASA, v.v.) thì nhớ kiểm tra đúng mục “Shrinkage (XY)” trong phần filament. Mình từng bị vụ này khi thử một hãng filament mới mà không để ý nó đang set 100%.
- Mình thấy 99.6%–99.8% là ổn cho nhiều hãng ASA/ABS khác nhau.
Print Settings
-
Layer height: 0.24mm – 0.4mm
-
Wall Width: 0.4mm – 0.5mm
-
Walls: 3
-
Infll: 0% – 30%
-
Bridges
- Nhớ kiểm tra hướng bridge cho đúng, có thể bạn cần chỉnh “external bridge infill direction” trong OrcaSlicer
Chúc bạn in vui và luôn an toàn!
Thích những gì mình làm và muốn ủng hộ mình? Buy me a coffee!
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!