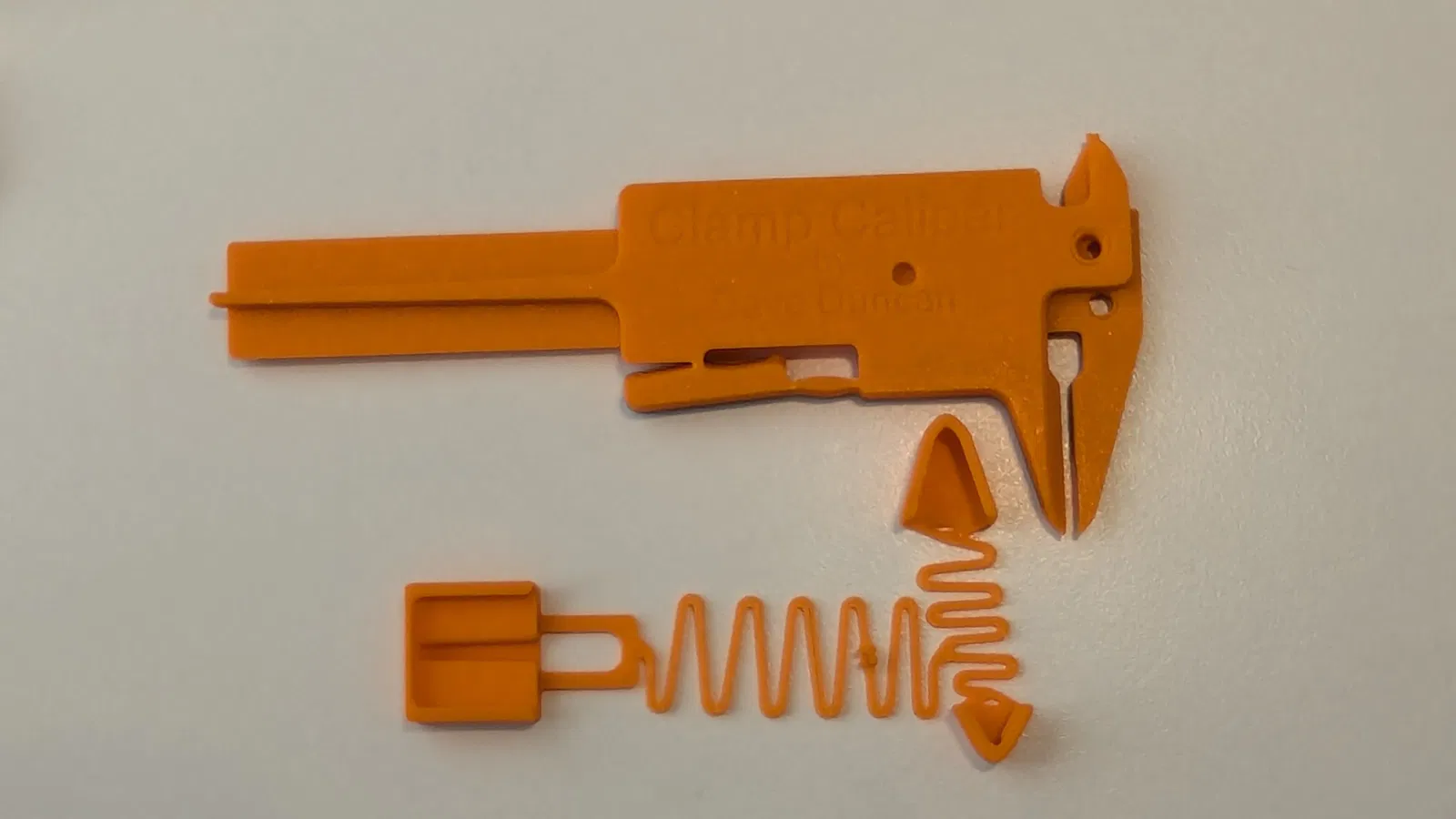
Thước cặp kẹp (Clamp Caliper) bỏ túi in 3D có clamp

Thước cặp bỏ túi in 3D đo tới 80mm (bước 0.1mm) hoặc 3in (bước 0.0025in). Có ngàm đo trong/ngoài, đo sâu, vạch tới sát mép, clamp giữ vị trí, lỗ móc khóa và nắp che bảo vệ đầu nhọn.











Mô tả
Clamp Caliper (thước cặp bỏ túi in 3D có kẹp)
Tính năng:
- Đo tối đa 80mm với bước 0.1mm (0.004 in.) hoặc tối đa 3 inch với bước 0.0025 in.—tùy thuộc (dĩ nhiên) vào độ chính xác/độ lặp của máy in và độ co rút vật liệu sau khi in. (Xem phần dưới để biết cách chỉnh độ chính xác nếu bản in đầu tiên không đúng tỉ lệ.)
- Đo kích thước ngoài bằng ngàm ngoài (góc dưới-trái)
- Đo kích thước trong bằng ngàm trong (góc trên-trái)
- Đo độ sâu dọc theo một mép bằng phần đầu bên trái của thước và con trượt
- Đo độ sâu lỗ bằng que đo sâu (depth probe) trên con trượt và đầu bên phải của thước
- Nhỏ gọn đủ để bỏ túi, nên cũng tạm gọi là “hơi hơi” hữu dụng khi treo móc khóa.
- Có 2 lỗ cỡ móc khóa (3mm) cho ai không ngại treo món này trên key chain. (Lỗ trên xuyên qua cả thước và con trượt, nên cả hai sẽ dính vào key chain, và khi dùng thì phải tháo ra. Lỗ dưới chỉ xuyên qua thước, nên khi treo qua lỗ này thì vẫn đo được đa số trường hợp mà không cần tháo khỏi key chain. Có rủi ro nhỏ là làm rơi/mất con trượt nếu dùng lỗ này, nhưng nếu đang kẹp cố định thì rủi ro sẽ giảm. Và nếu lỡ mất thì cứ in lại một con trượt khác là xong.)
- Có vạch đo tới tận cuối thước, cho phép giữ độ chia 0.1mm/0.005in chính xác suốt toàn dải 80mm/3in.
- Có kẹp (clamp) tích hợp để giữ nguyên vị trí đo cho dễ đọc.
- Có nắp che in được, phòng khi bạn không thích mấy đầu nhọn chọt vô chân lúc bỏ túi, hoặc đơn giản là muốn bảo vệ đầu ngàm và que đo sâu. Nắp có một chốt giữ nhỏ cắm vào mặt sau con trượt để nắp “dính hờ” và có thể gạt qua một bên khi đo, nhưng cũng có thể tháo rời hoàn toàn rồi gắn lại sau.
Clamping (kẹp giữ):
Một cơ cấu đàn hồi (compliant mechanism) sẽ kẹp con trượt tại chỗ trong lúc bạn chuyển từ vị trí đang đo sang vị trí dễ nhìn để đọc số, giúp đảm bảo bạn đọc đúng cái mình vừa đo. Bóp con trượt để kẹp nó ép vào thước. Nhấn góc dưới-phải của con trượt để nhả kẹp. (Xem video để thấy demo.) Lần đầu bạn vận hành kẹp sẽ khó nhất. Thậm chí có thể dùng kềm để “kích” nó lần đầu. Sau khi đã kích một lần, thao tác kẹp/nhả sẽ nhẹ hơn nhiều.
Readability (dễ đọc vạch):
Bạn có thể in Clamp Caliper bằng máy in 1 màu. Để vạch dễ nhìn hơn, có thể pause khi in rồi đổi sang màu tương phản ở phần nền của vạch (ngay dưới top layer), sau đó đổi lại màu cũ cho top layer—giống cái thước trắng vạch đen trong ảnh. Hoặc đơn giản là in top layer bằng màu tương phản—như xanh trên cam, hoặc đen trên trắng trong ảnh. Nếu bạn có CMS hay hệ thống đổi vật liệu khác, in một lớp tương phản sẽ khá dễ.
Accuracy (độ chính xác):
Để bù co rút khi vật liệu nguội lại, hãy in con trượt trước rồi đo nó bằng thước/thước cặp đáng tin. Hoặc ngay trong slicer, bạn có thể chỉnh scale theo trục x để bù sai lệch rồi in lại. Ví dụ, nếu bản test đo được 79.2mm giữa vạch 0mm và 80mm, thì bản in thật cần dài hơn một chút. Khi đó đặt x-scale trong slicer = 80/79.2 = 1.01 hay 101%.
Functionality (độ khớp khi trượt):
Nếu con trượt quá chặt hoặc quá lỏng, có thể scale theo trục y (theo hướng đặt mặc định) để chỉnh. Hoặc scale nhỏ thước theo trục y.
Pressure Ball:
Phần kẹp trên con trượt có kèm một object riêng gọi là “pressure ball” để chỉnh lực kẹp của cơ cấu. Nếu kẹp quá chặt hoặc quá lỏng, bạn có thể chỉnh vị trí pressure ball. Bật chế độ xem “objects” trong slicer sẽ giúp thấy và chọn pressure ball dễ hơn. Dời nó 0.1mm theo trục y sẽ tăng lực kẹp, còn dời theo hướng y âm sẽ giảm lực. Một số slicer khi import con trượt sẽ thấy pressure ball nhỏ xíu và nghĩ là sai tỉ lệ. Nếu nó hỏi có muốn chỉnh hay đổi đơn vị không, hãy chọn “no”, nếu không bạn sẽ được một “quả bóng” khổng lồ đi kèm con trượt.
Settings (thiết lập in):
Mình in với các thiết lập sau:
Nozzle 0.2mm
Layer 0.1mm
Line width 0.25mm
Nozzle o.4mm
Layer 0.2mm
Line Width 0.4mm
Wall Generator: Classic (mình thường dùng Arachne wall generator, nhưng nó không xử lý tốt các vạch tick nhỏ trên thước và con trượt.)
Để bù co rút filament, mình thấy tốt nhất là chỉnh ngay trong filament settings.
PLA Shrinkage (XY): 99.8%
PETG Shrinkage (XY): 99.7%
Cứ kiểm tra sau lần in đầu. Mỗi loại vật liệu, hãng, thậm chí từng batch có thể co rút khác nhau.
Cách đọc thước cặp:
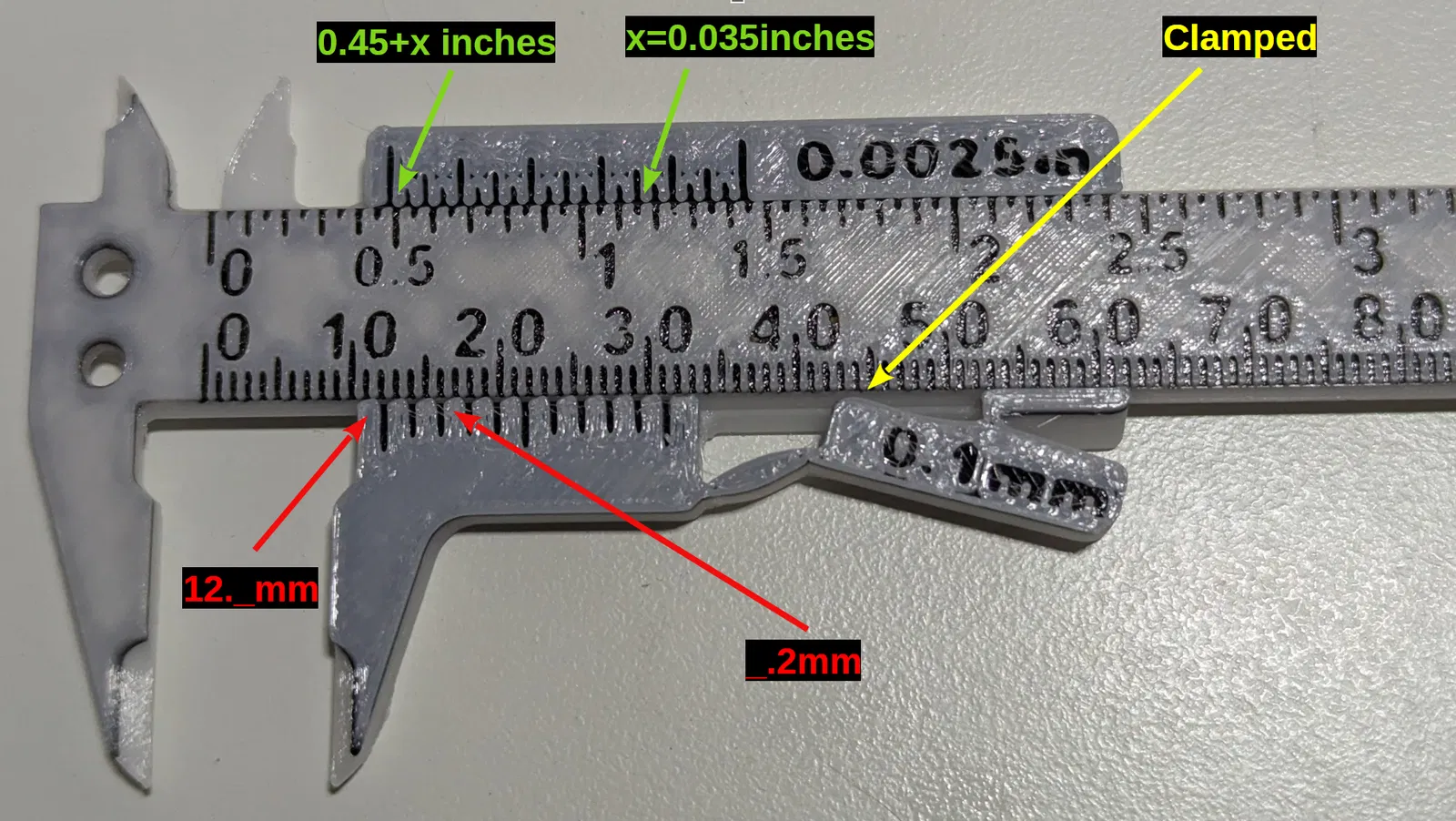
Đọc milimet thì đơn giản. Nhìn ảnh đầu tiên, cái thước trắng vạch đen với mũi tên/nhãn màu đỏ, xanh lá và vàng. Mũi tên vàng chỉ vị trí kẹp đang kẹp. Giờ đọc theo mm. Thang dưới là mm. Vạch đầu tiên trên con trượt nằm hơi qua mốc 12mm, nên biết chắc lớn hơn 12mm nhưng nhỏ hơn 13mm. Tạm ghi 12._mm. Để tìm phần sau dấu thập phân, xem vạch nào trên con trượt thẳng hàng nhất với vạch gần nhất trên thước. Vạch đầu là 0/10 thì không khớp. Vạch thứ hai là 1/10, gần nhưng chưa đúng. Vạch kế là 2/10 và khớp khá chuẩn. Vạch sau đó là 3/10 nhưng lệch gần bằng vạch 1/10, chỉ là lệch qua phía còn lại. Vậy vạch 2/10 thẳng hàng nhất, nên cộng 0.2mm vào 12mm ban đầu để được 12.2mm.
Với inches (đánh dấu ở mặt trên của thước) thì hơi rắc rối hơn, vì thước có vạch mỗi 0.1 inch, và giữa các vạch đó có tick nhỏ mỗi 1/20 inch. Nên bạn có thể đọc trực tiếp trên thước tới gần nhất 0.05 inch. Con trượt cũng có nhiều vạch hơn ở mặt inch so với mặt mm. Vạch lớn nhất biểu thị 5 khoảng chia, mỗi khoảng là 0.01 inch. Mỗi khoảng 0.01 đó lại chia làm 4 phần 0.0025, với vạch giữa biểu thị 0.005 thì dài hơn một chút so với vạch 0.0025 và 0.0075.
Để ra cùng phép đo 12.2mm ở đơn vị inch: thấy vạch đầu trên mặt trên của con trượt nằm hơi trước mốc 0.5 inch nhưng qua mốc 0.45 inch. Vậy tối thiểu là 0.45 inch và thêm “một chút”. Dùng thang trên con trượt để xác định chính xác “một chút” đó. Tìm vạch nào trên con trượt thẳng hàng nhất với vạch gần nhất trên thước, ta phải nhìn khá xa về bên phải. Đi qua mốc 0.01, 0.02, thậm chí 0.03. Ở mốc 0.0325 thì gần, nhưng mốc 0.035 còn gần hơn. Mốc 0.0375 thì lại xa hơn và lệch qua phía bên kia, nên vạch thẳng hàng nhất là 0.035 inch. Cộng 0.035 vào 0.45 đọc trực tiếp trên thước: 0.45 + 0.035 = 0.485 (inch).
Về lý thuyết đó là cùng một kích thước, chỉ khác đơn vị so với 12.2mm ở thang còn lại. Giờ thử xem hai mặt có khớp nhau không khi tính đến sai số in FDM và co rút vật liệu. Theo định nghĩa, 1 inch = đúng 25.4mm.
0.485in x 25.4mm/in = 12.319mm
Ngược lại,
12.2mm x 1in/25.4mm = 0.48031 inches.
Vậy hai phép đo lệch nhau hơi hơn một vạch nhỏ nhất ở mỗi bên của thang Vernier trên con trượt. Kích thước thật có lẽ nằm giữa 12.2mm và 0.485 inches, tức là ta đang đo trong khoảng +/- 0.1mm hay 0.0025in. Vậy cũng ổn với một cái thước cặp tự in.
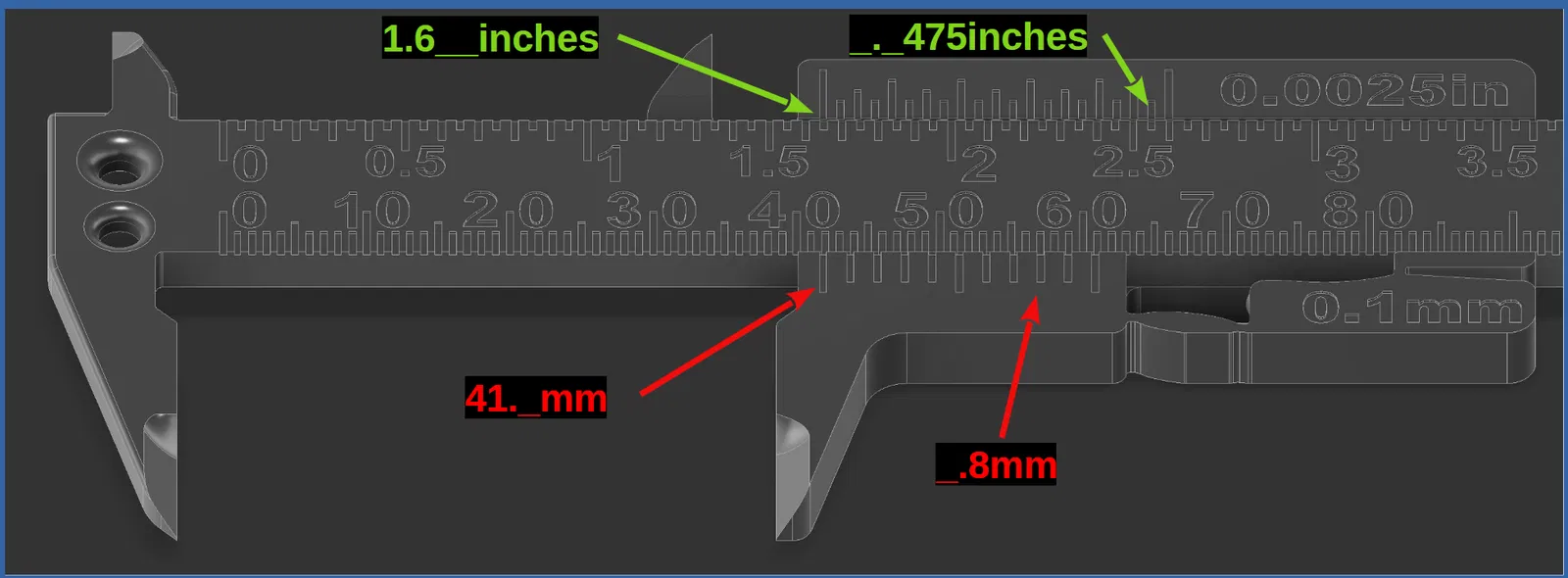
Làm lại bài tập với bản render được highlight và chụp màn hình trực tiếp trong Fusion360. Với mm: ta qua 41mm, gần tới 42mm nhưng chưa tới. Trên thang Vernier của con trượt, vạch 0.8mm thẳng hàng nhất, nên tổng là 41.8mm. Với inches cho cùng phép đo: ta qua 1.6 inches, nhưng chưa tới 1.65 inches. Nhìn thang Vernier inches trên con trượt, vạch kế cuối cùng thẳng hàng, tức 0.0475 inches. Vậy tổng là 1.6in + 0.0475in = 1.6475 inches. Nếu tính với 1 inch = 25.4mm thì...
41.8mm x 1in/25.4mm = 1.6457 inches,
hoặc,
1.6475in x 25.4mm/in = 41.847mm.
Khá sát. Có thể đáng lẽ nên chọn vạch 0.045in trên thang Vernier vì nó cũng nhìn khá khớp. Hoặc có thể nên chọn vạch 0.9mm trên thang Vernier mm. Vạch đó cũng có vẻ gần. Tính cho các lựa chọn đó sẽ là:
1.645in x 25.4mm/in = 42.73mm.
hoặc,
41.9mm x 1in/25.4mm = 1.6496.
Vậy, dù 0.1mm = 0.004in, nhưng lại có vạch mỗi 0.0025in, nên trong đa số trường hợp bạn sẽ không ra đúng y chang trên cả hai thang. Nhưng về lý thuyết vẫn có thể giữ +/- 0.1mm hoặc 0.0025in; và khi tính cả sai số in, có thể là 0.02mm hoặc 0.005in, kể cả khi đã bù co rút đầy đủ.
Tại sao lại in thước cặp?
Thước cặp thì nhiều lắm. Nhưng mình có vài bức xúc với đa số loại ngoài đó nên mới làm cái này. Vấn đề đầu tiên là: là người Mỹ, mình cần cả inches lẫn millimeters. Mình quen nghĩ theo inches. Nhưng mm lại hữu dụng hơn, nhất là cho tỉ lệ 3D printing. Dù mình quen inches, đa số thước cặp inch lại chia theo phân số xuống tới 1/128 inch. Mình không “cảm” nổi 1/128 inch. Mình còn hiểu 1/16 inch, chứ nhỏ hơn nữa thì không quen. Với lại, bạn đã từng thử đọc xem mình đang đo bao nhiêu phần 1/128 inch trên thang vernier của mấy thước đó chưa? Khó quá. Còn với góc nhìn kỹ sư, mình thấy dễ hơn nhiều khi dùng thousandths of an inch, kiểu 10 thousandths (dung sai khá thoáng) hoặc 5 thousandths (dung sai khá chặt). Mà 1/128 inch xấp xỉ 0.008 in hay 8 thousandths—không phải cỡ đo phổ biến. 5 hoặc 10 thousandths thực tế hơn nhiều. Cái thước này giải quyết chuyện đó.
Vấn đề thứ hai mới là cái mình thấy “đau” hơn. Mình có nhiều thước cặp: vài cái kim loại lớn, và nhiều cái nhựa đủ kích cỡ/chất lượng. Thước kim loại có vít hãm để khóa số đo. Mấy thước nhựa rẻ (nhưng tiện) thì không. Thước trượt quá rít thì khó đẩy ngàm đến đúng vị trí để đo chính xác. Thước trượt quá lỏng thì dễ đưa ngàm đến đúng vị trí, nhưng rồi mình hay có cảm giác nó bị trượt trước khi kịp đưa lên để đọc số. Thành ra mình hay phải đo lại coi có bị xê dịch không. Nhiều lúc mình đổi cách cầm, kẹp tay ngang qua cả thước và con trượt để hạn chế trượt khi đưa từ tư thế đo sang tư thế đọc. Nhưng nếu mình có thể dễ dàng trượt ngàm đến đúng vị trí rồi kẹp cái “rụp” một cái, sau đó đưa lên đọc mà yên tâm là nó giữ nguyên vị trí đo thì sao? Đó chính là cái kẹp cơ cấu đàn hồi làm được trên thước này. Đặt ngón cái đúng chỗ, trượt ngàm ôm quanh vật, rồi chỉ cần bóp nhẹ ngón cái là con trượt kẹp chặt vào thước, giữ nguyên trong lúc bạn đọc số.
Mình cũng thấy thước cặp nhựa hay “hên xui” về độ chính xác. Lẽ ra mình nên dùng thước kim loại chất lượng cao, nhưng mình đo ở nhiều nơi thường xuyên. Mình đo ở máy tính khi đang dựng CAD và cần đo chi tiết để lắp với model. Mình đo ở chỗ máy in 3D (ở lầu trên trong phòng thủ công). Mình đo trong garage, trong xe, và khắp nhà khi đang tính chuyện model một món 3D để làm việc gì đó. Nên mình để đầy mấy cái thước nhựa rẻ từ Temu/AliExpress—mà vừa không đồng đều vừa không chính xác. Với mẫu này, mình có thể làm cho nó chính xác tới mức mình muốn, và ổn định tới mức mình muốn.
Giấy phép

File mô hình






Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!