Núm vặn cân bàn dạng bánh răng (M4) - Gear Bed Leveling Knob (M4)

Núm vặn cân bàn dạng bánh răng dùng captive M4 locknut (steel) để thay brass insert bị mòn, tăng độ bám tay và chỉnh mịn hơn. Có bản honeycomb và nhiều cách lắp nut: dán keo, pause thủ công, script Cura, hoặc in 2 phần với Z-Offset.









Mô tả
Mình mới thêm phiên bản có họa tiết honeycomb! Vì Hexagons are Bestagons.
Đây là một món khá dễ hiểu khi đem đi in, nhưng kể sơ chút cho có bối cảnh:
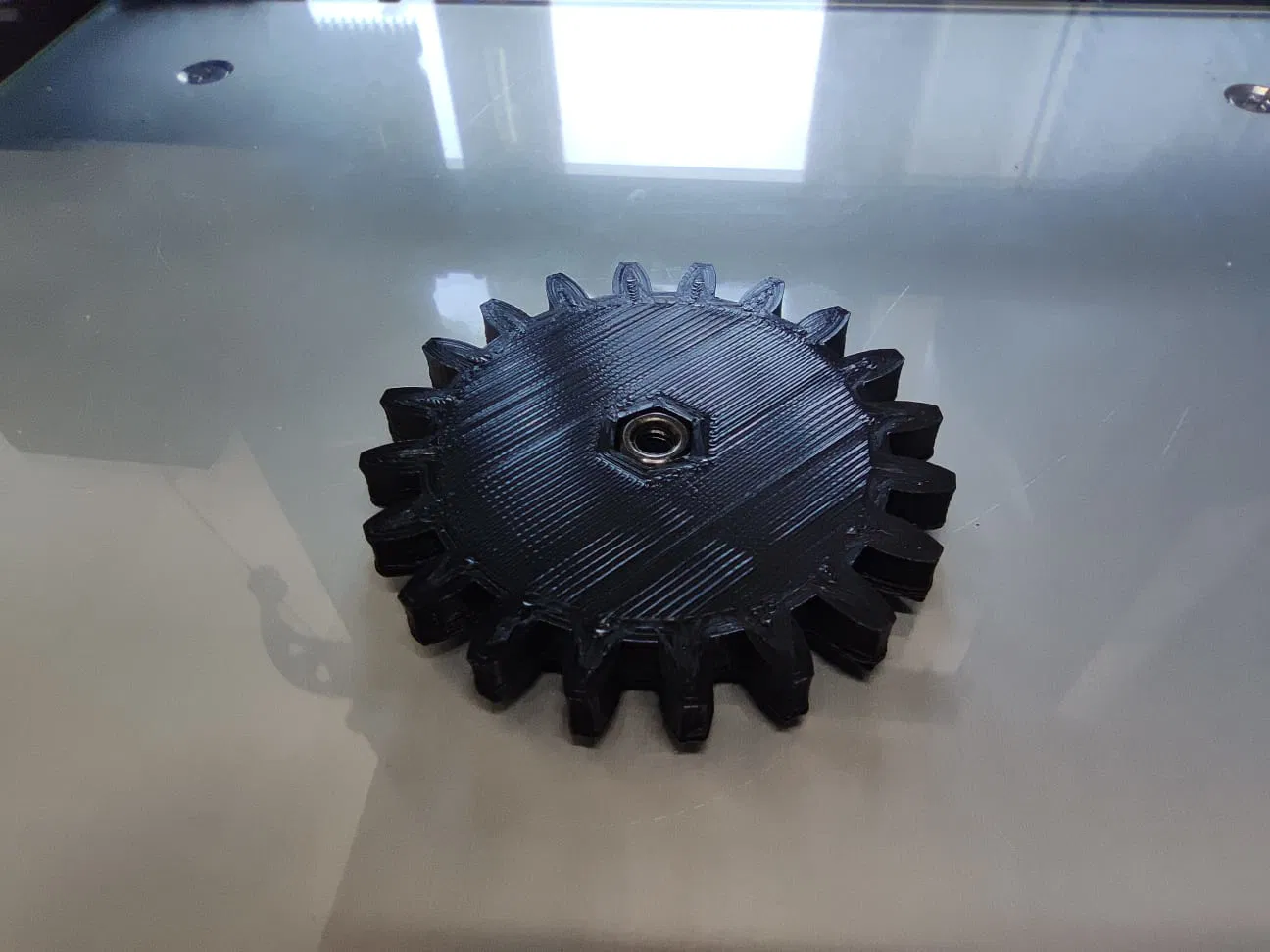
Mấy cái brass insert trên núm bed leveling của con Neptune 2 của mình đang bị mòn, mà mình cũng đang kiếm cớ để thay luôn. Dáng tròn trơn của nó cầm chỉnh tinh thì thấy trơn tay quá.
Thế là mình nảy ra ý tưởng dùng một con captive M4 locknut nằm bên trong một núm dạng bánh răng!
Dùng locknut vì nó bằng steel, ít bị tự lỏng ra theo thời gian.
Còn bánh răng thì không chỉ vì mình mê gear, mà nó còn cho phép chỉnh rất nhỏ với độ bám tay cực tốt!
Bạn cần M4 locknuts cho dự án này.
Mình đã làm kích thước lỗ trong sao cho thả con ốc vào vừa dễ, và đúng đúng phần không gian cần thiết—không dư không thiếu—dù là chiều cao hay bề ngang.
HƯỚNG DẪN:
Có vài cách để in part này và gắn locknut vào:
#1 : Dán keo.
Mình có kèm file tách riêng phần trên và phần dưới của núm, nên bạn có thể in 2 phần riêng rồi dán lại. Cách này ít “kỹ thuật” nhất nên cũng dễ làm nhất.
#2 : Canh máy. (manual pause)
Một cách là khi slice file nguyên khối, bạn tìm đúng layer mà nó chuyển từ rãnh lục giác (hex groove) sang hình tròn, rồi canh thời điểm đó ra máy, tự pause in ( nếu máy bạn hỗ trợ ) và thả con nut vào trước khi bấm resume.
Ban đầu mình làm kiểu này trên Neptune 2 vì cách #3 không chạy được với firmware mặc định.
#3 : Chèn pause-print script tại đúng layer-height
Nói đơn giản, nếu bạn dùng Cura: bấm ‘Extensions’ → ‘Post-processing’ → ‘Modify G-Code’.
Trong đó bấm ‘Add a script’ và chọn ‘Pause at height’ trong menu xổ xuống.
Mình khuyên bạn đổi tham số ‘Pause at’ sang ‘Layer’, vì bạn sẽ nhìn trực quan được chính xác cần pause ở layer nào ngay trong slicer.
Sau đó điền các tham số còn lại và cứ in thôi!
Tới lúc máy pause thì bạn thả con nut vào, rồi bấm resume! Voilà!
Điểm trừ duy nhất là một số máy, trong đó có Neptune 2, sẽ không chịu phản hồi script này trừ khi bạn chỉnh firmware hoặc dùng OctoPrint.
#4 : Z-Offset double-printing.
Với ai muốn tự động hơn mà lại không xài được lệnh pause-print, thì đây là cách mình chốt dùng:
Mình tách gear knob thành 2 phần, rồi slice phần dưới. Sau đó vào ‘Extensions’ → ‘Post-processing’ → ‘Modify G-Code’ → ‘Add a script’ → ‘Search and Replace’.
Rồi thay M140 S0 thành M140 S60, để khi in xong, thay vì tắt heated bed về 0°C, nó giữ bed ở 60°C (đây là nhiệt độ bed cho PLA của mình, bạn đổi theo máy/bằng vật liệu của bạn). Nhờ vậy part vẫn bám chặt trên bed trong lúc mình chuẩn bị lượt in thứ hai.
Với phần thứ hai (phần trên), bạn cần tải addon ‘Z-Offset’ từ marketplace nếu bạn đang dùng Cura. Addon này cho phép bật tham số Z Offset cho máy in, và mình sẽ dùng nó ngay sau đây.
Bạn xác định chiều cao của lượt in đầu tiên (lấy số layer nhân với layer height, và nhớ tính luôn bất kỳ offset nào bạn đang dùng khi bed leveling).
Sau đó chỉnh tham số Z Offset đúng bằng giá trị đó + 1 layer.
Slice (nhớ đảm bảo bạn không chọn bất kỳ build plate adhesion method nào) rồi in phần trên khi phần dưới vẫn đang dính chắc trên buildplate.
Máy sẽ bắt đầu lượt in thứ hai đúng tại vị trí kết thúc của lượt đầu (nếu bạn tính chiều cao chuẩn) và voilà! Con captive nut nằm gọn trong một part in hoàn chỉnh.
Giấy phép

File mô hình






Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!