Bộ sấy filament từ dehydrator: Parametric cho HOMCOM BY1102 (UK-specific)

Bộ riser walls và lid clips để biến HOMCOM 5 Tier Food Dehydrator (BY1102 – UK) thành filament dryer. Có file Fusion/STEP parametric để chỉnh kích thước; khuyến nghị in PETG/PETG HF/PETG-CF, không cần supports.











Mô tả
Tổng quan
Mình làm mẫu này sau khi muốn sấy filament kiểu tiết kiệm mà không tìm được cách để mua Severin OD2940 hay Elite Gourmet EFD319 (hai mẫu được cover rất kỹ bởi mẫu OG của @SJB4127). Mẫu đang khá dễ mua ở UK có vẻ là HOMCOM BY1102.
Lưu ý / Tuyên bố miễn trừ
Dù đây là mẫu nguyên bản của mình, dựng từ đầu và đã làm đi làm lại trong năm 2024, nhưng nó lấy cảm hứng rất nhiều từ tác phẩm gốc của @SJB4127, nên bạn ghé xem mẫu của bạn ấy nha — rất có thể đó mới là thứ bạn muốn/cần:
Một phần credit cũng dành cho @Haprog với mẫu tương tự Filament dryer extension for SilverCrest dehydrator đã gợi ý cơ chế khóa liên kết (interlocking).
Nếu bạn ở UK, không kiếm được model Severin / Elite Gourmet và tình cờ có cái HOMCOM — đọc tiếp nhé!
Mình dùng dự án này như “bãi tập” học Fusion: tập dựng hình, thử nhiều cách tiếp cận và khái niệm mới. Điều đó tốt cho mình, nhưng kéo theo việc model thành phẩm chưa tối ưu; thêm nữa do lặp pattern lục giác nên khá “nặng” ở phần re-apply parameters — bạn lưu ý giúp.
Máy sấy / dehydrator được chọn
“HOMCOM 5 Tier Food Dehydrator” (HOMCOM BY1102) có 2 đặc điểm thiết kế khá khác so với nhiều mẫu phổ biến khác:
-
Mỗi khay có một phần “tường” (wall) bị lệch nhẹ so với mép ngoài, tạo nền để khay tầng trên lồng/đặt vào
-
Nắp có 4 miếng và một phần gờ (lip) “ngược”, giúp nó cắm/đút thẳng vào phần nắp
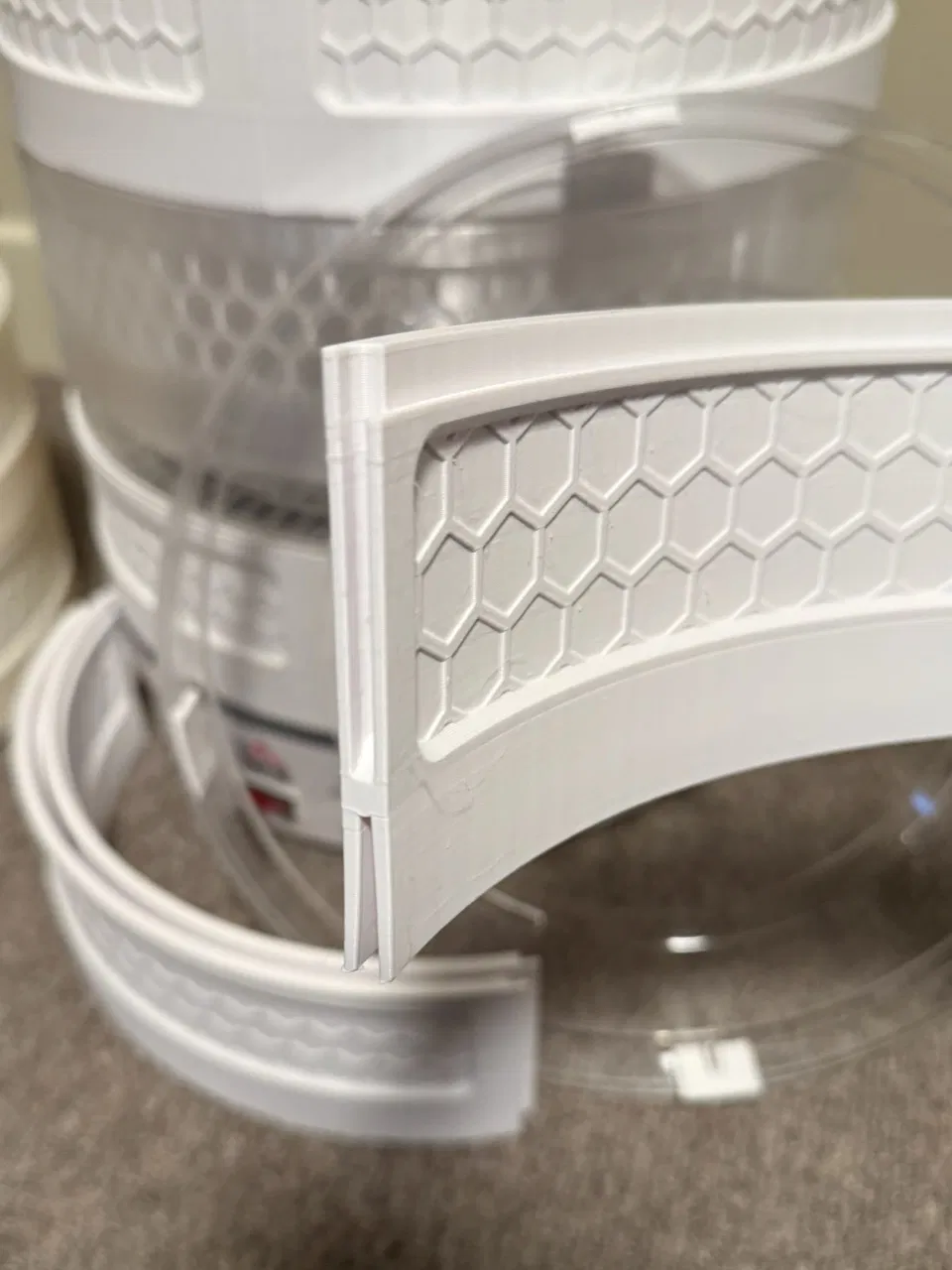
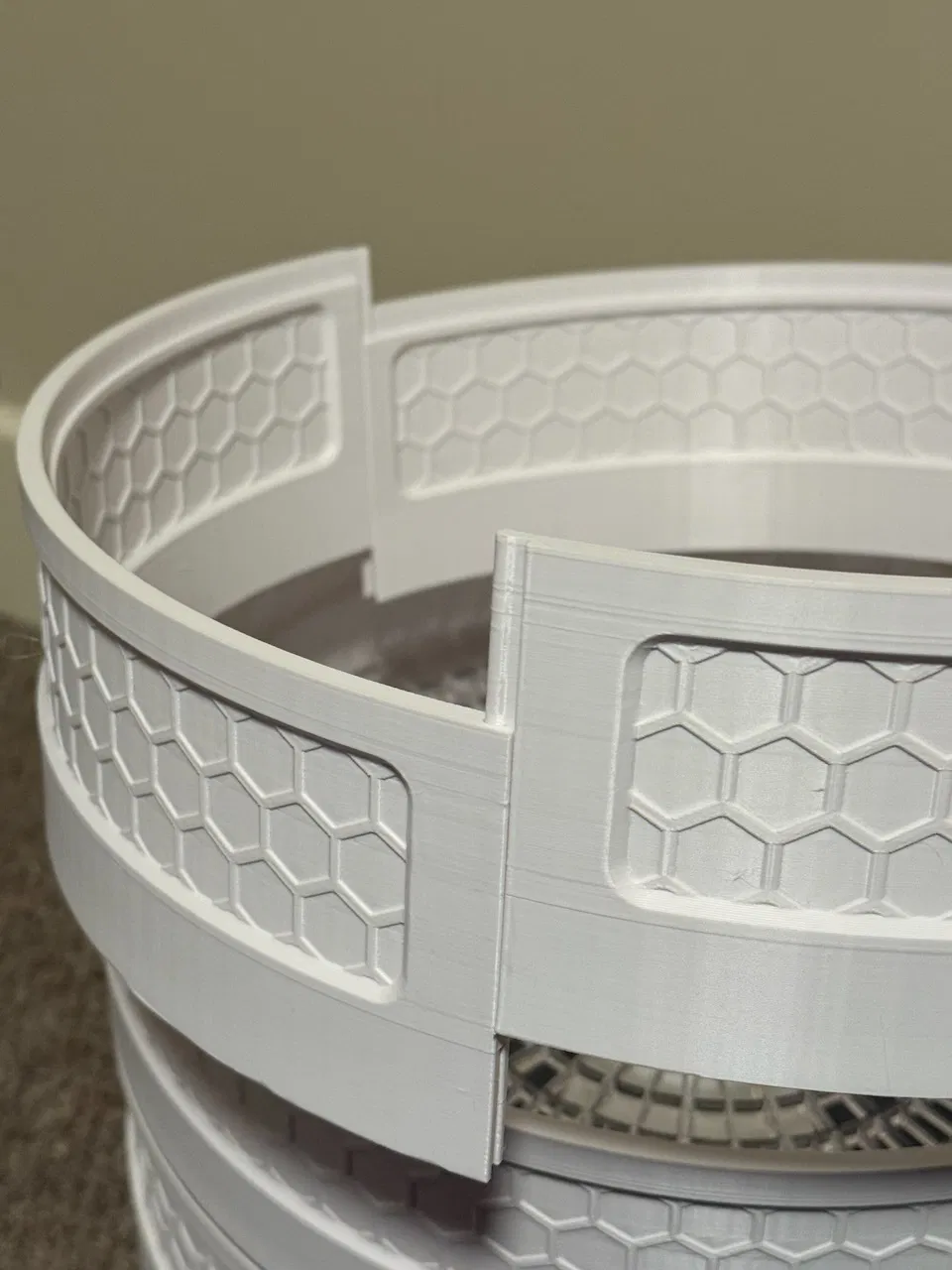
Vì vậy, đa số model có sẵn (kể cả loại parametric) sẽ không fit tốt. Tức là mình cần một thứ custom: gắn chắc lên khay, vẫn giữ được tính năng xếp tầng, và bằng cách nào đó đóng nắp lại được.

Bạn có thể thấy cách nó hoạt động trong 2 hình bên dưới: cả phần interlocking (lấy cảm hứng mạnh từ cách làm mà @SJB4127 trình bày) và cách nó ăn khớp với thiết kế khay riêng của HOMCOM.


Phụ kiện
Hiện model này gồm 1 phụ kiện: Lid Adapter.
Lid Adapter
Miếng insert nhỏ này dùng để nhét vào các khe trên nắp và “khôi phục” tính năng xếp tầng, để nắp có thể đóng lên trên riser hoặc khay — trong trường hợp bạn không dùng hết tất cả các khay để sấy filament.
Mình khuyên in bằng nozzle 0.4mm và bật supports, đặt úp ngược khi in:

Spool Adapter
Ý tưởng là có một insert tròn nhỏ để “chuyển đổi” từ lỗ tròn ở giữa khay sang lỗ tròn bên trong của spool (radial internal cut-out). Hiện tại mình cứ đặt nó lên khay là chạy ổn. Nếu bạn muốn đóng góp thì cứ tự nhiên — với người rành modelling thì thêm phần này chắc dễ thôi!
Hướng dẫn in
File Fusion / STEP đính kèm có nhiều parameters để bạn tinh chỉnh theo trường hợp, sở thích và/hoặc máy in. Mặc định (và đúng như file mình upload) là một mảnh theo cung đường kính 320mm, góc 120°, cao 85mm, với độ dày tường 1.5mm.
Độ dày tường được đặt để hạn chế thất thoát nhiệt qua nhựa quá nhanh, và nói chung mình thấy đây là điểm cân bằng ổn giữa tiết kiệm filament, thời gian in và hiệu năng.
Cấu hình này cũng hay ở chỗ: nếu sắp xếp khéo, bạn có thể nhét 3 mảnh 120° lên bàn in 256x256, nghĩa là chỉ cần một plate (khoảng 300g filament) là ra một tầng sấy. Khá gọn.

Với bàn in nhỏ hơn, ví dụ A1 Mini (180x180mm), bạn nên in mảnh 90°. Mình canh được 2 mảnh mỗi plate, tức là mỗi tầng sẽ cần in 2 plate.

Hướng dẫn quan trọng nhất là giữ brim, không thôi trải nghiệm sẽ khá “cực” với máy bed slinger. Máy CoreXY có thể không cần, nhưng mình không có nên không dám xác nhận từ trải nghiệm thực tế.
Bản in không cần supports và được thiết kế kiểu print-in-place để đạt chất lượng tốt. Phần lắp ráp duy nhất là khóa các mảnh lại với nhau sau khi in xong.
Bước hoàn thiện có thể cần là dùng dao/đồ deburring để gọt brim. Nhưng nói thật, đoạn này làm cũng đã tay, nhất là trên những đường cong dài.
Vật liệu khuyến nghị & lo ngại biến dạng
Mặc định mình khuyên dùng PETG / PETG HF / PETG-CF.
Mình nhấn mạnh chỗ này: hãy in bằng vật liệu có Heat Deflection Temperature (HDT) cao hơn ít nhất 5°C so với loại filament bạn đang sấy. Nếu không đạt được, thì HDT của vật liệu in nên từ 60°C trở lên. Lý do: phần tường thấp của riser sẽ bắt đầu bị biến dạng dưới tải nếu bạn sấy đúng loại filament đó; và vì insert dưới là friction-fit, nó có thể không còn khít nữa — thay vào đó giãn ra và trượt tự do trên tường khay.

Tham khảo: dưới đây là HDT của 4 loại filament Bambu:
-
Bambu PLA Matte HDT: 52 °C
-
Bambu PLA Basic HDT: 54 °C
-
Bambu PETG HF HDT: 62 °C
-
Bambu PETG-CF HDT: 68 °C
Tất nhiên, để cao hơn PETG-CF thì hơi khó với các vật liệu mà nhiều máy in “open” hỗ trợ/được rating. Và dù mình nói nên cao hơn 5°C, thực tế PETG HF vẫn dùng ổn khi sấy chính PETG HF ở hầu hết mức nhiệt (trừ khi bạn đẩy nhiệt quá gắt), và PETG-CF nhiều khả năng đủ cho mức công suất tối đa mà bộ sấy này tạo ra (70°C, dù thực tế thường thấp hơn).
Cũng lưu ý là càng lên tầng cao thì nhiệt độ càng giảm. Theo trải nghiệm của mình, thường từ tầng 3 trở lên bắt đầu dùng PLA sẽ an toàn hơn, nhưng tùy trường hợp (YMMV).
Nozzle 0.4mm vs 0.6mm, 0.8mm
Mình biết sẽ có người muốn in bằng nozzle 0.6 hoặc thậm chí 0.8mm. Thời gian/filament theo slicer (tùy chọn 3x120°) ở mức top-level sẽ ra:
-
0.4mm: 9h52m @ 292g
-
0.6mm: 7h51m @ 364g
-
0.8mm: 5h11m @ 355g
0.6mm và đặc biệt 0.8mm đúng là rất hấp dẫn về thời gian, dù tốn filament hơn. Nhưng nhìn chung mình KHÔNG khuyên dùng các tùy chọn đó nếu bạn chưa tinh chỉnh tolerance cho insert dưới và cơ chế interlocking — nhưng nếu bạn tự tin thì cứ triển thôi!
Về hygrometer / sensor
Nhiều model trên mạng (và cả ) có chừa lỗ để gắn sensor/hygrometer. Mình chọn không làm vậy, chủ yếu vì pin CR2032 bị “lú” ở nhiệt độ trên 50°C, làm cho nó cùng lắm là không ổn định, tệ hơn là đọc không ra luôn.
Với lại, nghĩ tới chuyện làm nóng pin tới 70°C thì tự nhiên mình thấy không vui lắm. Nếu bạn thật sự muốn thì cứ đóng góp, mình sẽ cân nhắc thêm vào file (hoặc bạn remix cũng được!).
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình





Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!