Dùng dụng cụ vệ sinh Nozzle Wiper Bambu A1 trên máy in của bạn

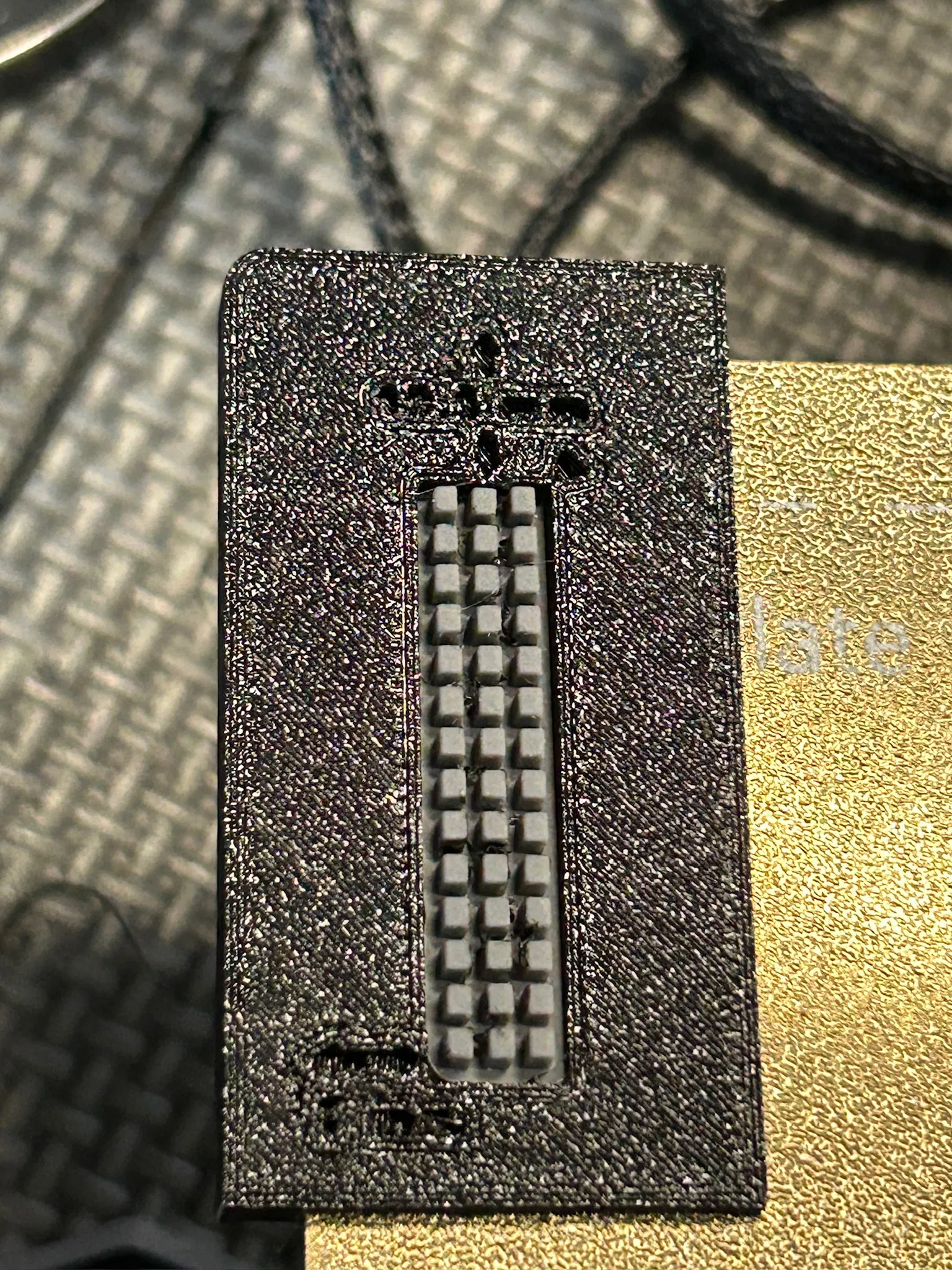
Template giúp canh vị trí Nozzle wiper cleaning tool cho chuẩn mỗi lần. Dùng được với nhiều loại bed (cần chỉnh Custom Starting G-code). Có hướng dẫn đặt sticker và kèm snippet/Full G-code cho Sovol SV06 Plus.





Mô tả
Dù cái template này được thiết kế để dùng với mặt bàn in Spring steel của mình trên Sovol Sv06 Plus, bạn vẫn có thể dùng với bất kỳ bed nào.
(Chỉ lưu ý là bạn sẽ cần chỉnh lại Custom Starting G-code.)
Mình mua mấy cái này trên Amazon, nhưng bạn cũng có thể tìm ở nhiều chỗ khác.
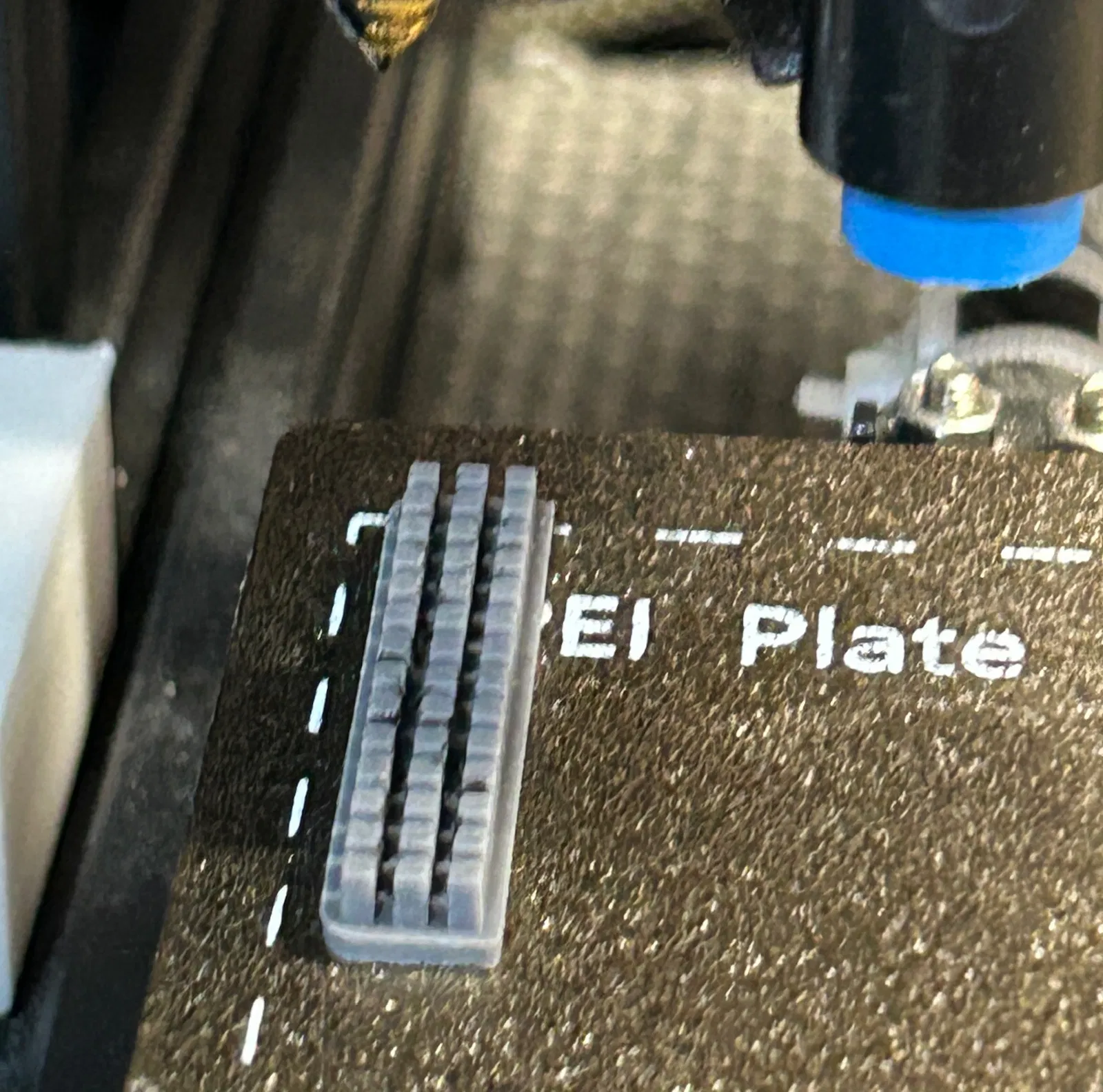
Kích thước của nó: dài 37mm, rộng 8mm và cao 4.3mm.
Chỉ cần đặt template ở góc sau bên trái của bed (
Mình đã test trên Sovol Sv06 Plus và nó không hề cấn gì tới auto leveling hay đường đi của nozzle.)
Nó được thiết kế để cái sticker nằm:
7mm tính từ mép Trái
10.5mm tính từ mép Sau
G-Code
***Tự chịu rủi ro khi sử dụng và nhớ backup mọi custom G-code hiện có trước khi lưu.
Mình không chịu trách nhiệm cho bất kỳ thiệt hại nào đối với máy in hoặc con người khi dùng đoạn code bên dưới.
Đây là một đoạn trong custom start G-code của mình cho thao tác vệ sinh (Sovol SV06 Plus). Bạn có thể dùng các dòng bên dưới làm hướng dẫn (đổi toạ độ cho các dòng có ghi chú 'Zig Zag') hoặc dùng luôn toàn bộ G-code (dán ở phần sau) nếu bạn đang chạy Sovol Sv06 Plus.
Bạn có thể chèn đoạn này ở bất kỳ chỗ nào sau lệnh homing. (G28)
***Tự chịu rủi ro khi sử dụng và nhớ backup mọi custom G-code hiện có trước khi lưu.
; --- NOZZLE CLEANING ROUTINE ---
G1 Z5 F3000 ; Raise Z to 5mm above the bed for travel
; Travel to the starting point of the cleaner (e.g., front-left corner)
G1 X0 Y265 F5000; Move to the front-left of the cleaner
; Lower nozzle to cleaning height
G1 Z1.96 F300 ; Lower nozzle to the cleaning height
; --- FIRST PASS: Front to Rear ---
G1 X2 Y265 F1000 ; Start at front-left of cleaner
G1 X8 Y275 F1000 ; Zig-zag to right, moving back
G1 X2 Y285 F1000 ; Zig-zag to left, moving back
G1 X8 Y295 F1000 ; Zig-zag to right, moving back
G1 X2 Y300 F1000 ; Final wipe along the left edge to the back
; --- SECOND PASS: Rear to Front (Green path) ---
G1 X8 Y300 F1000 ; Move to rear-right (orange arrow start position)
G1 X2 Y290 F1000 ; Zig-zag to left, moving forward
G1 X8 Y280 F1000 ; Zig-zag to right, moving forward
G1 X2 Y270 F1000 ; Zig-zag to left, moving forward
G1 X8 Y265 F1000 ; Final wipe along the right edge to the front
; After cleaning, raise the nozzle and move back to a safe park position
G1 Z5 F3000 ; Raise Z to 5mm
G1 X0 Y0 F5000 ; Park at front-left corner
; --- End of Nozzle Cleaning Routine ---
Full G-code mình đang dùng cho máy Sovol Sv06 Plus
; --- Start G-code ---
; Step 1: Preheat Bed and set Nozzle to Standby
M140 S[first_layer_bed_temperature] ; Start heating bed to target
M104 S160 ; Set nozzle to 160C (Standby - no ooze)
; Step 2: Home X/Y
G28 X Y ; Home X and Y axes
G90 ; Absolute positioning
; Step 3: Raise Z safely before waiting
G91 ; Relative positioning
G1 Z10 F3000 ; Raise Z 10mm from current position
G90 ; Back to absolute positioning
G1 X0 Y0 F3000 ; Park at front-left corner
; Step 4: Wait for temps
M190 S[first_layer_bed_temperature] ; Wait for bed to reach FULL temp
M109 S160 ; Wait for nozzle to reach 160C
; Step 5: Home Z and load mesh
G28 Z ; Home Z axis (probe at center)
M420 S1 ; Load bed mesh compensation
; Step 5.5: Final Heating
; Move to a safe initial position before final heating
G1 X0 Y0 F5000 ; Park at front-left corner
M109 S[first_layer_temperature] ; Wait for nozzle to reach PRINTING temp
; Step 6: Ready to print
G92 E0 ; Reset extruder
; --- NOZZLE CLEANING ROUTINE ---
G1 Z5 F3000 ; Raise Z to 5mm above the bed for travel
; Travel to the starting point of the cleaner (e.g., front-left corner)
G1 X0 Y265 F5000; Move to the front-left of the cleaner
; Lower nozzle to cleaning height
G1 Z1.96 F300 ; Lower nozzle to the cleaning height
; --- FIRST PASS: Front to Rear ---
G1 X2 Y265 F1000 ; Start at front-left of cleaner
G1 X8 Y275 F1000 ; Zig-zag to right, moving back
G1 X2 Y285 F1000 ; Zig-zag to left, moving back
G1 X8 Y295 F1000 ; Zig-zag to right, moving back
G1 X2 Y300 F1000 ; Final wipe along the left edge to the back
; --- SECOND PASS: Rear to Front (Green path) ---
G1 X8 Y300 F1000 ; Move to rear-right (orange arrow start position)
G1 X2 Y290 F1000 ; Zig-zag to left, moving forward
G1 X8 Y280 F1000 ; Zig-zag to right, moving forward
G1 X2 Y270 F1000 ; Zig-zag to left, moving forward
G1 X8 Y265 F1000 ; Final wipe along the right edge to the front
; After cleaning, raise the nozzle and move back to a safe park position
G1 Z5 F3000 ; Raise Z to 5mm
G1 X0 Y0 F5000 ; Park at front-left corner
; --- End of Nozzle Cleaning Routine ---
; --- End of Start Code ---
Bonus End code
; --- End G-code ---
; Step 1: Relative moves for safe lift and retract
G91 ; Relative positioning
G1 E-6 F2700 ; Retract filament 6mm to prevent oozing
G1 Z10 F3000 ; Raise Z by 10mm from current position
G90 ; Back to absolute positioning
; Step 2: Present print
G1 X0 Y300 F3000 ; Park nozzle Left (X0) and Present Print (Y300)
; Step 3: Shut down
M106 S0 ; Turn off fan
M104 S0 ; Turn off hotend
M140 S0 ; Turn off bed
; Step 4: Release steppers
M84 X Y E ; Disable X, Y, and extruder steppers (leave Z engaged)
; --- End of End Code ---
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!