Ô vuông kiểm tra dòng chảy

Dùng những ô vuông này để kiểm tra và chỉnh thông số dòng chảy lớp đầu tiên cho máy in 3D của bạn. Lý tưởng để có lớp đầu tiên hoàn hảo, không bị under-extrusion hay over-extrusion. Có thể soi đèn và cất giữ tiện lợi.











Mô tả
Tui có thêm file cho các giá trị dưới 100% rồi nè, bắt đầu từ 25% luôn.
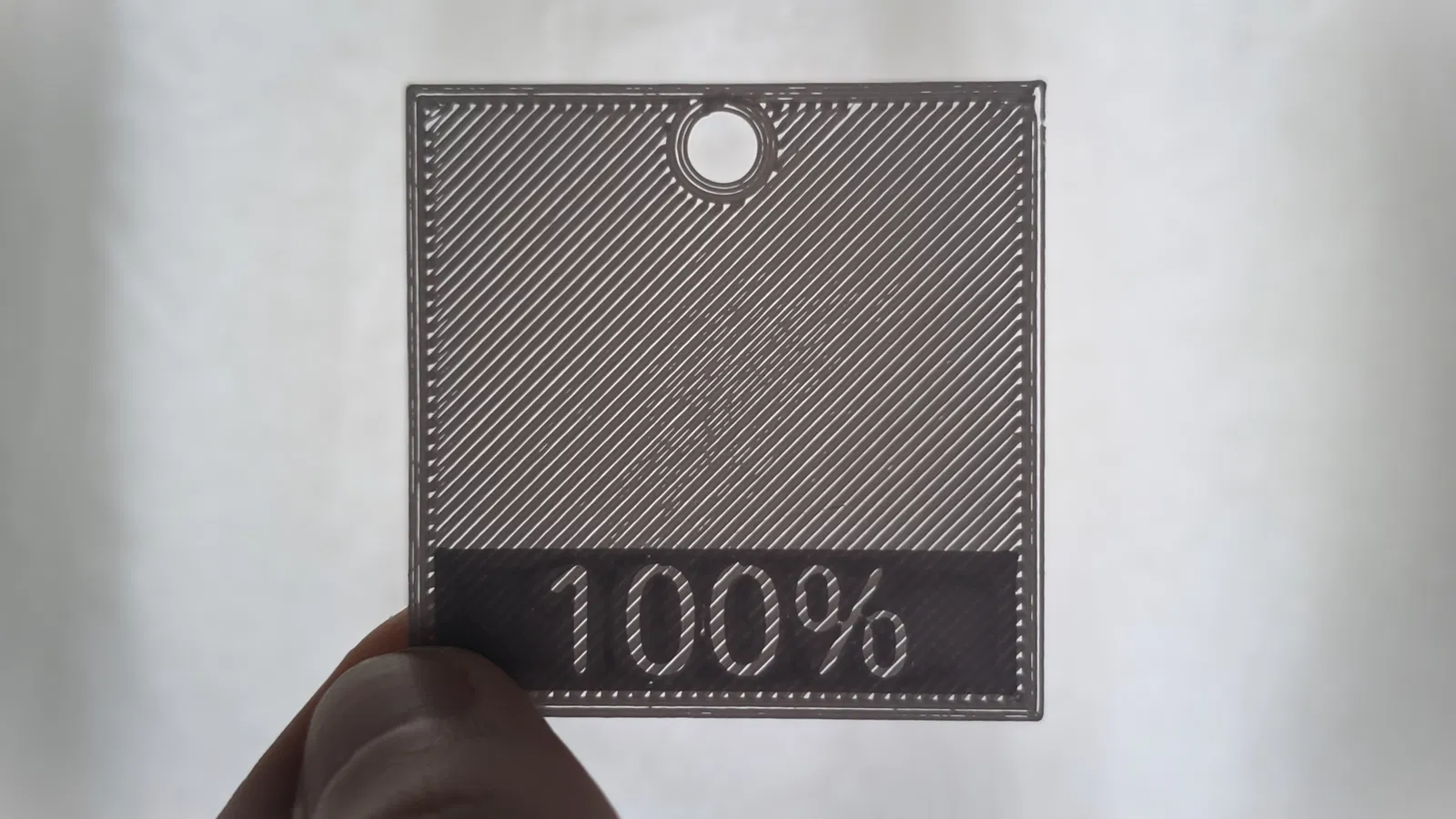
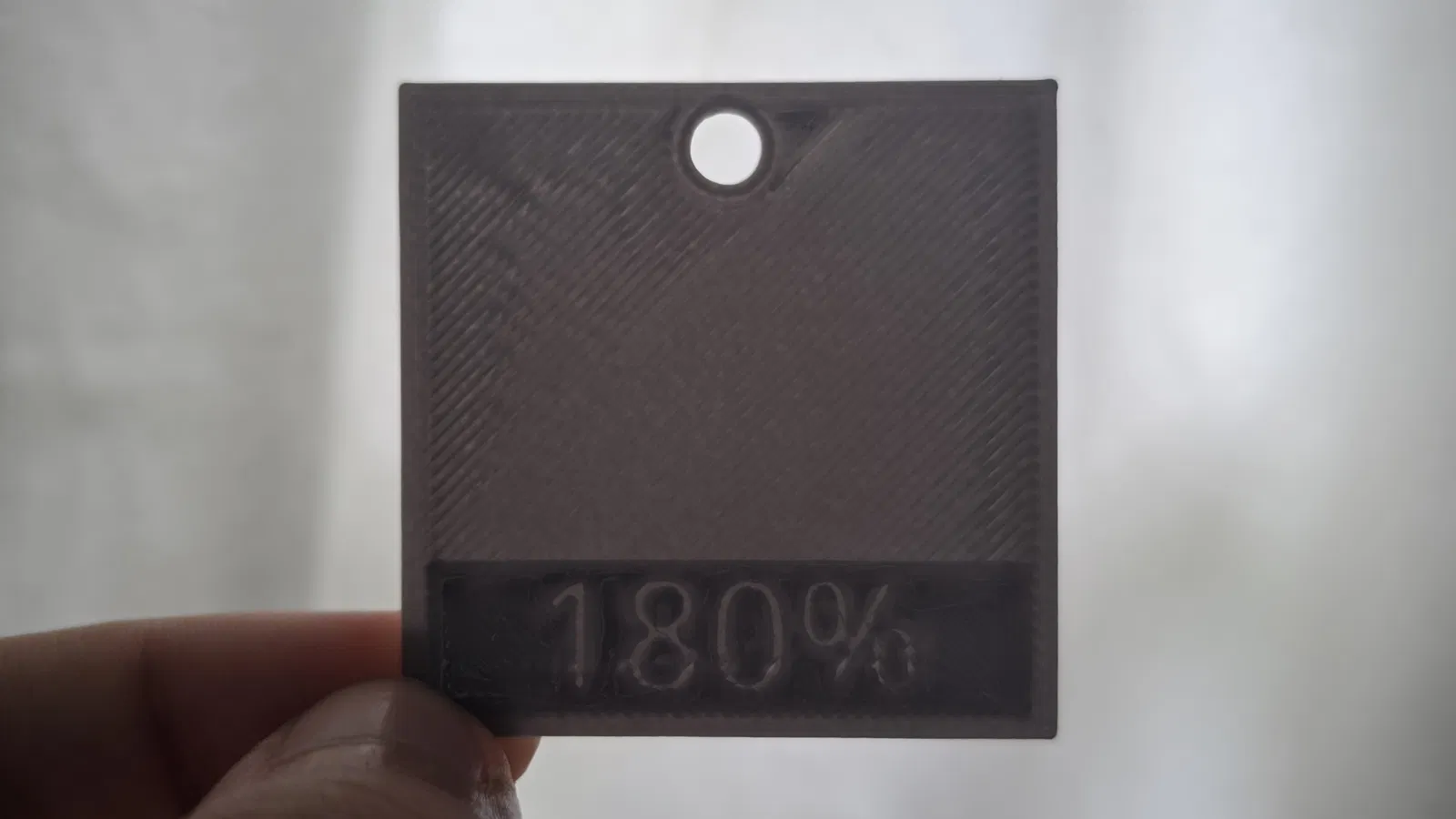
Những cái ô vuông kiểm tra này có thể dùng để chỉnh thông số dòng chảy lớp đầu tiên cho máy in của bạn đó. Lý tưởng nhất là bạn muốn có một lớp đầu tiên liền mạch và đồng đều tuyệt đối. Bạn không muốn thấy khe hở giữa các đường (under-extrusion, như cái 100% của tui nè), mà cũng không muốn có gờ hay gợn trên bề mặt trên, hoặc độ dày không đều (over-extrusion, như cái 180% của tui).
Do có kích thước mỏng, bạn có thể cầm các ô vuông này soi đèn để xem các điểm bất thường/lỗi sau khi in. Thông thường, nếu có cài đặt nào khác 100% là tốt nhất, nghĩa là bạn nên chỉnh z-offset của mình, nhưng nếu bạn đã thử rồi (hoặc lười như tui), thì việc thay đổi bộ nhân dòng chảy lớp đầu tiên có thể là một giải pháp hay.
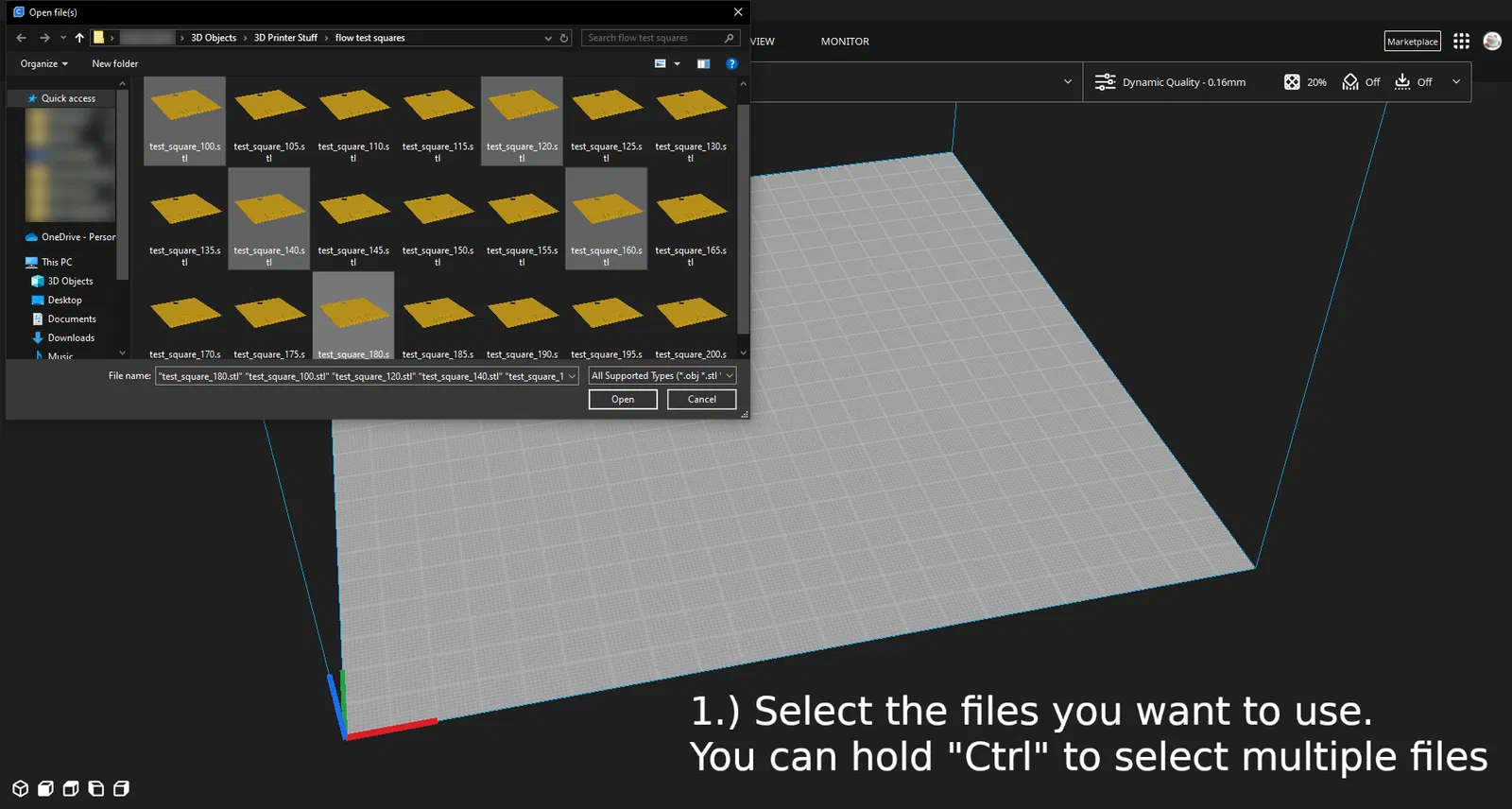
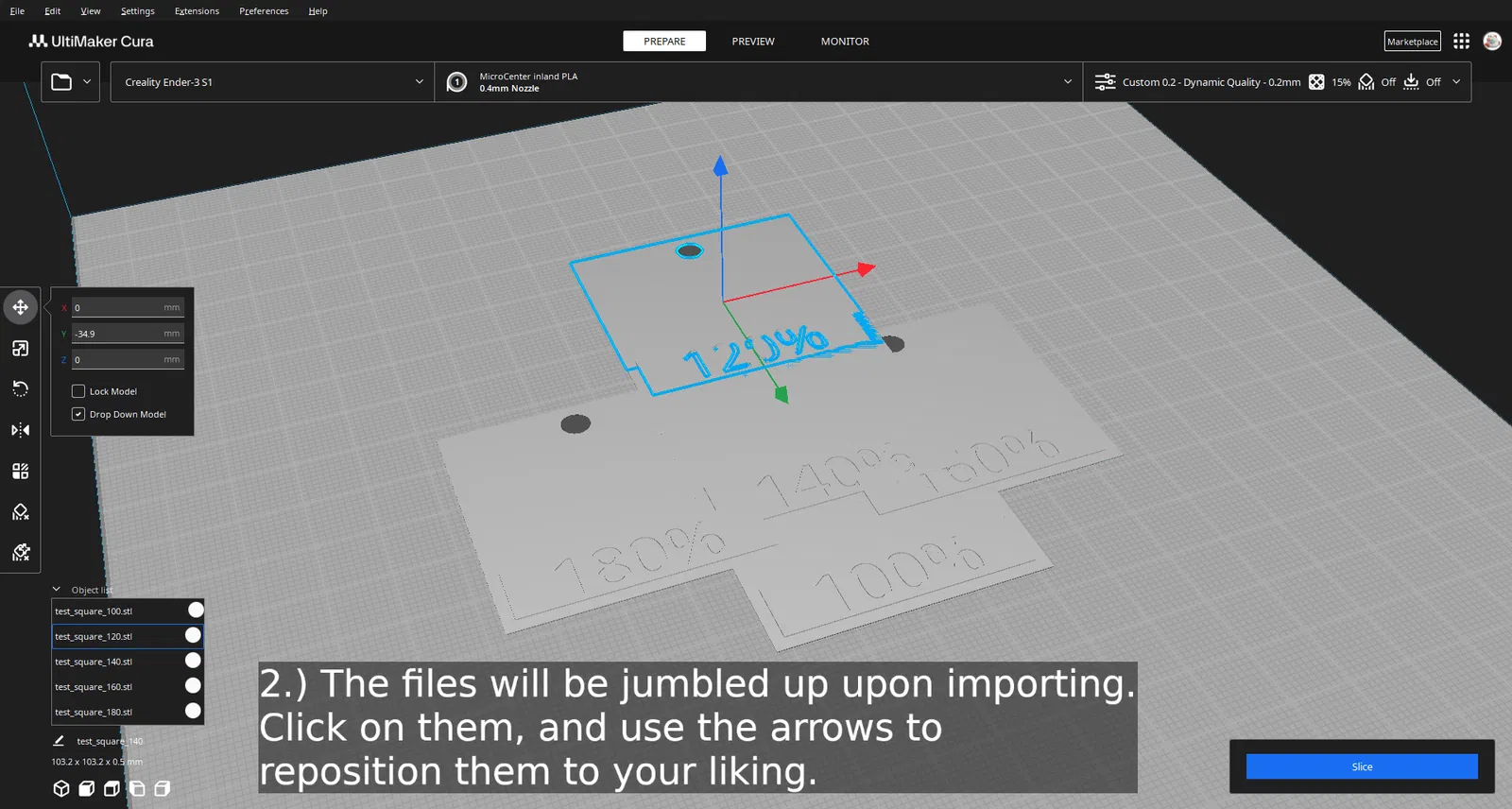
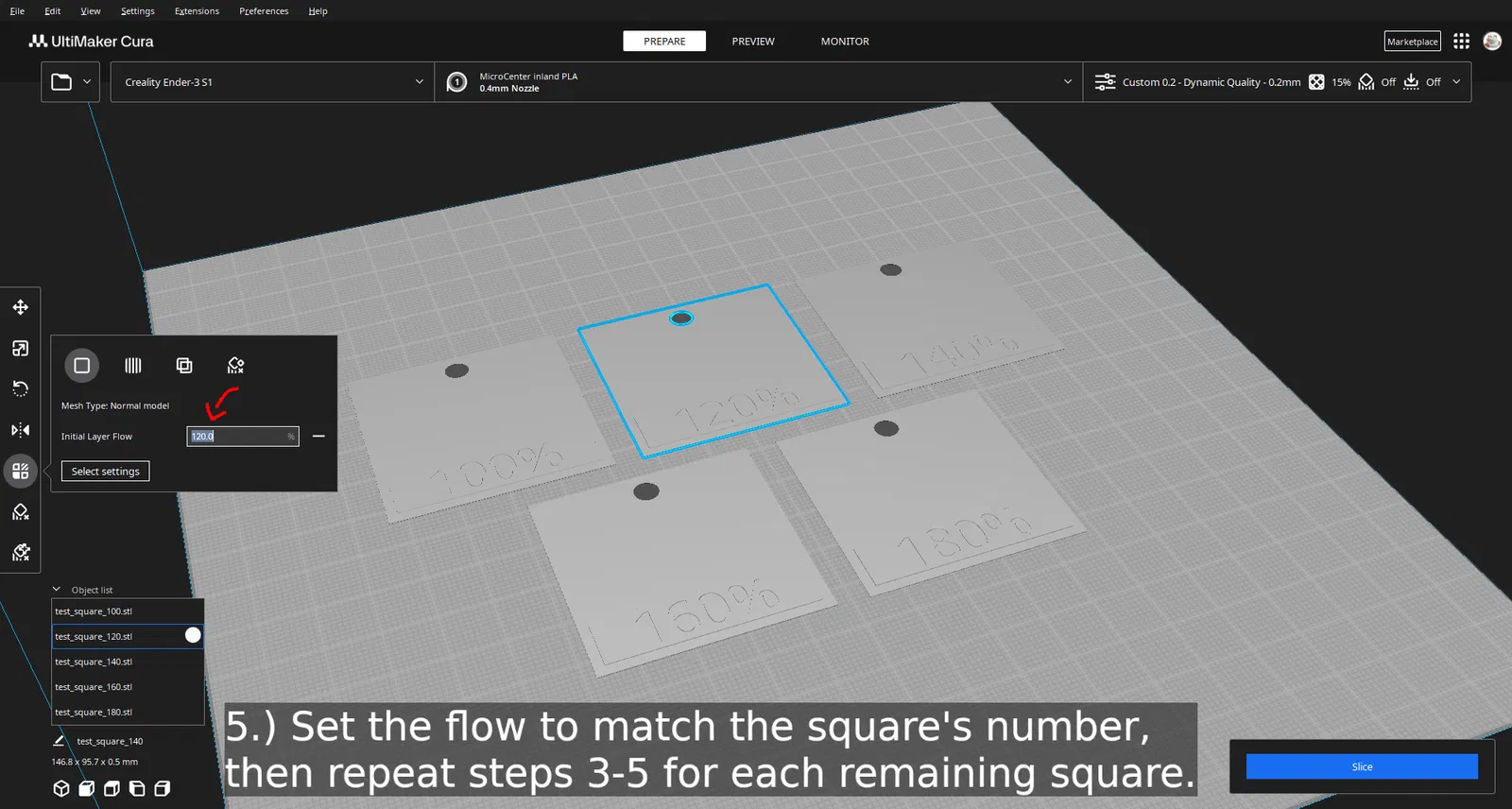
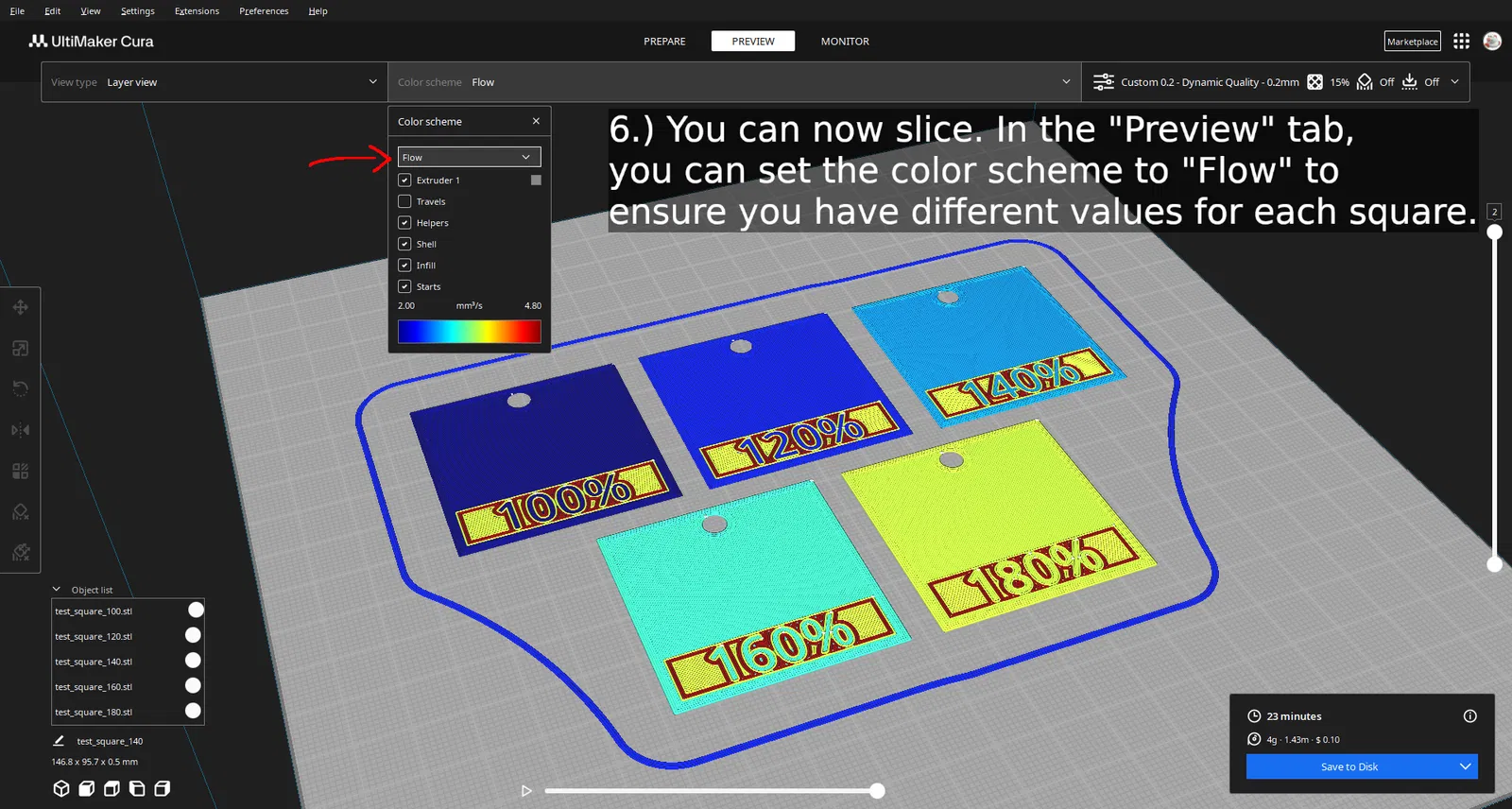
Mỗi ô vuông được dán nhãn với các giá trị tăng dần 5%, bắt đầu từ 100 và lên đến 200 (tui có thể thêm các giá trị dưới 100 sau này). Chỉ cần thay đổi cài đặt dòng chảy lớp đầu tiên của bạn để khớp với số trên ô vuông. Bằng cách này - và với việc có một lỗ nhỏ ở trên cùng - chúng có thể được cất giữ trên móc khóa để tham khảo trong tương lai.
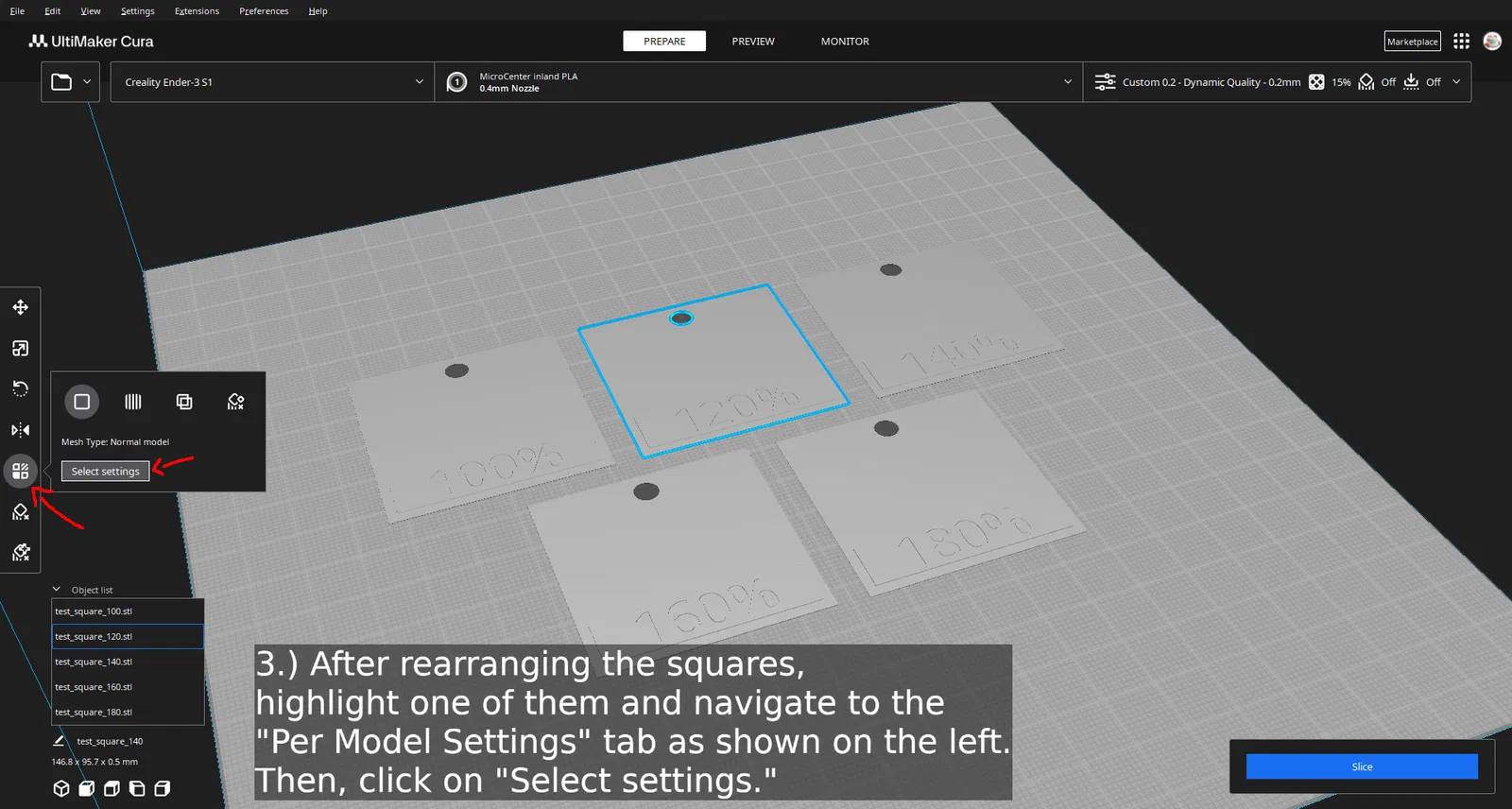
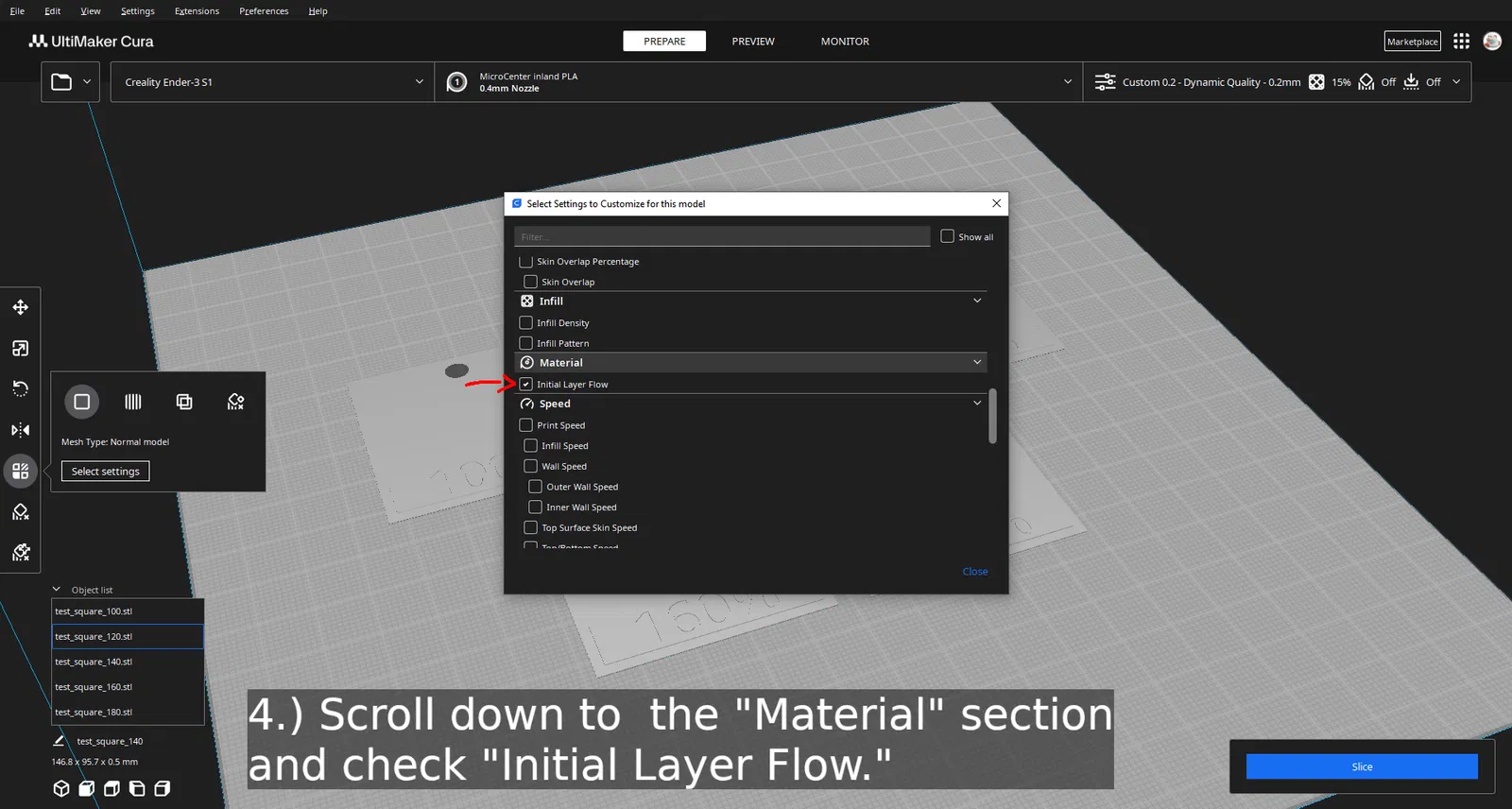
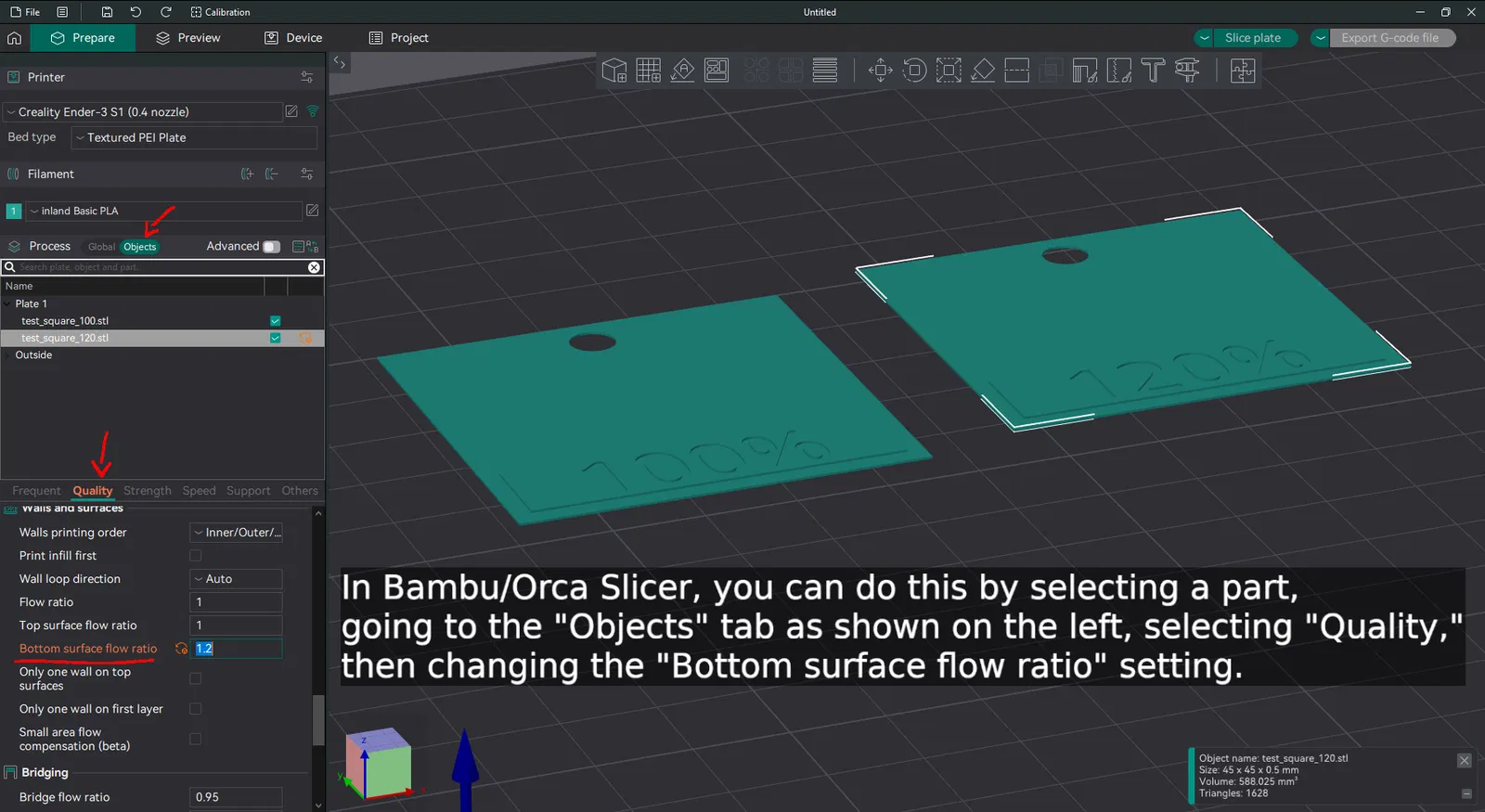
Tui cũng có kèm theo hướng dẫn bằng hình ảnh để giúp những ai có thể không biết cách thay đổi cài đặt cho từng bộ phận. Cura thường là phần mềm cắt lớp tui hay dùng, đó là lý do tại sao hướng dẫn của nó chi tiết hơn nhiều. Theo tui biết thì PrusaSlicer không cho phép thay đổi cài đặt dòng chảy lớp đầu tiên (ngoài việc chỉnh sửa thủ công g-code, cái này vượt quá khả năng/sự kiên nhẫn của tui), đó là lý do tại sao không có hướng dẫn cho nó.
Vài lưu ý thêm:
1.) Những ô vuông này được thiết kế với chiều cao lớp là 0.2mm, dù bạn có thể dùng giá trị nhỏ hơn, miễn là phần chính của ô vuông vẫn dày một lớp.
2.) Tui đã thiết kế những cái này và chỉ dùng chúng để kiểm tra dòng chảy lớp đầu tiên. Ý tưởng là xem tui có thể đẩy cài đặt này đi xa đến đâu mà không bị over-extrusion, và xem over-extrusion sẽ ảnh hưởng đến lớp tiếp theo như thế nào. Tuy nhiên, tui đoán rằng bạn cũng có thể dùng chúng để kiểm tra cài đặt dòng chảy tổng thể chung, xem giá trị tăng lên ảnh hưởng đến các chi tiết nhỏ của chữ trên lớp thứ hai như thế nào. Bằng cách thay đổi tỷ lệ giá trị X và Y, bạn cũng có thể dùng chúng để kiểm tra độ cân bằng mặt bàn, nhưng đó không phải là ý định của tui khi thiết kế chúng, và chắc chắn có những thiết kế tốt hơn được tạo ra dành riêng cho mục đích đó.
3.) Hiếm khi, và tùy thuộc vào một số trường hợp nhất định, nếu bạn đẩy dòng chảy của máy in quá nhiều, bạn có thể nghe thấy tiếng kêu rít từ máy in. Điều này là do quá nhiều sợi nhựa đang cố gắng được đùn ra mà không đủ thời gian nóng chảy trong bộ phận làm nóng. Tiếng kêu rít này rõ ràng không phải là âm thanh tốt để nghe, và nếu bạn nghe thấy nó, hãy dừng bản in càng sớm càng tốt.
4.) Nếu bạn có một mặt bàn đặc biệt bám dính, bạn có thể gặp khó khăn khi gỡ chúng ra, ngay cả sau khi mặt bàn đã nguội (ví dụ, tui có một mặt bàn PC có vân đi kèm với S1 của tui, nó giữ chặt các bộ phận). Tuy nhiên, một tấm PEI thông thường sẽ không gặp vấn đề gì khi nhả ra, đặc biệt là sau khi để nguội.
5.) Bất kỳ đề xuất/phản hồi mang tính xây dựng nào về cách cải thiện chúng sẽ rất được hoan nghênh, vì tui còn rất mới với việc mô hình hóa 3D và tui chắc chắn không biết nhiều về nó.
6.) Thiết kế này ban đầu được tui tải lên Thingiverse, bạn có thể tìm thấy bài đăng đó tại đây: https://www.thingiverse.com/thing:6662197
Giấy phép

File mô hình




































Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!