XL Nextruder Main Plate và Idler Lever - (Dùng cho Filament Dẻo)

Phiên bản sửa đổi của các bộ phận main plate và idler lever cho Nextruder trên Prusa XL, giúp hướng dẫn và hỗ trợ filament dẻo tốt hơn. Khắc phục tình trạng kẹt filament, đặc biệt khi dùng đầu phun đồng.




Mô tả
Tui gặp nhiều khó khăn khi in với vật liệu dẻo như Ninja Flex trên máy XL, nên tui quyết định chỉnh sửa lại mấy cái bộ phận sẵn có để cố gắng khắc phục tình trạng kẹt filament. Ban đầu tui bắt đầu bằng việc giảm ma sát từ các cảm biến filament như mô tả trong bài viết này: https://forum.prusa3d.com/forum/original-prusa-xl-tool-changer-user-mods-octoprint-enclosures-nozzles/xl-filament-sensor-mod-for-tpu/?_gl=11wbh0eg_gaMTQ1MTUxNjYwMC4xNjQ5NDU5NTc3_ga_3HK7B7RT5V*MTcwNjQxNjcxMS4zMC4xLjE3MDY0MTg0MzUuNjAuMC4w#post-678181
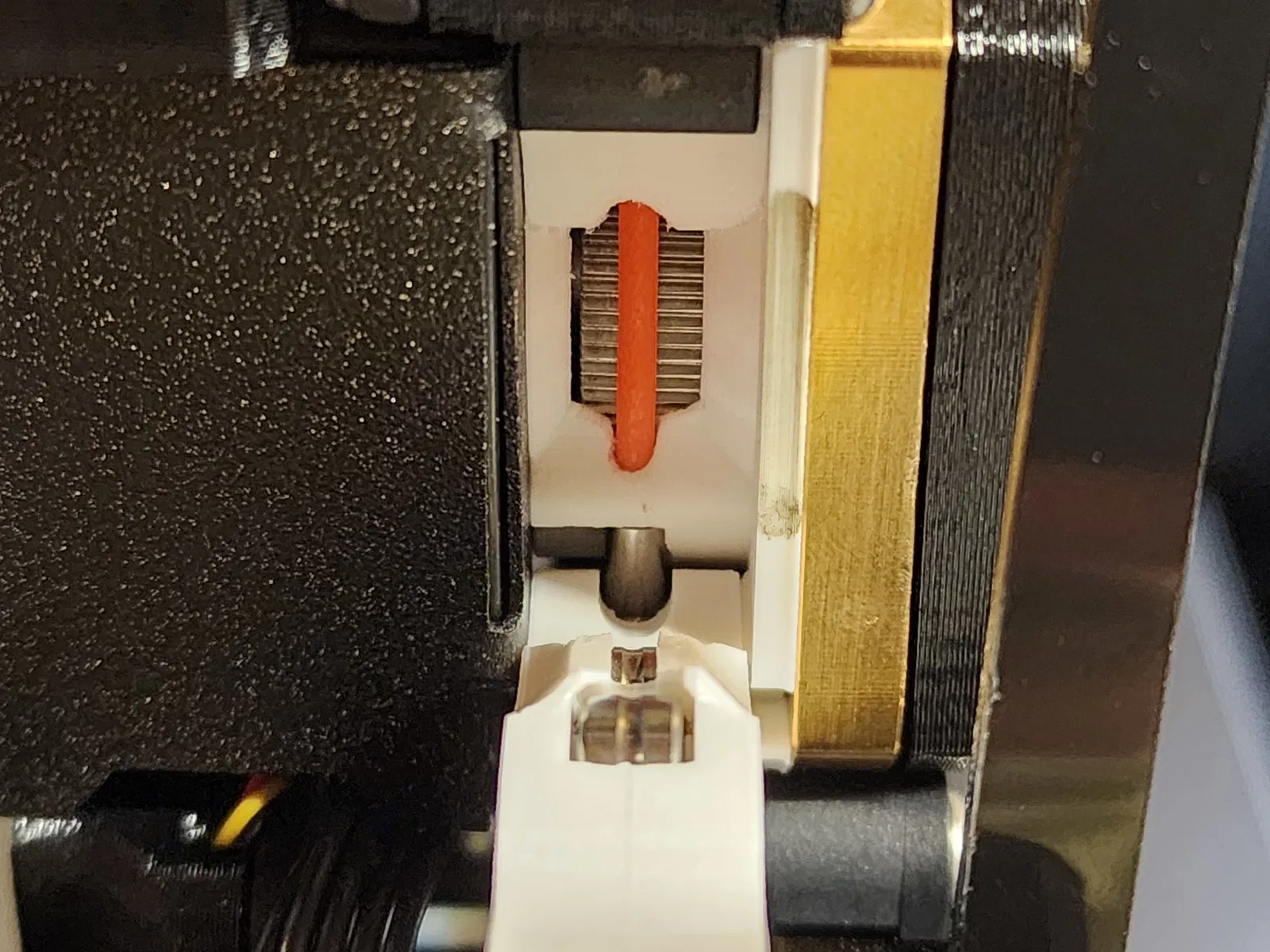
Mấy bộ phận Nextruder này đã được sửa đổi để giảm không gian cho filament dịch chuyển trong quá trình đùn và rút ra lúc in.
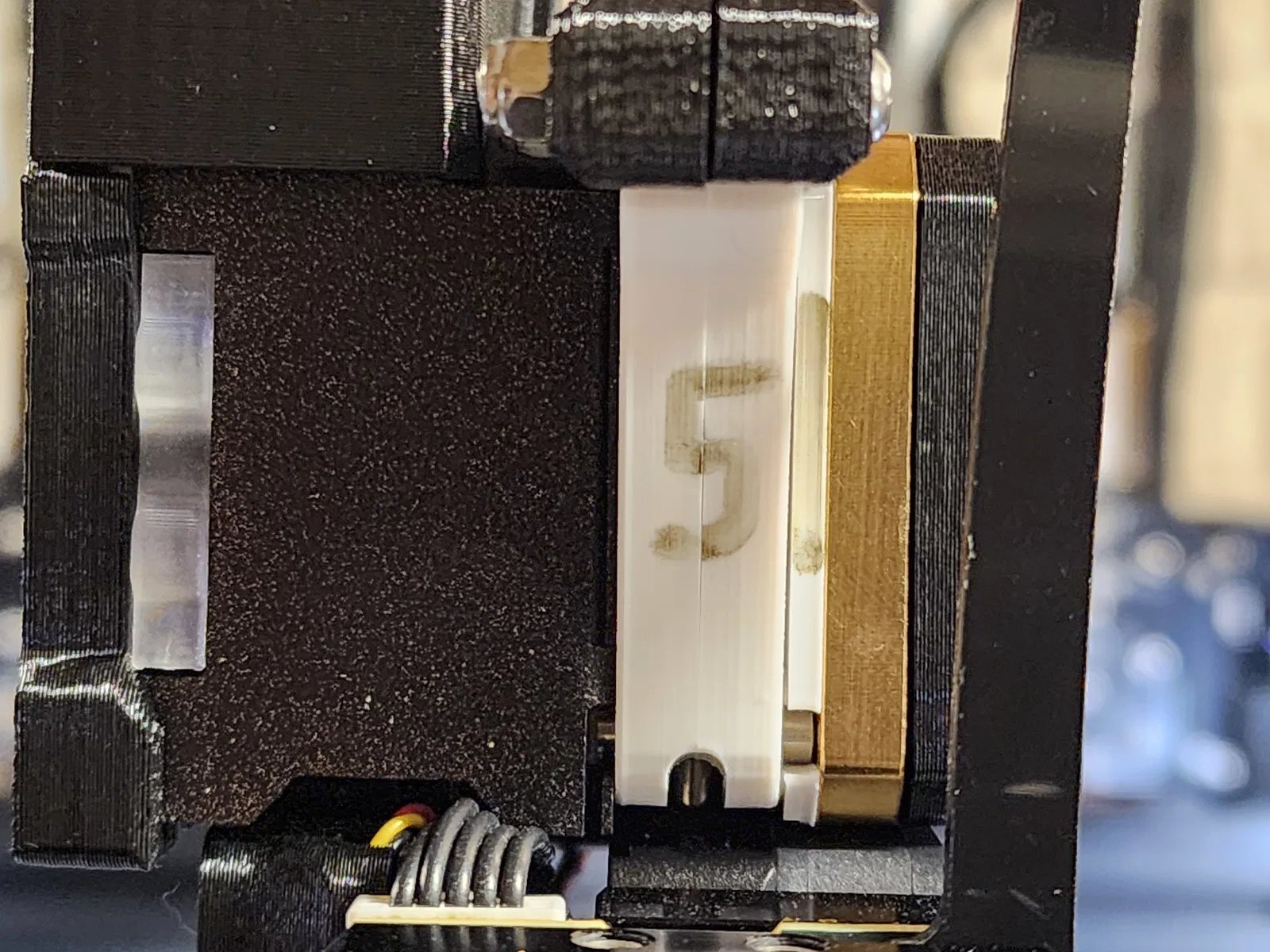
Lúc tui mới nhận máy XL, tui đã đổi đầu phun sang loại bằng thép để không phải lo lắng về việc mòn khi đổi sang vật liệu cứng hơn (giống như tui đã làm với máy MK3s và MK4). Trong quá trình thử nghiệm với đầu phun thép, tui đã loại bỏ được các vấn đề kẹt máy với những bộ phận đã sửa đổi này, nhưng vẫn gặp khó khăn trong việc đùn ra và điền đầy tốt (ngay cả với tốc độ thể tích tối đa rất thấp và nhiệt độ cao hơn). Sau khi chuyển sang dùng đầu phun bằng đồng để thử nghiệm, kết quả tốt hơn nhiều và mọi thứ hoạt động với cài đặt nhiệt độ/quạt/và tốc độ thể tích mặc định. Tui cũng đã thử cài đặt tốc độ thể tích thấp hơn và mọi thứ dường như in rất tốt.
- Bài học ở đây là nên dùng đầu phun bằng đồng cho các loại filament dẻo để có độ ổn định tốt hơn trên máy XL
Tui nghĩ rằng đầu phun thép bị nguội quá nhanh ngay cả khi đã giảm quạt làm mát xuống 10%. Đây có lẽ là nguyên nhân gây ra sự cố khi có nhiều lần rút ra xảy ra trong thời gian ngắn (như khi in chữ).
Tui đã tải lên các tệp gcode để tham khảo về các bộ phận hỗ trợ đã sử dụng. Cài đặt cho các bộ phận là:
- Đầu phun 0.25mm
- Filament PETG (tui dùng Prusament)
- Chiều cao lớp 0.1mm
- Sử dụng bộ phận hỗ trợ cho các phần bị nhô ra trên tấm chính
Khi các bộ phận hoàn thành:
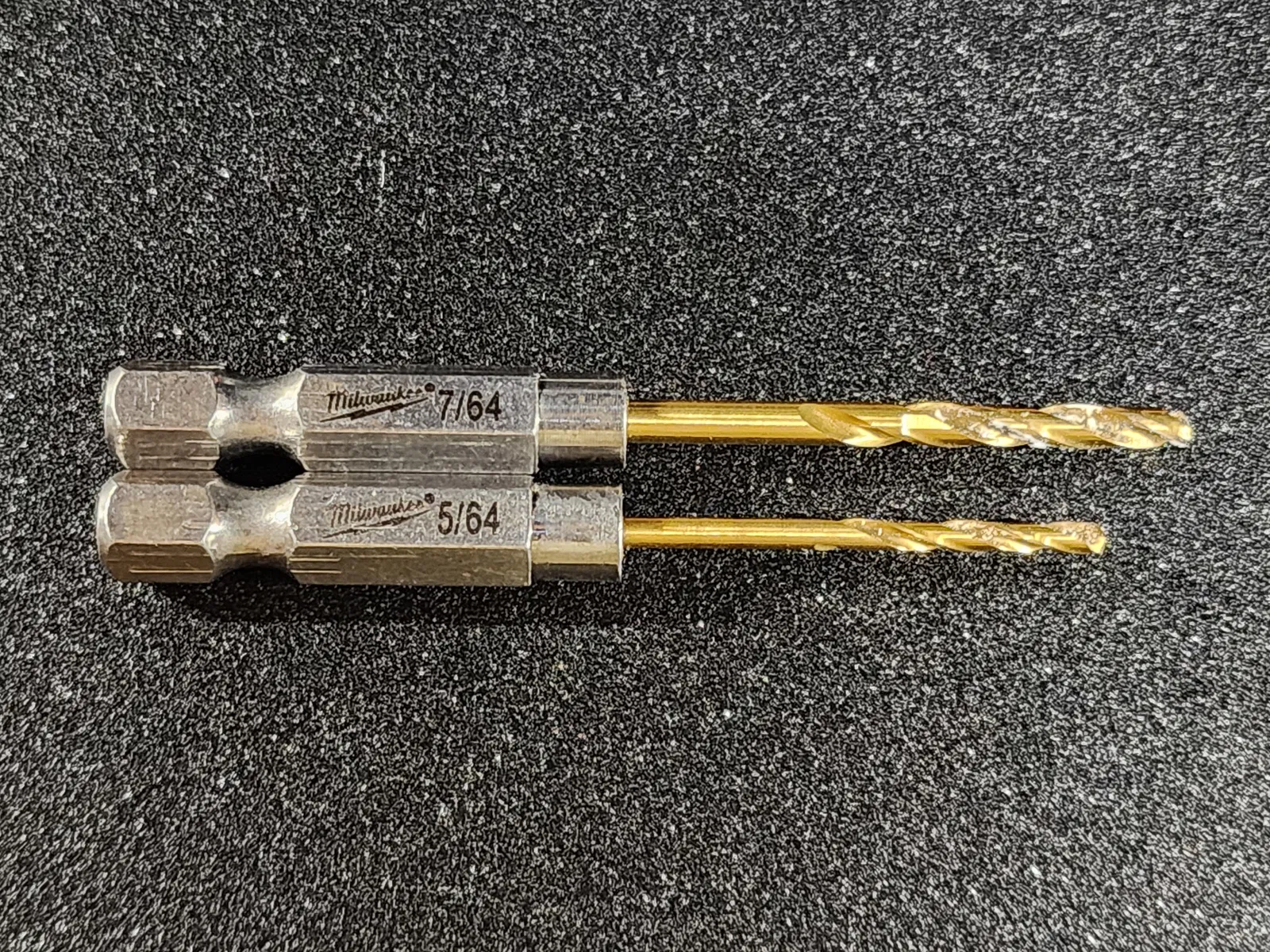
- Dùng mũi khoan 7/64" (trên) và 5/64" (dưới đi vào đầu phun) để cẩn thận làm sạch/làm mịn các lỗ dẫn filament trong tấm chính
- Loại bỏ bất kỳ vết nhựa nhỏ nào có thể có trong đường dẫn filament dọc theo các cạnh của lỗ trên tấm chính và đường dẫn hướng của các bộ phận đòn bẩy idler
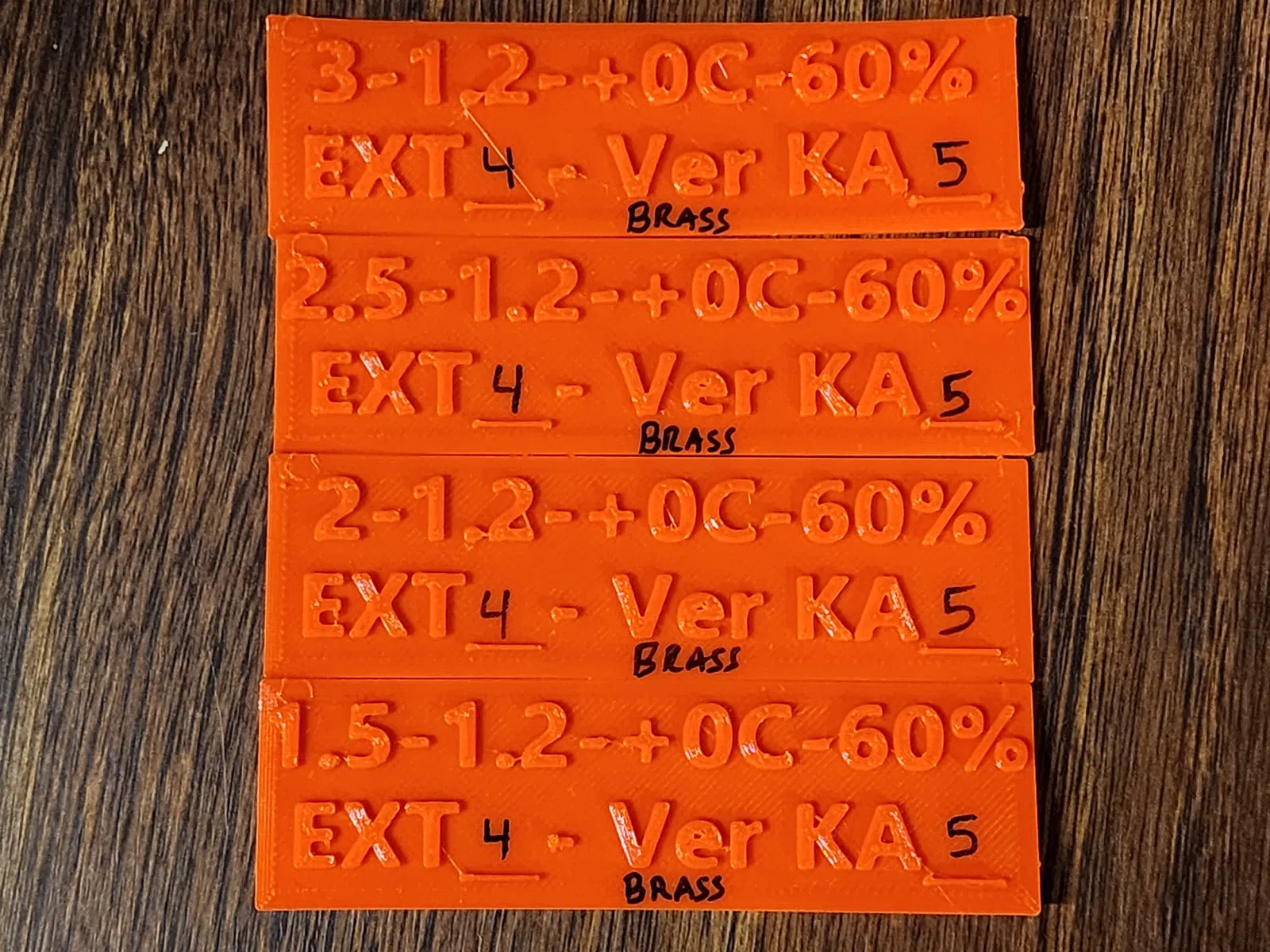
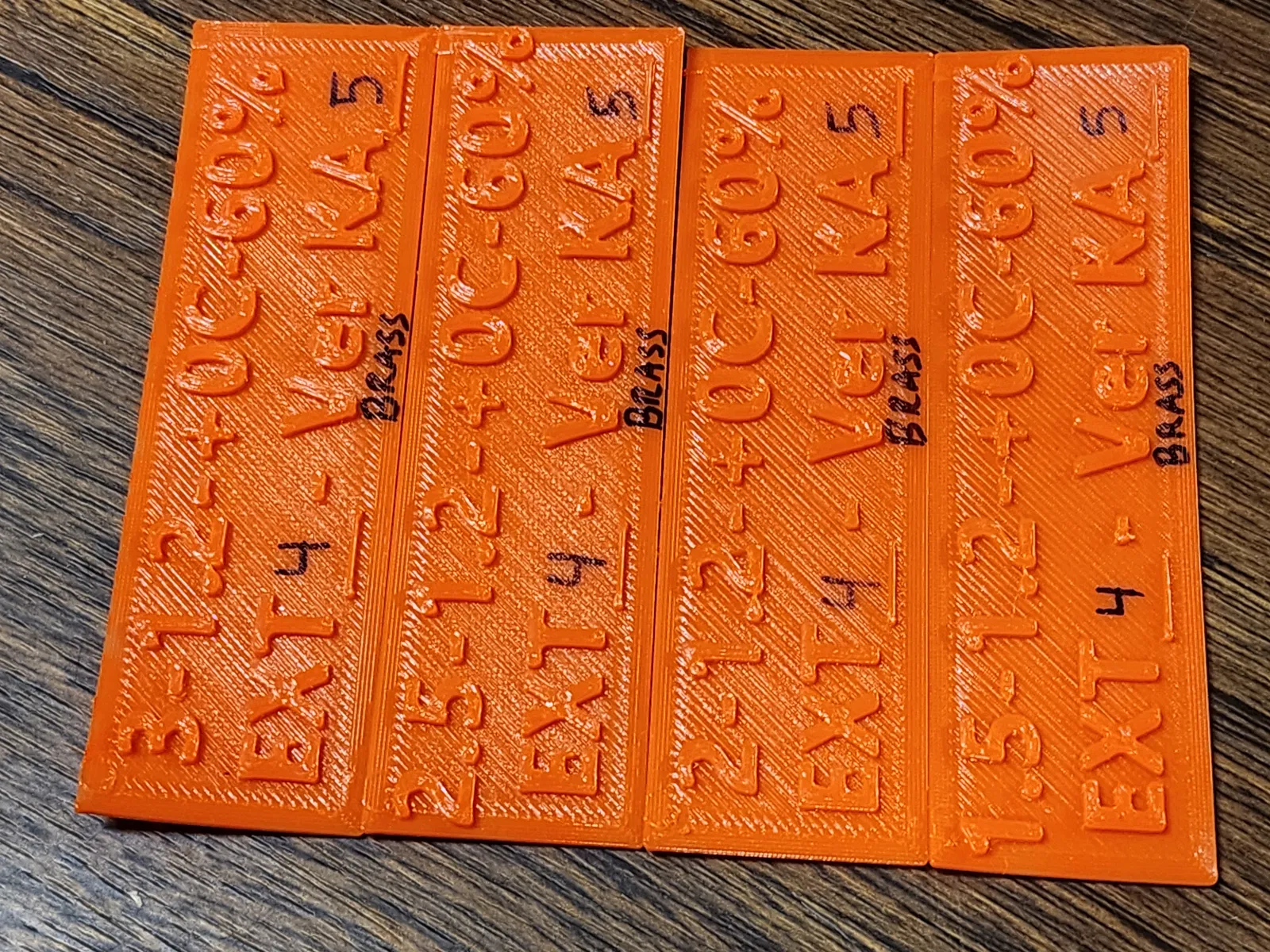
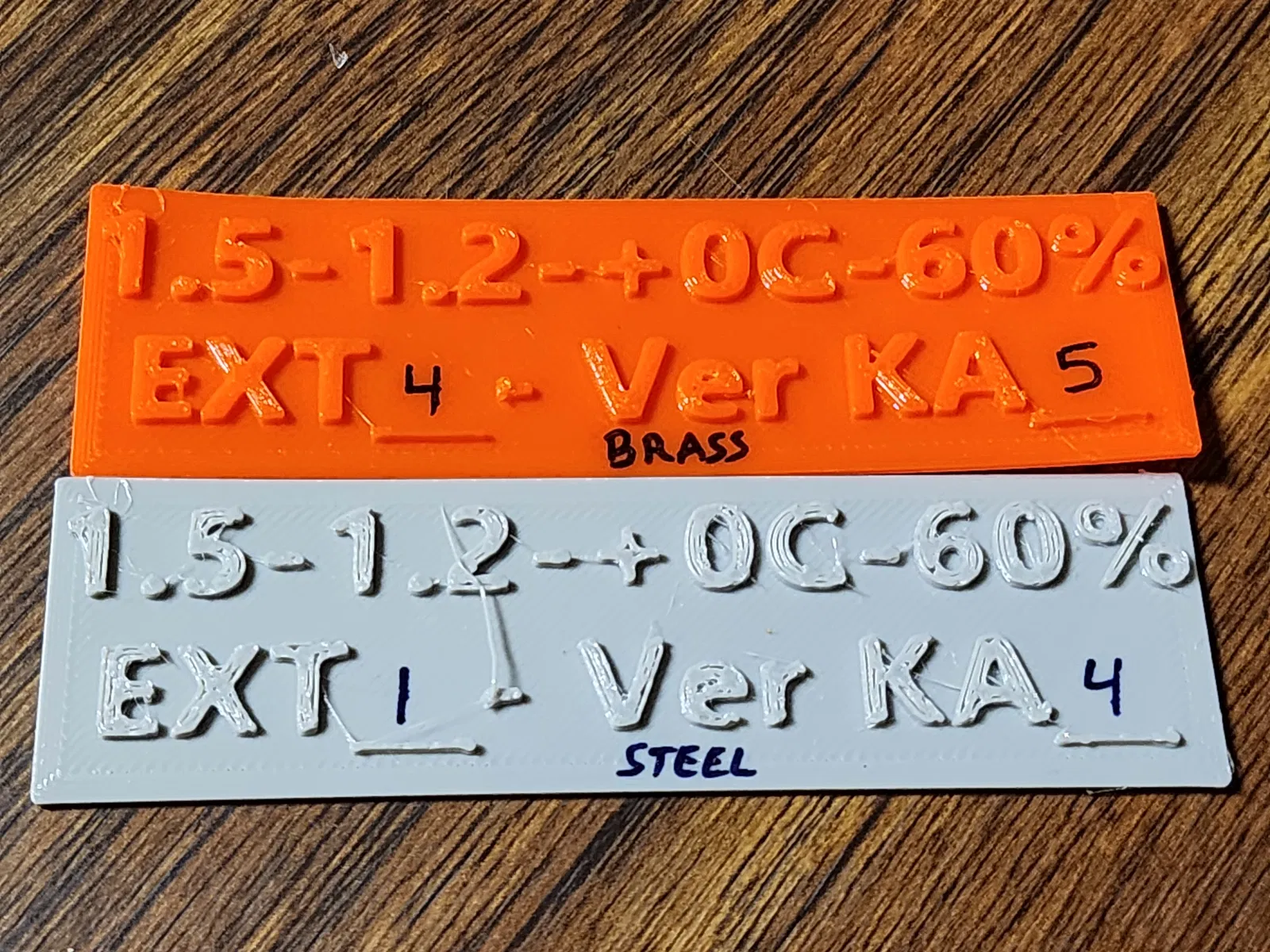
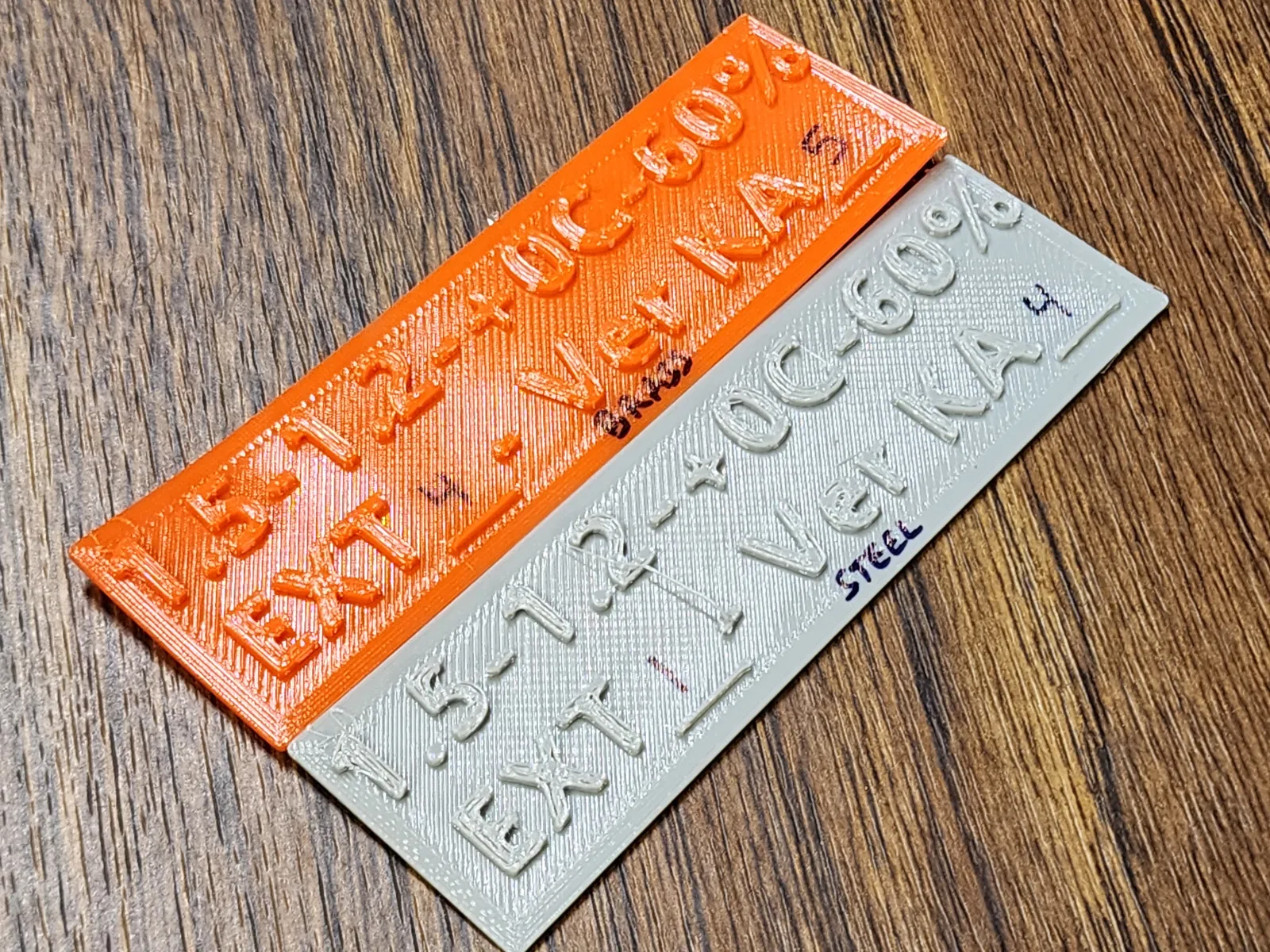
Đối với các bản in thử trong ảnh - số đầu tiên là tốc độ thể tích tối đa (mm3/s), số thứ hai là hệ số nhân đùn, số thứ ba là nhiệt độ đầu phun tăng thêm so với mặc định, số cuối cùng là tốc độ quạt (60% là mặc định).
Xin cho tui biết mấy bộ phận này hoạt động thế nào với các bạn.
Ngày 17 tháng 4 năm 2024 - đã thêm các tệp có lỗ nhỏ hơn cho các chốt vòng bi để có độ khít hơn trong cụm đòn bẩy. Tệp mô hình tui tải từ Prusa có kích thước lỗ là 3.25mm, cho độ lỏng khi lắp ráp. Các chốt của tui đo được đường kính 2.9mm và kích thước lỗ 3mm cho độ khít.
Ngày 16 tháng 5 năm 2024 - đã thêm tệp step cho tấm chính nextruder 5.
Giấy phép
File mô hình











Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!