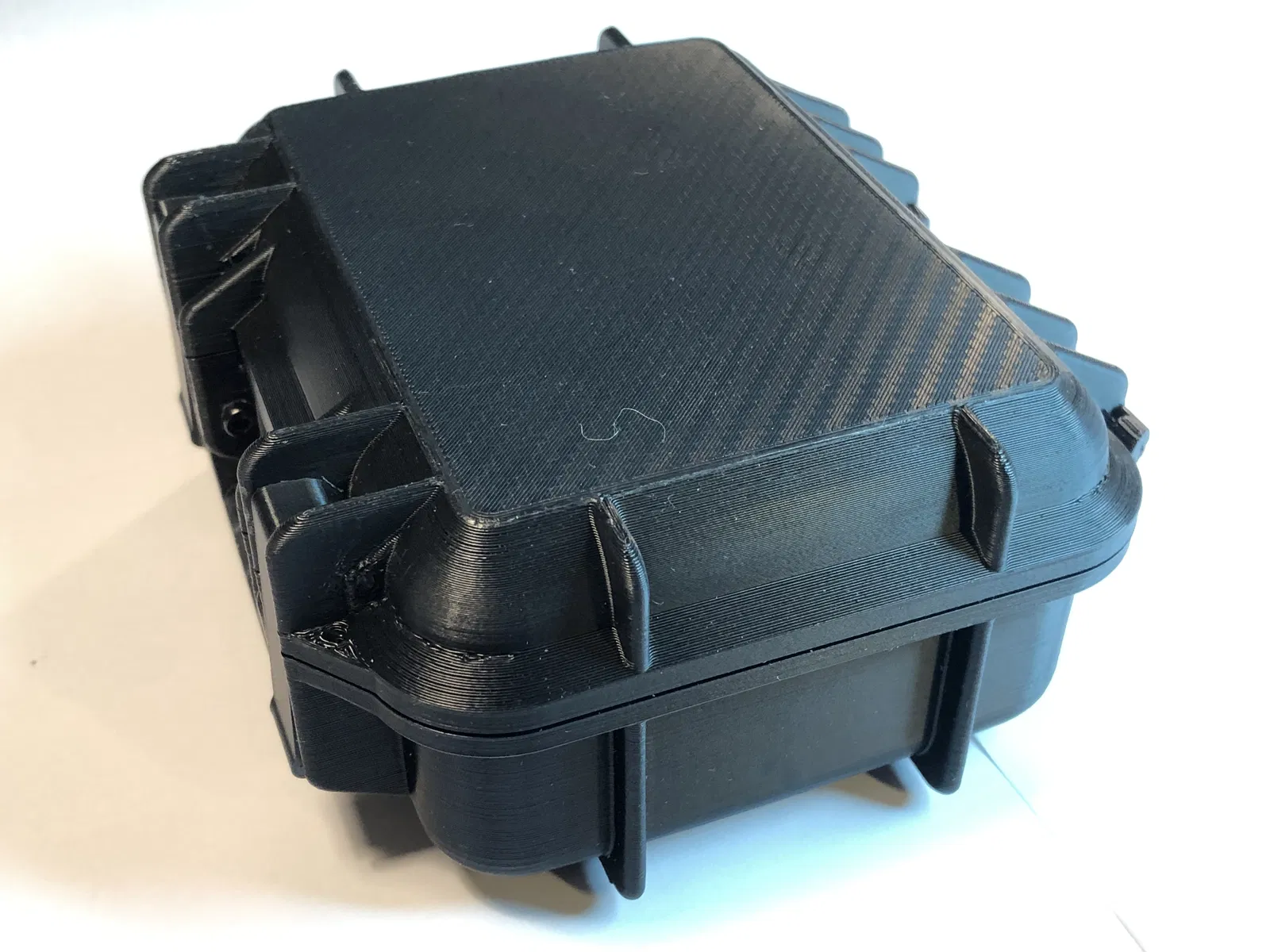
Hộp cứng Hardcase v2.1 - Phiên bản cải tiến

Khám phá Hardcase v2.1, phiên bản hộp cứng mới được cải tiến, dễ in và không cần hỗ trợ. Có thể tùy chỉnh kích thước, in bằng nhiều loại vật liệu như ABS, TPU. Hướng dẫn chi tiết về cài đặt, điều chỉnh kích thước và các bộ phận.

























Mô tả
Hộp cứng này có thể được điều chỉnh kích thước cho phù hợp với nhu cầu của bạn.
Phiên bản 2.1 mới này của hộp cứng có một số thay đổi nhỏ, cải tiến chức năng và thiết kế được điều chỉnh đôi chút để dễ in hơn so với phiên bản cũ 1.0 (). Phiên bản này không cần in hỗ trợ.
Mô hình này miễn phí. Vui lòng cân nhắc tải lên ảnh sản phẩm đã in và đánh giá.
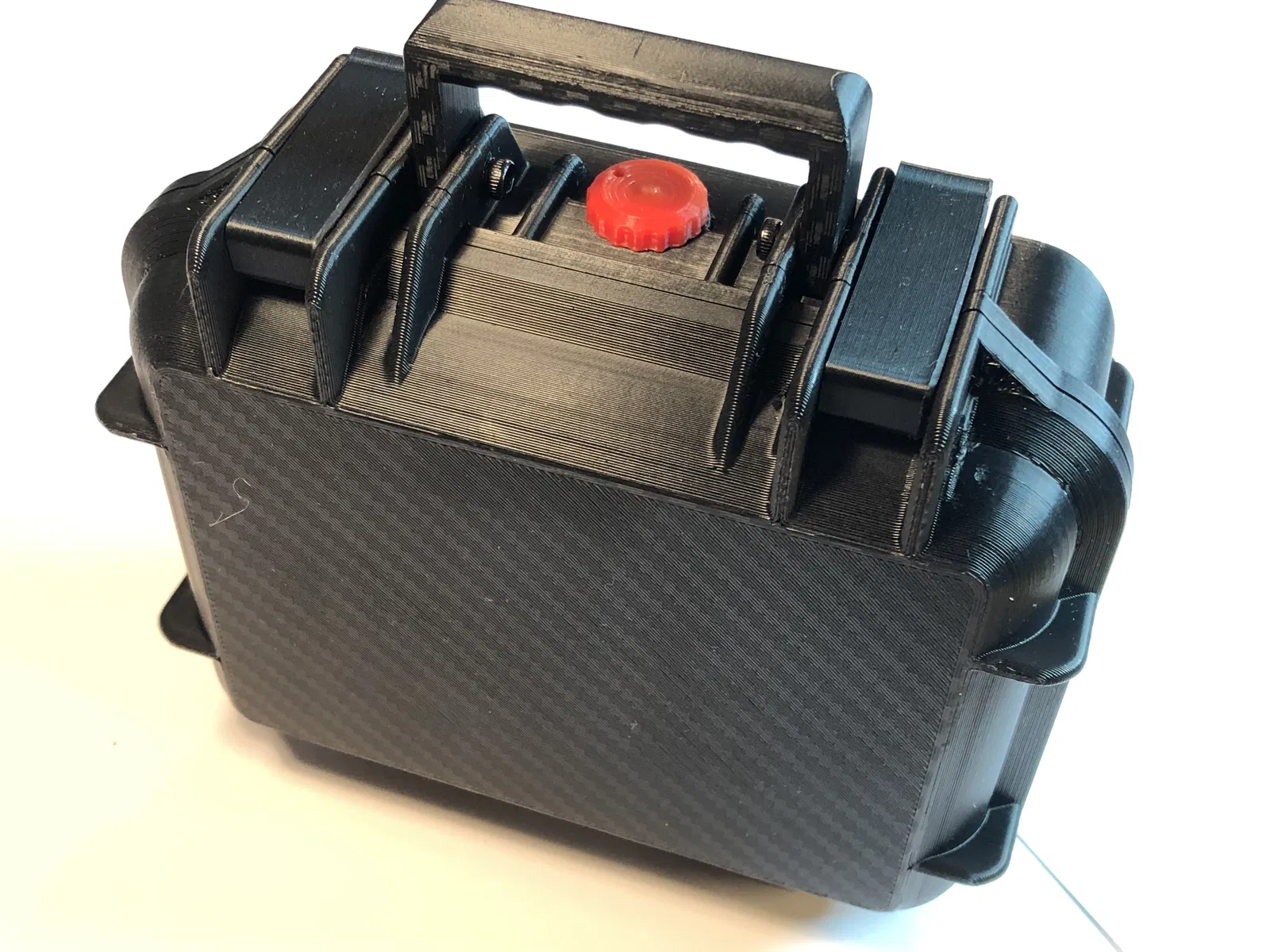
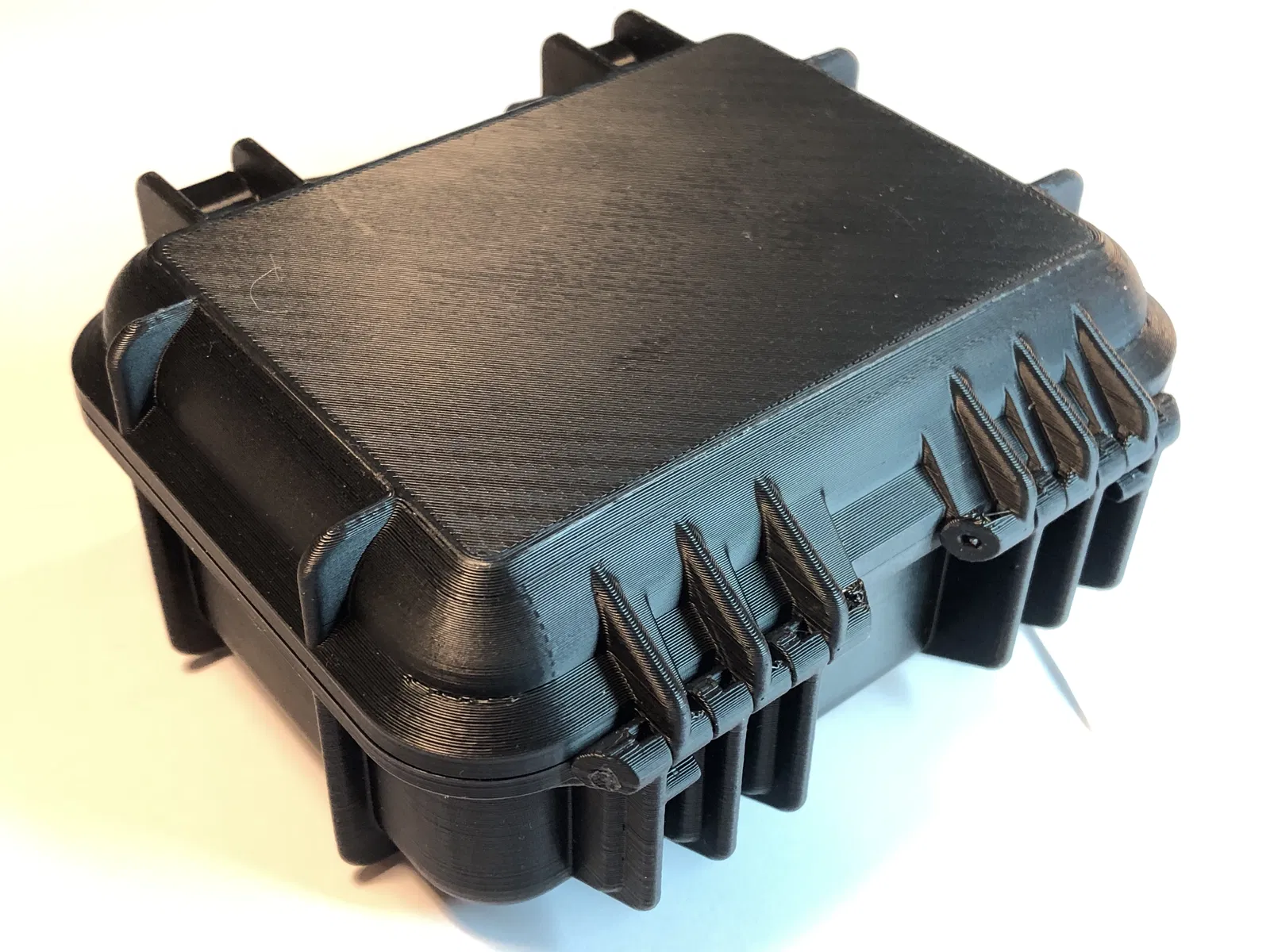
Các vật liệu được đề xuất là ABS cho hộp, thép không gỉ cho bản lề, v.v. và TPU cho gioăng. Bạn có thể sử dụng ASA thay cho ABS. PLA đã được sử dụng để tạo mẫu thử nghiệm, nhưng chỉ nên dùng trong môi trường có nhiệt độ bình thường. Bạn có thể thử PETG để có khả năng chịu nhiệt tốt hơn một chút so với PLA, nhưng ABS vẫn là vật liệu được khuyến nghị. Mô hình trong ảnh được in bằng ABS màu đen.
Nếu bạn in và làm hộp, việc tải lên ảnh sản phẩm đã in sẽ rất được đánh giá cao. Khi làm vậy, vui lòng cho biết tỷ lệ bạn đã chọn và loại sợi nhựa/thương hiệu/màu sắc bạn đã sử dụng.
Vật liệu dạng trụ/chốt/thanh để khóa, bản lề và tay cầm được khuyến nghị bằng thép không gỉ, mặc dù có thể sử dụng vật liệu kém bền hơn. Đây là liên kết đến một số chốt bằng thép không gỉ làm ví dụ https://www.aliexpress.com/item/4000473863693.html

Phiên bản 2.1 so với 2.0 đã sửa một số lỗi làm tròn trong định dạng STL cho mẫu hộp phía trên.

Điều chỉnh kích thước:
Khi điều chỉnh kích thước mô hình trong slicer, bạn cần điều chỉnh đồng nhất theo các trục X, Y và Z. Kích thước gần đúng cho các bộ phận khác nhau ở tỷ lệ 100%, 75% và 50% như được liệt kê bên dưới. Bạn sẽ cần 2 chốt cho mỗi loại trong 3 loại được liệt kê:
Phiên bản 100%
- Kích thước: khoảng 270x240x122mm (tường dày khoảng 4mm).
- Chốt khóa: 41 x 4mm Ø. Cần chính xác để có kết quả đẹp.
- Chốt bản lề: 75-85 x 4mm Ø.
- Chốt tay cầm: 22 x 6mm Ø. Hoặc bu lông M6x25 (cắt bớt 3mm).
- Đai ốc M4 cho nút xả áp.
- Vít lục giác SHCS M4x10 cho nút xả áp.
Phiên bản 75%
- Kích thước: khoảng 203x180x92mm (tường dày khoảng 3mm).
- Chốt khóa: 30.75 x 3 mm Ø. Cần chính xác để có kết quả đẹp.
- Chốt bản lề: 56-63 x 3 mm Ø.
- Chốt tay cầm: 16.5 x 4.5 mm Ø.
- Đai ốc M3 cho nút xả áp.
- Vít lục giác SHCS M3x8 cho nút xả áp.
Phiên bản 50%
- Kích thước: khoảng 135x120x61mm (tường dày khoảng 2mm).
- Chốt khóa: 20.5 x 2 mm Ø.
- Chốt bản lề: 37-42 x 2mm Ø.
- Chốt tay cầm: 11 x 3 mm Ø. Bạn có thể dùng bu lông lục giác M3x12 và bỏ bớt 1mm hoặc bu lông lục giác M3x10.
- Đai ốc M2 cho nút xả áp.
- Vít lục giác SHCS M2x5 cho nút xả áp. Phiên bản 50% có thể sử dụng sợi nhựa 1.75mm cho chốt trụ/chốt xi lanh cho đường kính 2mm trừ khi cần độ bền cao hơn.
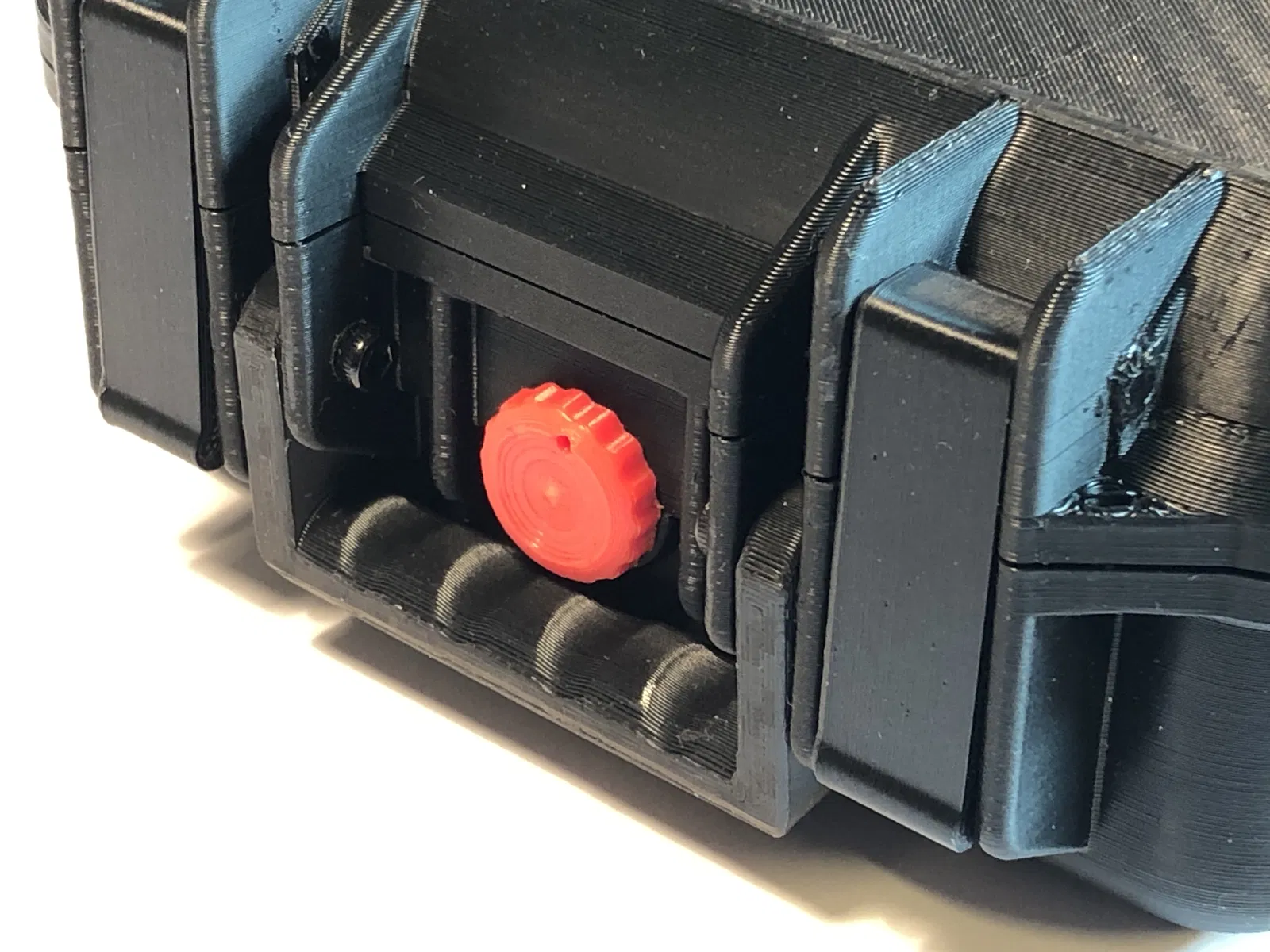
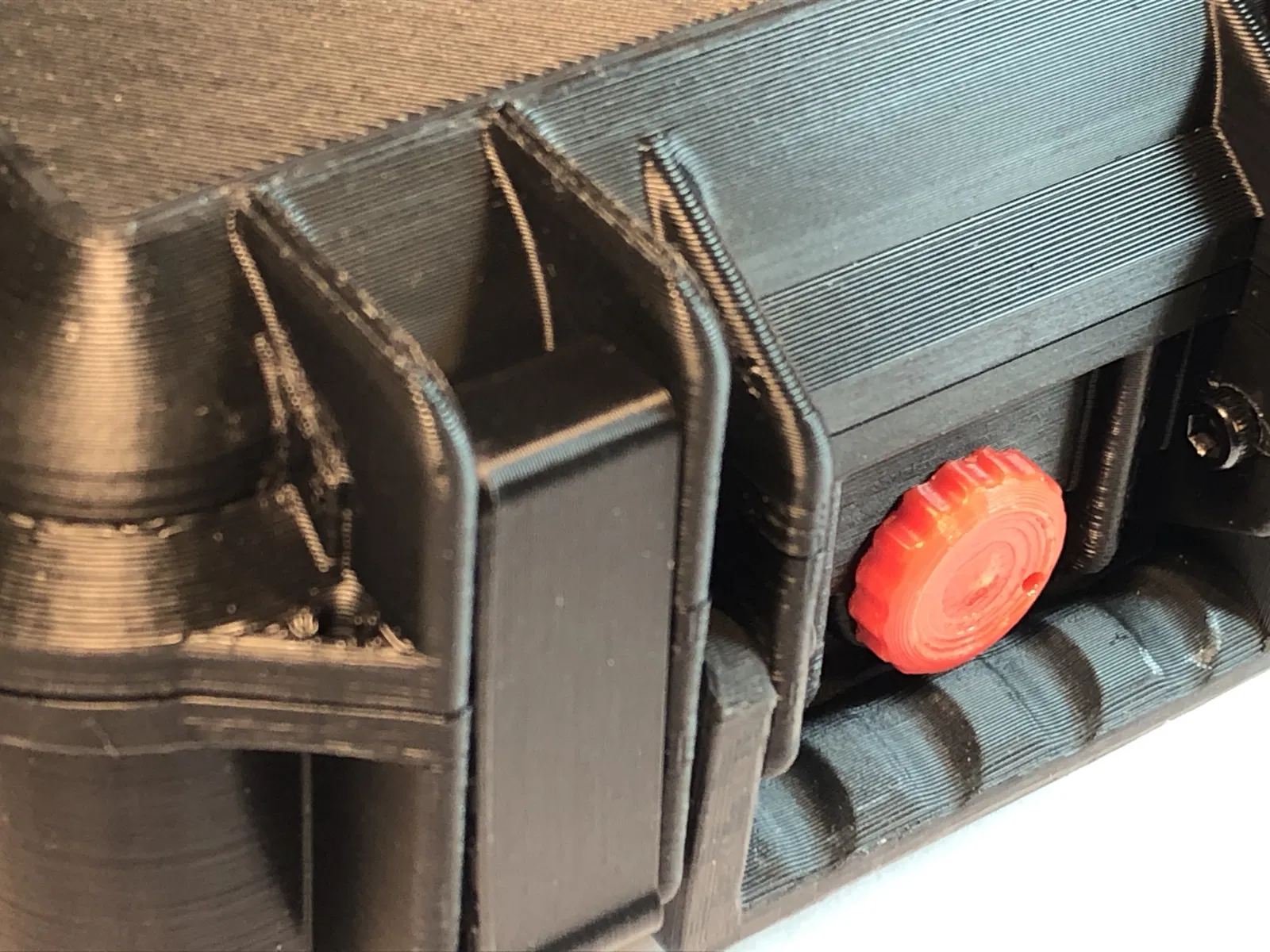
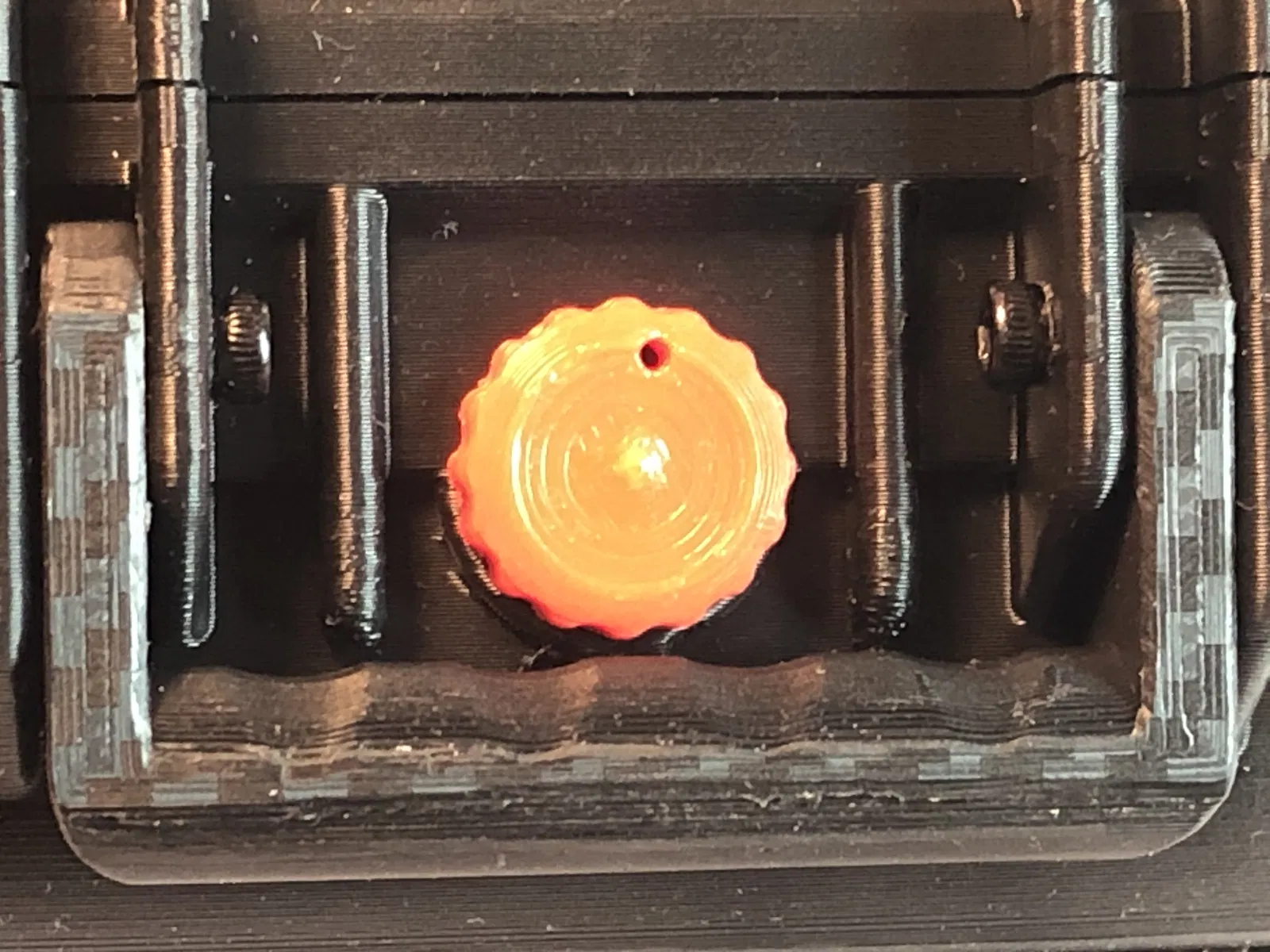
Nút xả áp:
Nút xả áp cần có đai ốc lục giác được tích hợp sẵn trong quá trình in. Nút bấm và đai ốc lục giác được thể hiện bên dưới:

Cách bạn lắp đai ốc lục giác là tạm dừng máy in và lắp đai ốc lục giác ngay trước khi máy in che đai ốc. Bên dưới là bảng cho biết thời điểm tạm dừng và lắp đai ốc cho các tỷ lệ 50%, 75% và 100% với chiều cao lớp là 0.2mm và 0.1mm, cả hai đều có lớp đầu tiên dày 0.2mm.
Tỷ lệ
Chiều cao lớp 0.2mm
Chiều cao lớp 0.1mm (lớp đầu tiên 0.2mm)
100%
Tạm dừng và lắp sau lớp 27
Tạm dừng và lắp sau lớp 50
75%
Tạm dừng và lắp sau lớp 21
Tạm dừng và lắp sau lớp 40
50%
Tạm dừng và lắp sau lớp 14
Tạm dừng và lắp sau lớp 27
Nút xả áp được cố định bằng Vít lục giác SHCS M2, M3 hoặc M4 như đã liệt kê ở trên.
Đây là hình ảnh lớp cuối cùng và lớp tiếp theo trong bản xem trước gcode có thể trông như thế nào trước khi tôi nên đặt đai ốc lục giác. Vì vậy, nếu lớp tiếp theo bạn sắp in trông giống như bản xem trước ở phía bên trái, thì đã đến lúc lắp đai ốc lục giác.

Cài đặt máy in:
Tùy thuộc vào phiên bản tỷ lệ và độ cứng mong muốn/yêu cầu của hộp, bạn có thể in với nhiều lớp tường, nhiều lớp trên/dưới và 100% infill làm yếu dần xuống còn vài lớp tường, vài lớp trên và dưới và có lẽ 30% infill. Như một sự thỏa hiệp, những điều sau đây đã được sử dụng thành công:
Chất lượng: Vòi phun 0.4mm, chiều rộng đường in 0.45mm và chiều cao lớp cố định 0.2mm.
Tường: 2 cho mẫu thử, 3 cho phiên bản tiêu chuẩn và 4-5 cho phiên bản cứng.
Trên/Dưới: 3 cho mẫu thử, 4-5 cho phiên bản tiêu chuẩn, 6-8 cho phiên bản cứng (chiều cao lớp 0.2mm).
Infill: Cubic 25% cho mẫu thử, 30% cho phiên bản tiêu chuẩn và 35-40% cho phiên bản cứng.
Hỗ trợ: Không cần thiết.
Bám dính mâm in: Không, skirt hoặc brim nếu bạn gặp sự cố với cong vênh hoặc khó khăn trong việc giữ một số bộ phận bám dính vào mâm in.
Lỗ: Vui lòng lưu ý mô hình được thiết kế để in chính xác. Nếu máy in của bạn tạo ra lỗ nhỏ hơn một chút so với thiết kế, bạn có thể thêm “Lỗ giãn nở ngang” (Hole horizontal expansion) trong Cura hoặc tương tự trong slicer bạn chọn.
Giãn nở dọc: Vui lòng lưu ý mô hình được thiết kế để in chính xác. Nếu máy in của bạn in quá nhiều vật liệu cho các bức tường, đừng sử dụng “Lưu lượng” (Flow) (trong Cura, bộ nhân đùn trong Prusa Slicer) để khắc phục điều này. Thay vào đó, hãy sử dụng “Giãn nở ngang” (Horizontal expansion) (trong Cura) và đặt nó thành -0.05mm hoặc bất cứ thứ gì phù hợp với bạn.
Chiều cao lớp biến đổi: Phiên bản mẫu tỷ lệ 50% trên ảnh được in (bằng ABS) với chiều cao lớp cố định 0.2mm. Các bản in thử nghiệm với chiều cao lớp biến đổi/động từ 0.1-0.3 đã được thử nghiệm với kết quả trái chiều. Về lý thuyết, các đường cong ở đáy, nắp trên và tay cầm sẽ trông đẹp hơn nhiều với chiều cao lớp động. Ngoài ra, việc in với tỷ lệ đặc biệt là 70% trở lên sẽ giúp giảm đáng kể tổng thời gian in, nếu có thể sử dụng chiều cao lớp động cao hơn 0.2mm.
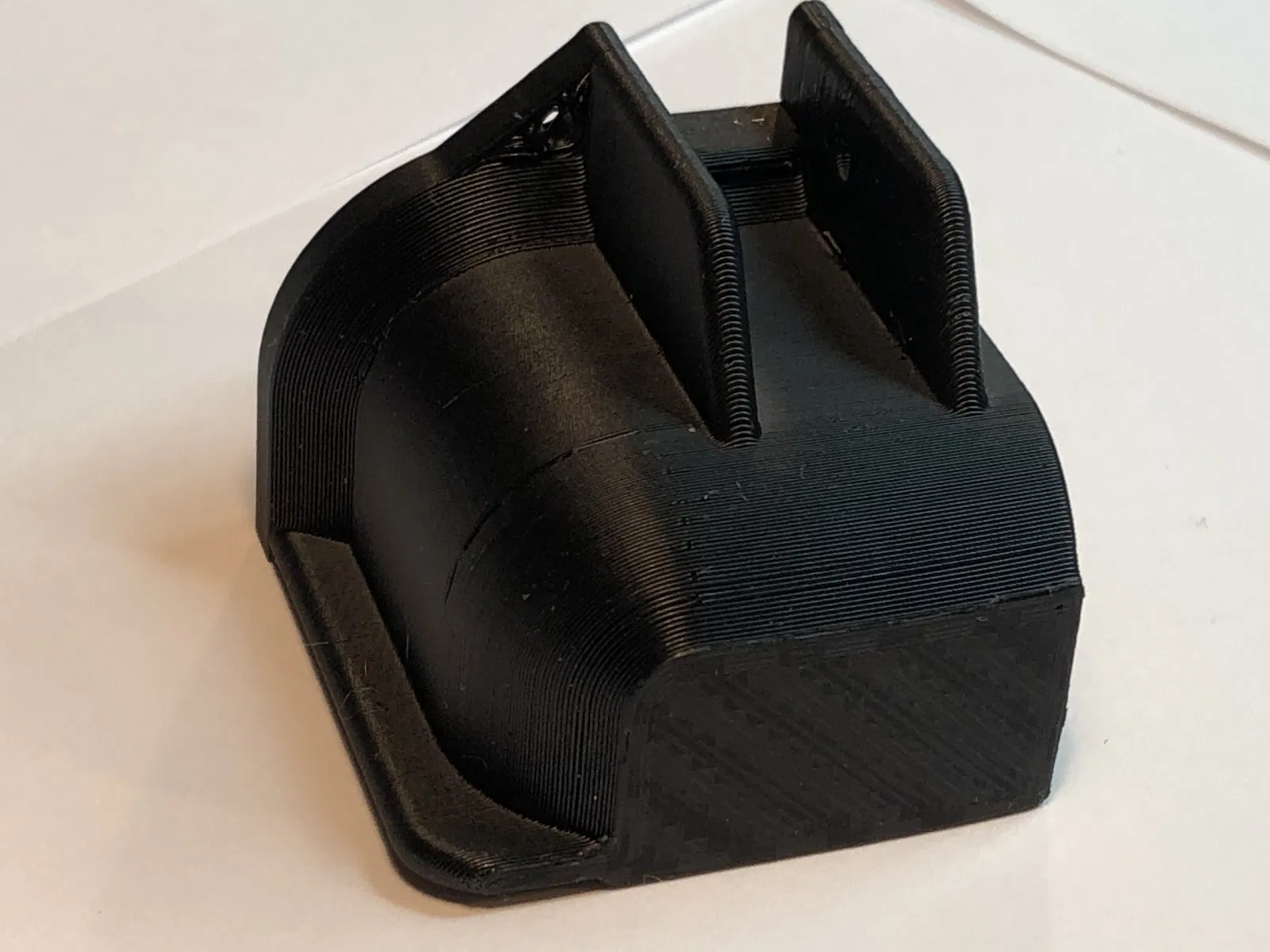
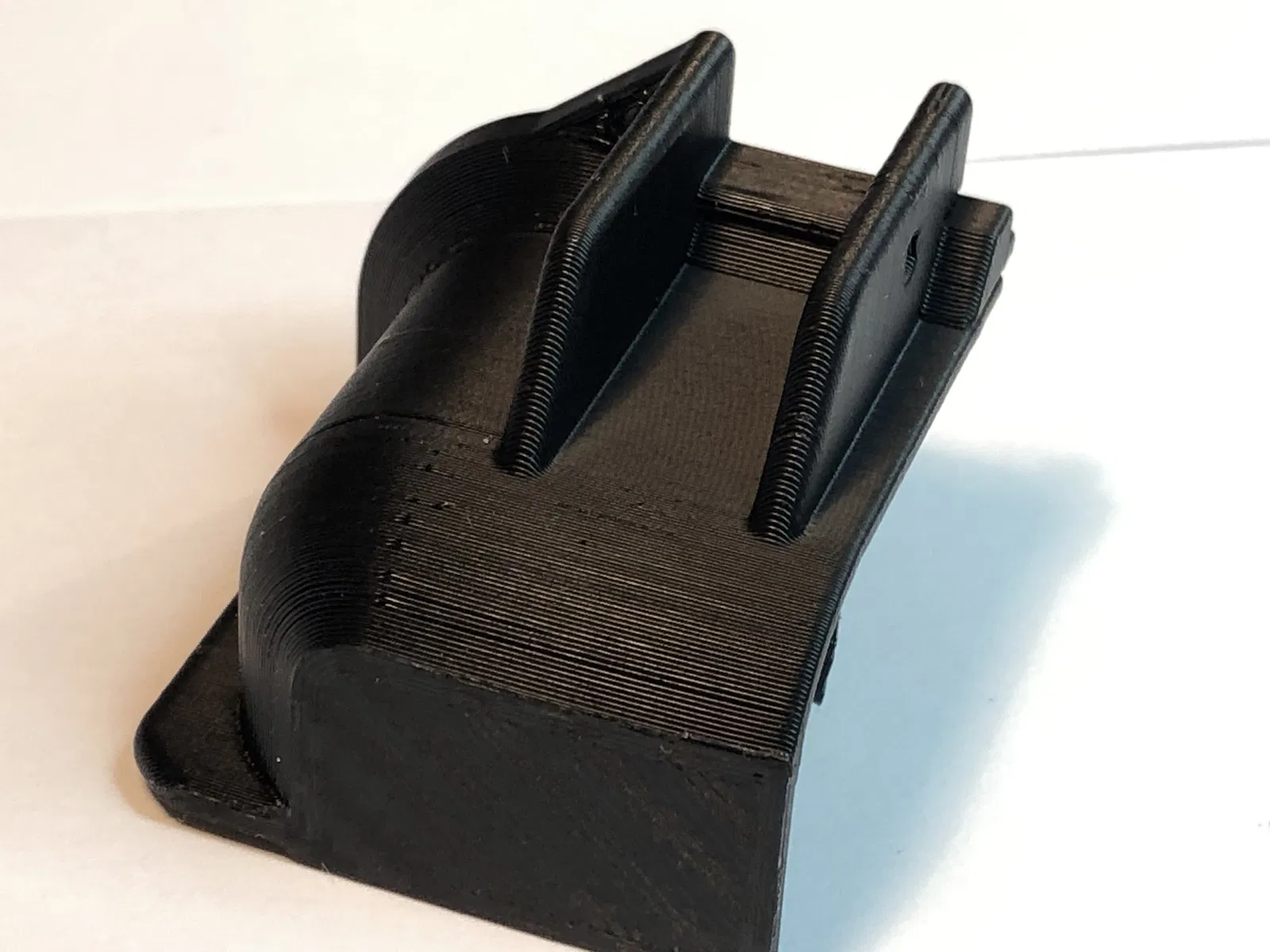
Hộp trên/dưới:
Phần trên và dưới của hộp được khuyến nghị in với mặt trên và mặt dưới hướng xuống mâm in.
Tay cầm:
Tay cầm được định hướng đúng như cách nó nên được in để đạt độ bền tối đa. Tay cầm được gắn bằng các chốt như đã liệt kê ở trên.

Các lỗ trên khóa, bản lề và tay cầm cũng như các lỗ trên phần trên cho khóa và bản lề, và các lỗ trên phần dưới cho bản lề và tay cầm đều có kích thước chính xác. Tùy thuộc vào mức độ hiệu chỉnh máy in của bạn và mức độ chính xác mà máy in của bạn in, bạn có thể phải làm sạch các lỗ bằng mũi khoan có kích thước phù hợp với phiên bản tỷ lệ đã chọn của bạn.
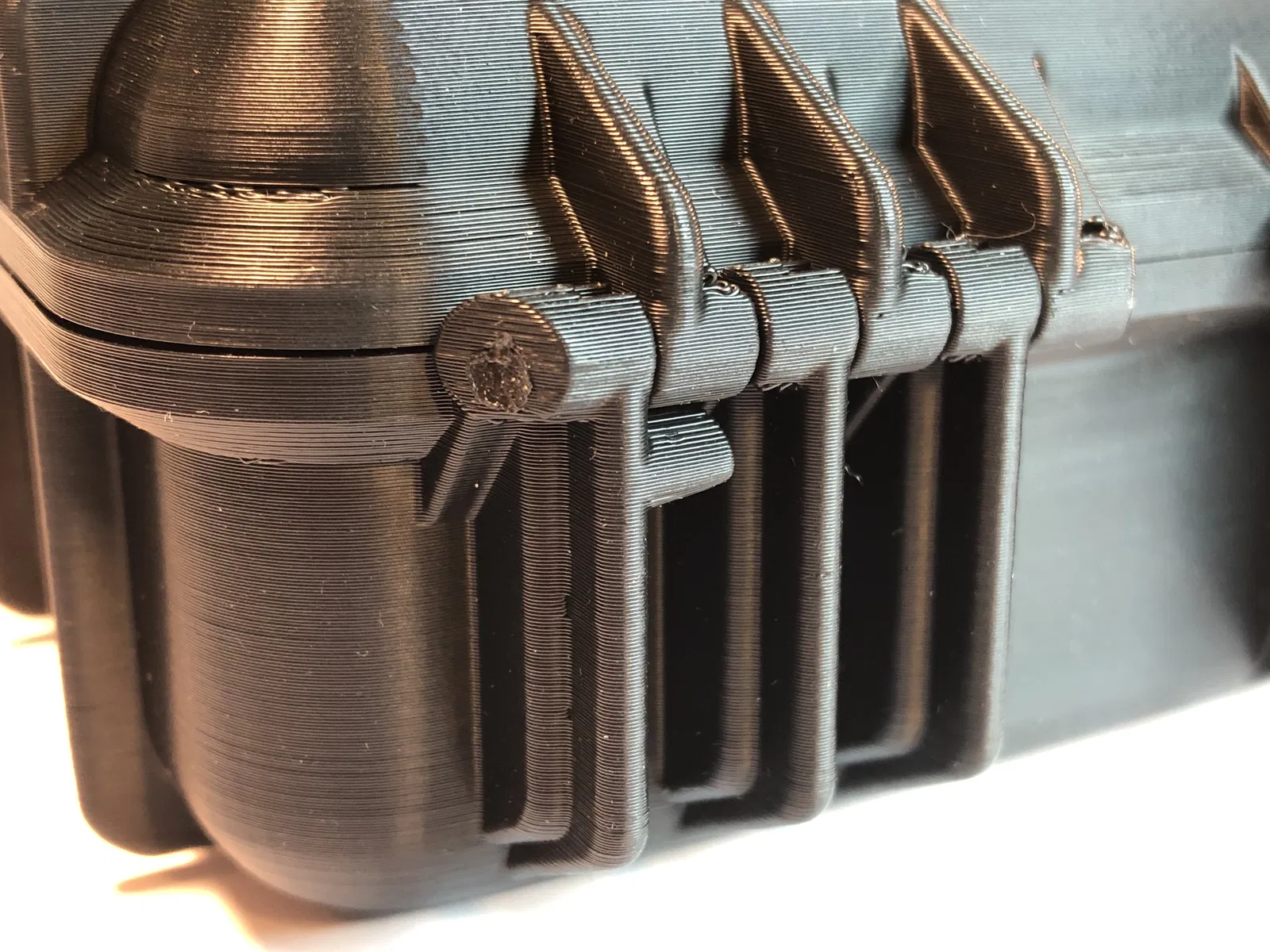
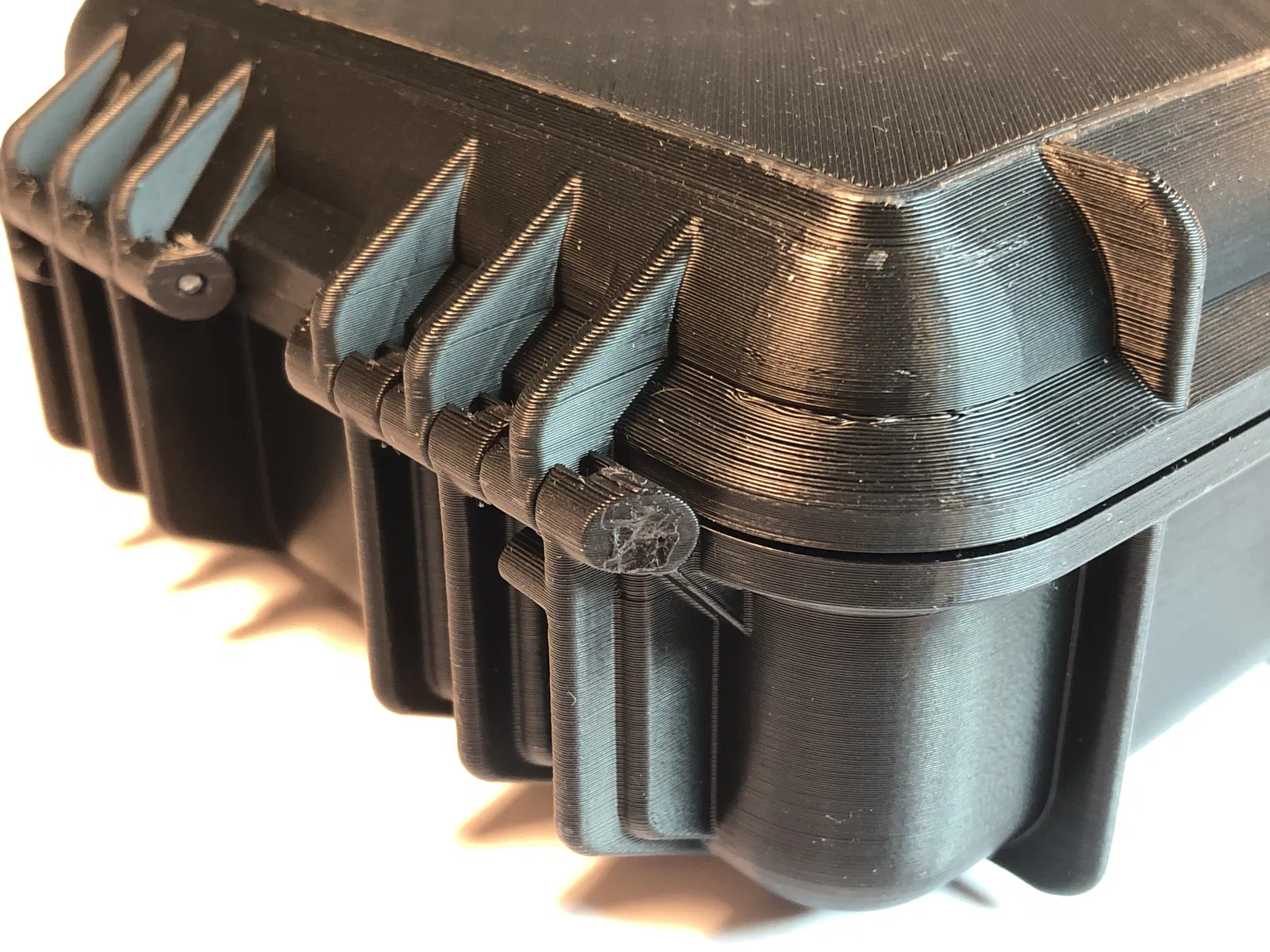
Khóa:
Đối với khóa (in hai lần), bạn nên tránh hiện tượng chân voi (elephant foot) và chọn giá trị âm cho giãn nở ngang lớp đầu tiên (Bù chân voi trong PrusaSlicer). Giá trị sẽ phụ thuộc vào máy in và hiệu chỉnh của bạn, nhưng khoảng từ -0.1 đến -0.35mm có thể là điểm khởi đầu tốt.

Gioăng:
Gioăng được khuyến nghị in bằng TPU hoặc vật liệu mềm tương tự. Nếu gioăng của bạn quá chật hoặc quá lỏng, bạn có thể điều chỉnh chiều cao (tỷ lệ Z) của gioăng trong slicer. Mặc dù bạn cần điều chỉnh tỷ lệ đồng nhất theo X, Y và Z, nhưng tỷ lệ Z cho gioăng có thể được điều chỉnh thêm một chút. Bạn có thể điều chỉnh độ dày của gioăng này trong Cura bằng cách thay đổi tham số giãn nở ngang dưới phần Tường. PrusaSlicer có khả năng tương tự với tên gọi “XY Size Compensation”. Xin lưu ý rằng trong cài đặt slicer, bạn có thể muốn đặt giá trị âm cho giãn nở ngang lớp đầu tiên để tránh chân voi. Trong PrusaSlicer, điều này được gọi là “Bù chân voi” (Elephant foot compensation). Tuy nhiên, trong một số trường hợp, chân voi giúp gioăng khít hơn.
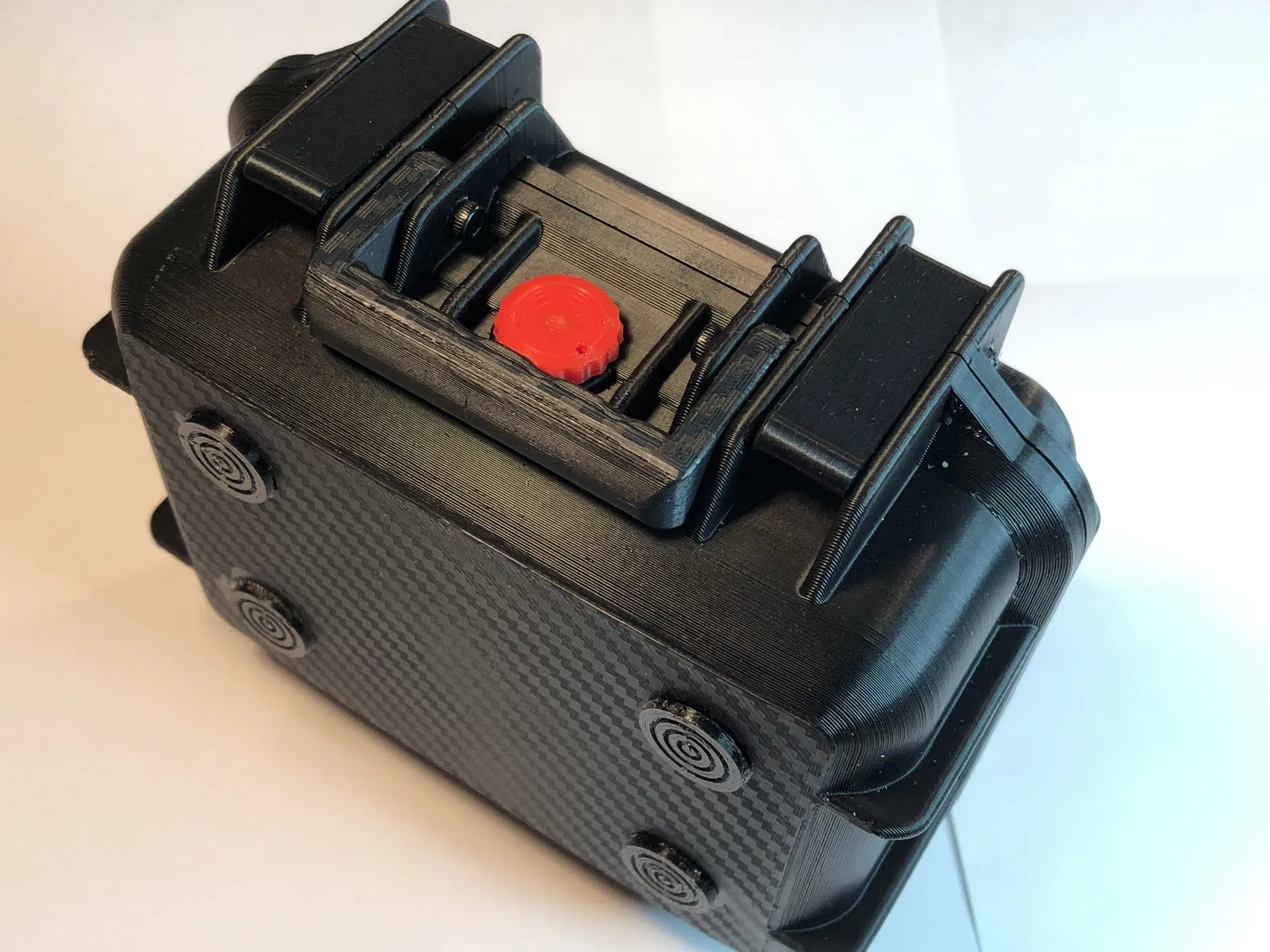
Chân đế: Chân đế là tùy chọn và được khuyến nghị in bằng TPU. Chân đế có thể được dán vào mặt dưới của hộp bằng keo siêu dính (gốc cyanoacrylate).
Giấy phép

File mô hình









Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!