CORE One ròng rọc căng dây đai thay đai ốc vuông bằng ren xoắn

Thay thế đai ốc vuông ban đầu bằng ren xoắn bằng đồng (ép nhiệt hoặc xoắn vào) để ngăn vít căng bị kẹt. Mô hình này có hai phiên bản STL cho các loại ren khác nhau, giúp giải quyết vấn đề đai ốc bị kẹt và khó điều chỉnh độ căng dây đai.











Mô tả
Galling là gì?
galling
danh từ: một loại hao mòn do ma sát giữa các bề mặt kim loại, thường dẫn đến các bộ phận bị dính hoặc kẹt. Ví dụ: "Galling có thể khiến đai ốc và bu lông bị kẹt dưới áp lực cao."
tính từ: cực kỳ khó chịu hoặc bực bội, phiền toái. Ví dụ: "Thật bực mình khi phải tháo dỡ nửa chiếc máy chỉ để với tới một con ốc và đai ốc bị kẹt đó."
— Chắc là từ một cuốn từ điển của một cơ khí sư bực bội nào đó.
Lịch sử cập nhật
Cập nhật ngày 6 tháng 8 năm 2025: sửa đổi ren ngoài của ren xoắn vào để in sạch sẽ (phiên bản 3.1). Tệp OpenSCAD V3.1 được cập nhật với thay đổi này.
Cập nhật ngày 31 tháng 7 năm 2025: Thêm một mô hình cho ren xoắn vào, bên cạnh mô hình ban đầu cho ren ép nhiệt. Tệp OpenSCAD V3 được cập nhật với mô hình mới này.
_Cập nhật ngày 22 tháng 7 năm 2025: Tệp OpenSCAD V2 được cập nhật để làm cho kích thước ren có thể thay đổi tham số để cho phép các kích thước khác, và để thay thế mô-đun ‘bolt_hole’ ban đầu bằng mô-đun ‘teardrophole’ được lập trình hoàn chỉnh. STL được cập nhật để đồng bộ với tệp, nhưng nó có chức năng tương đương với phiên bản đầu tiên.
Bộ phận sửa đổi này dùng để làm gì?
Nó thay thế đai ốc vuông bằng thép không gỉ trong bộ phận ròng rọc căng dây đai gốc bằng một ren xoắn bằng đồng dài hơn, với mục đích ngăn vít căng bị kẹt vào đai ốc. Khe hở đai ốc được lấp đầy, và kênh bu lông được điều chỉnh để lắp ren xoắn nhanh chóng và chính xác, với kết quả chắc chắn chống bị kéo ra.
Hai tệp STL được cung cấp - một cho ren ép nhiệt và một cho ren xoắn vào.
Bối cảnh
Đã có nhiều báo cáo về việc đai ốc vuông trong ròng rọc căng dây đai bị xoay trong khe hở của nó, khiến việc điều chỉnh độ căng trở nên không thể, và đòi hỏi một lượng công việc đáng kể để phá hủy bộ phận gốc. Nếu điều này xảy ra với bạn và bạn không có máy in khác để in bộ phận thay thế, bạn sẽ phải mua bộ phận thay thế từ Prusa. LỜI KHUYÊN: Nếu điều này xảy ra với bạn, nếu bạn vẫn còn độ căng sử dụng được khi đai ốc bắt đầu xoay, tức là không nhất thiết phải là độ căng ĐÚNG, nhưng đủ để tiếp tục in tạm thời, hãy in bộ phận thay thế TRƯỚC KHI bạn phá hủy bộ phận cũ, nếu không bạn sẽ bị bỏ lại với máy in của mình bị ngừng hoạt động.
Có vẻ như lý do khiến đai ốc xoay trong khe hở là do đai ốc bị kẹt vào vít căng, do một hiện tượng gọi là 'galling'.
Một giải pháp cho vấn đề này là bôi trơn các vít trước khi lắp chúng vào ròng rọc căng dây đai. LỜI KHUYÊN: Nên làm điều này vào lần tới khi bạn cần điều chỉnh độ căng dây đai. Nếu độ căng dây đai của bạn ổn, đừng chạm vào chúng, nhưng lần tới khi bạn cần điều chỉnh độ căng dây đai, hãy làm điều đó trước tiên - từ từ và đều, giảm độ căng ở cả hai bên để có thể tháo và bôi trơn vít căng.
Mô hình này
Một giải pháp khác, có lẽ là lâu dài hơn, là thay thế đai ốc vuông bằng thép không gỉ bằng một ren xoắn bằng đồng, vì đồng ít có khả năng bị galling khi tiếp xúc với bu lông thép không gỉ. Đó là những gì mô hình này nói về. Hãy coi đó là một biện pháp phòng ngừa, và cân nhắc lắp đặt nó TRƯỚC KHI bạn gặp sự cố galling.
Lưu ý rằng đây là một sửa đổi thử nghiệm - tôi chưa có đủ kinh nghiệm với nó để chắc chắn rằng nó sẽ chịu được độ căng của dây đai, cũng như giải quyết được vấn đề ‘galling’. Sử dụng có nguy cơ của riêng bạn.
Tuy nhiên, tôi đã chạy sửa đổi này được hơn một tháng và nó hoạt động hoàn hảo - không có dấu hiệu ren xoắn bị kéo ra ở độ căng cao hơn được đề xuất trong ứng dụng web, và không có dấu hiệu vít bắt đầu bị kẹt. Tôi đã thử nhiều giá đỡ thay thế khác nhau (cho các bài kiểm tra VFA), tất cả đều với cách tiếp cận ren xoắn này, vì vậy tôi đã lắp vào và tháo ra khỏi máy in nhiều lần mà không gặp bất kỳ sự cố nào. Và tất cả các lý thuyết đều ủng hộ ý tưởng rằng một ren xoắn dài bằng đồng sẽ tốt hơn một đai ốc thép không gỉ mỏng, cả về khả năng chịu tải và chống galling.
Tôi đã bao gồm tệp OpenSCAD ngắn mà tôi đã viết để tạo bộ phận này, phòng trường hợp bạn muốn sửa đổi nó. Nó dựa trên tệp STL gốc của Prusa, vì vậy tôi cũng đã bao gồm tệp đó.
Hai tệp STL được cung cấp. Tệp tải lên ban đầu chỉ dành cho ren ép nhiệt - có lẽ là loại ren phổ biến nhất trong in 3D, nhưng nó yêu cầu mỏ hàn có đầu phù hợp để làm nóng ren đủ để làm chảy nhựa xung quanh. Mô hình hiện đã được cập nhật để bao gồm một tệp STL phù hợp với ren xoắn vào, đôi khi được gọi là ren tự khai thác, không yêu cầu công cụ đặc biệt để lắp đặt. Mô hình ren xoắn cũng có ít rủi ro sai lệch hơn vì chỗ ngồi mà ren xoắn vào có ren M5 được mô hình hóa, và vì không cần làm chảy nhựa xung quanh nên sự căn chỉnh sẽ luôn hoàn hảo. Giờ đây, tôi thích ren xoắn vào, vì cả sự dễ lắp đặt và sự căn chỉnh được đảm bảo.
Lắp đặt ren ép nhiệt
Tôi đã sử dụng ren M3 bằng đồng với chiều dài tổng cộng 5,7mm, đường kính ngoài 4,6mm và đường kính đầu 4,1mm.

Ren ép nhiệt M3 4.6mm x 5.7mm.
Sửa đổi này để lại một vai cho ren xoắn tựa vào, để nó không bị kéo ra dưới sức căng. Điều này yêu cầu ren xoắn phải được lắp từ phía ròng rọc. Vị trí cho ren xoắn được tạo hình sao cho ren xoắn nằm ở vị trí và căn chỉnh đúng, chỉ cần ấn thẳng vào bằng mỏ hàn.

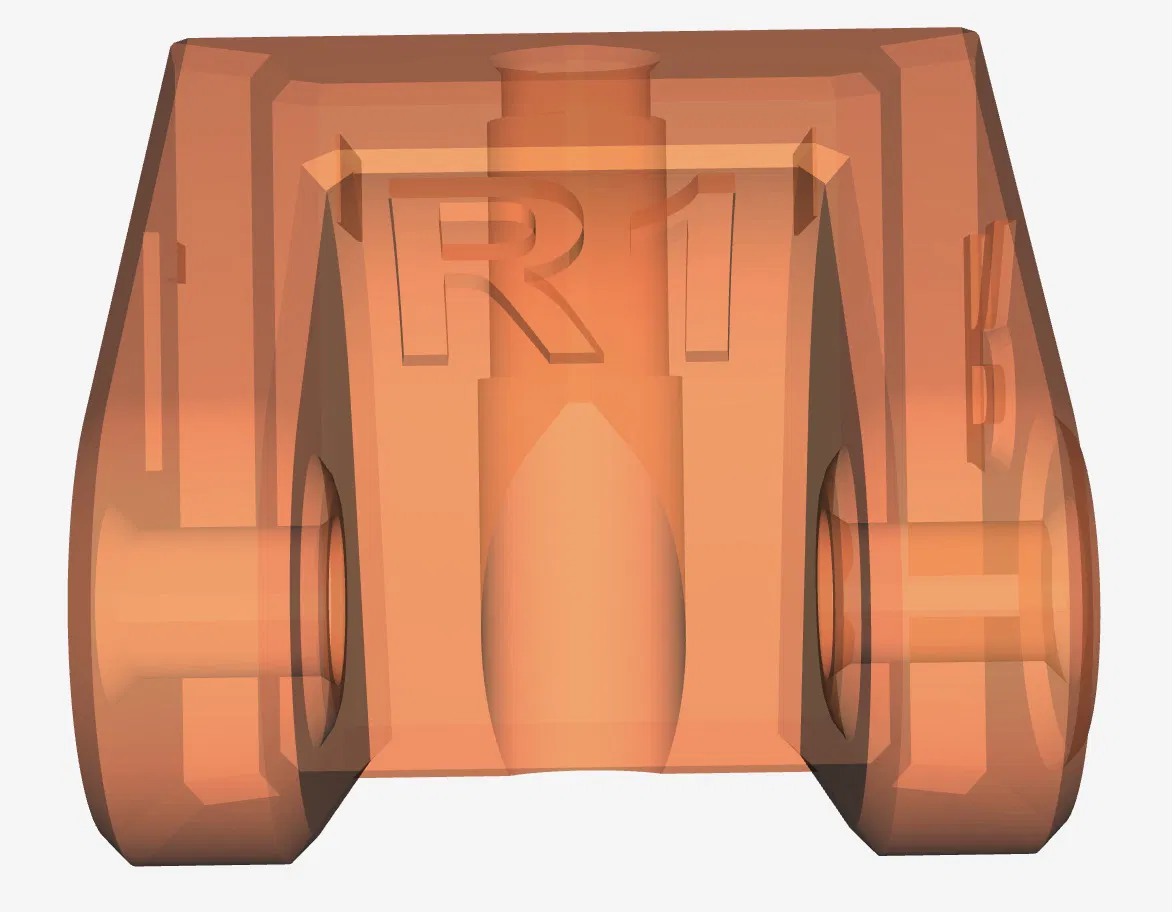
Chế độ xem X-quang, cho thấy hình dạng của vị trí ren và vai ở trên cùng

Ren xoắn nằm trong ‘vị trí’ trước khi lắp hoàn toàn bằng mỏ hàn.
Hãy cẩn thận không để đầu mỏ hàn làm chảy nhựa xung quanh, kiểm tra xem ren đã được lắp chặt vào vai chưa, và cũng kiểm tra xem nó có thẳng không bằng cách lắp một con vít M3 dài và điều chỉnh ren nếu cần khi nhựa vẫn còn mềm. Lưu ý rằng việc này vào PC-CF với độ điền đầy 100% khó hơn là lắp ren vào ABS hoặc PETG chẳng hạn. Cũng kiểm tra xem nhựa xung quanh ren có bị phồng vào không gian nơi ròng rọc và dây đai sẽ chạy - ấn nó xuống khi nó vẫn còn mềm, nếu cần, hoặc làm sạch bằng lưỡi dao. Tôi đã vặn con vít M3 dài vào một phần ren trước khi dùng mỏ hàn, để tôi có thể dùng kìm để kéo ren vào vị trí khi đã nóng, thay vì đẩy hết bằng mỏ hàn.
Các đầu ren chuyên dụng có sẵn cho hầu hết các mỏ hàn. Trong trường hợp này, tôi đã có kết quả tốt với một mũi hàn mỏ hàn dạng côn đơn giản - tôi giữ một cái mà tôi không bao giờ dùng để hàn, để ren của ren không bị tắc nghẽn bởi thiếc hàn dư.

Sử dụng vít căng để giúp kéo và căn chỉnh ren trong khi gia nhiệt bằng mỏ hàn.
Bạn nên lắp ren sao cho nó chạm vào vai 1,5mm ở phía vít. Đối với ren được hình dung ở trên, điều này sẽ khiến nó hơi thấp hơn một chút so với đỉnh của lỗ nghiêng ở phía ròng rọc. Mặt cắt bên dưới cho thấy vị trí mà ren nên nằm. Trên thực tế, vị trí không quan trọng bằng sự căn chỉnh, vì sẽ có nhựa nóng chảy bám vào các rãnh, và có lẽ có một ít nhựa nóng chảy đẩy về phía trước của ‘đầu’ ren để hoạt động như một vai bổ sung.

Vị trí mục tiêu cho ren ép nhiệt.
Lắp đặt ren xoắn vào
LƯU Ý: Loại ren này khó tìm bằng đồng hơn - hầu hết các nhà cung cấp đều cung cấp thép carbon mạ kẽm, có ngoại hình tương tự, nhưng màu sắc có thể đến từ mạ kẽm. Lớp kẽm sẽ tốt hơn cho khả năng chống galling so với thép không gỉ nhưng mềm hơn đồng và do đó không bền bằng. Tuy nhiên, thép carbon bên dưới lớp mạ kẽm có khả năng chống mài mòn rất tốt và cũng tốt hơn thép không gỉ về mặt chống galling. Diễn giải của tôi: tìm ren bằng đồng nếu có thể, nhưng thép carbon mạ kẽm vẫn tốt hơn đai ốc thép không gỉ.
Tôi đã sử dụng ren M3 bằng thép carbon mạ kẽm với chiều dài tổng cộng 6mm và ren ngoài M5 (bước ren 0,5mm).

Ren xoắn vào M3 6mm x M5x0.5.
Lưu ý rằng khe ở một đầu là thứ cho phép ren tự tạo ren vào nhựa, và nó nên được vặn vào lỗ với đầu này dẫn trước. Khe không dùng để sử dụng tua vít đầu phẳng để vặn ren vào. Có các dụng cụ đặc biệt để lắp ren xoắn vào, nhưng hoàn toàn có thể làm việc này mà không cần dụng cụ như vậy. Thông thường, một con vít M3 ngắn được lắp hoàn toàn vào ren sẽ cho phép ren được vặn vào. Tuy nhiên, ren có thể có xu hướng ‘bám’ vào vít khi siết chặt, sao cho việc tháo vít có thể mang ren ra cùng với nó. Một giải pháp tốt là đặt một vòng đệm giữa đầu vít và ren, để giới hạn độ bám của ren vào vít để có thể tháo nó ra dễ dàng. Vì vòng đệm có thể có đường kính lớn hơn ren, cách tiếp cận này chỉ cho phép ren được vặn phẳng với bề mặt ngoài.
Trong mô hình này, giống như ren ép nhiệt, một vai được để lại ở phía vít của bộ phận, để ngăn ren bị kéo ra dưới sức căng. Điều này yêu cầu ren xoắn phải được lắp từ phía ròng rọc. Hơn nữa, mặt cắt lỗ ở phía ròng rọc bị nghiêng, và ren cần phải thấp hơn mặt phẳng, vì vậy cách tiếp cận vít + vòng đệm sẽ không hoạt động ở đây. Thay vào đó, tôi đề nghị sử dụng một ren dự phòng để làm nhiệm vụ của vòng đệm - vặn nó vào một con vít M3x12 theo chiều ngược lại, tức là với khe hướng về đầu vít, và sau đó sử dụng cái này để vặn ren thứ hai chặt vào vai. Sau đó, vít + ren ngược có thể được tháo ra dễ dàng. Nếu ren ngược bị kẹt trong lỗ ren khi tháo vít, nó có thể được tháo ra bằng tua vít đầu phẳng, nhờ có khe hướng về phía sau.

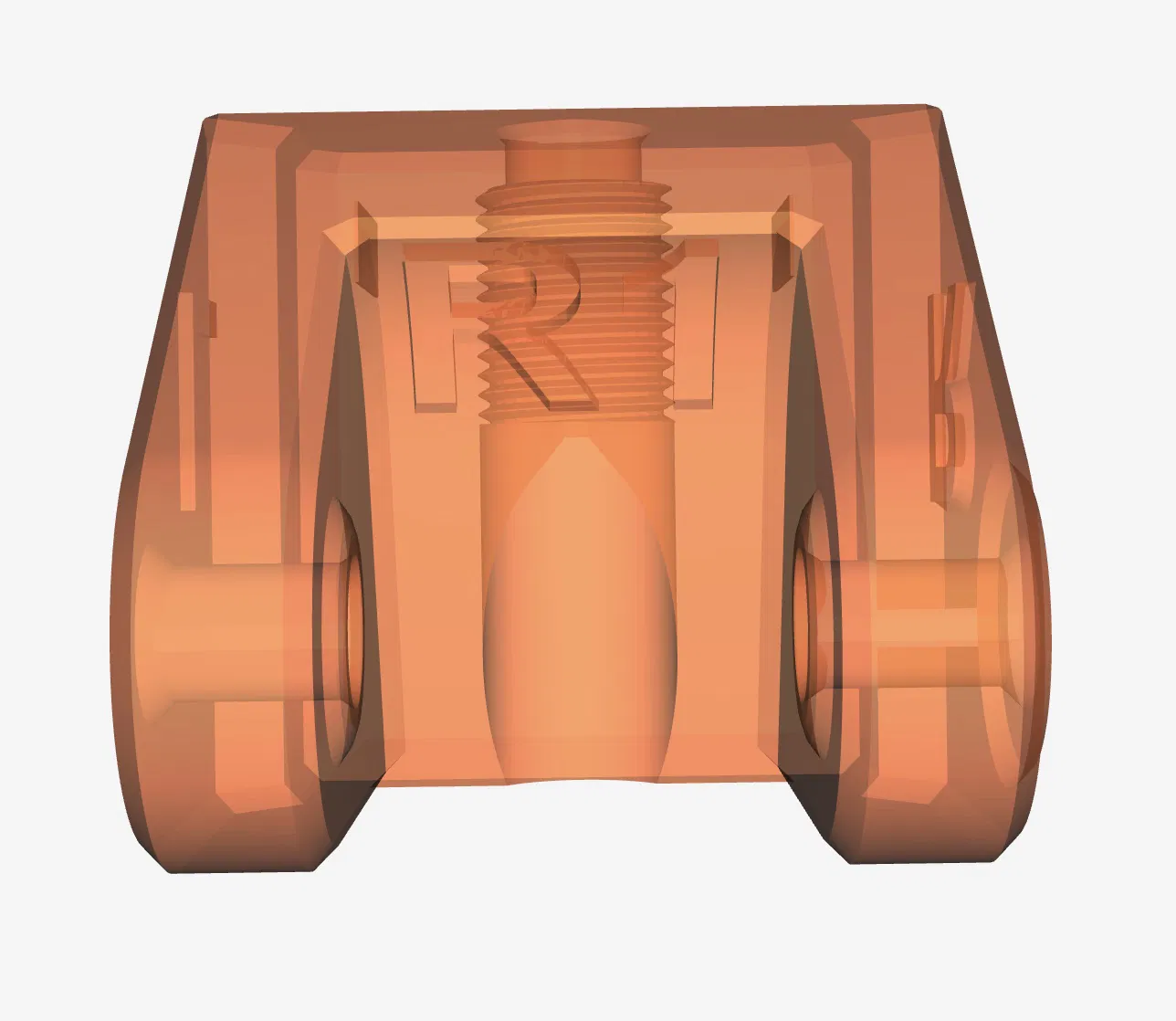
Chế độ xem X-quang, cho thấy vị trí ren cho ren xoắn vào, và vai ở trên cùng

Một dụng cụ lắp tạm thời cho ren xoắn vào.

Ren được gắn vào dụng cụ lắp.

Ren sẵn sàng để được vặn vào bộ phận nhựa.

Đã lắp hoàn toàn

Vị trí mục tiêu cho ren xoắn vào.
Lưu ý rằng khi vít căng được lắp vào bộ phận này, hướng mà vít cần được xoay để tăng độ căng dây đai là cùng hướng mà nó sẽ có xu hướng làm bung ren ra khỏi vị trí của nó trong bộ phận. Tuy nhiên, trên thực tế, điều này không phải là vấn đề vì ren sẽ rất chặt trong bộ phận và hầu như không có ma sát giữa vít và ren. Khi độ căng dây đai tăng lên, ma sát giữa vít và ren sẽ tăng lên, nhưng ma sát giữa ren và nhựa cũng vậy. Theo kinh nghiệm của tôi, ren xoắn vào cực kỳ khó tháo (ví dụ: để lấy chúng ra khỏi bản in thử nghiệm) mà không làm hỏng bộ phận - cực kỳ khó để có được lực bám giữa vít và ren (đó là toàn bộ điểm của bộ phận sửa đổi này!). Vì vậy, tôi không mong đợi ren sẽ bị bung ra trong quá trình sử dụng bình thường.
Cài đặt in
Prusa chỉ khuyến nghị PC-CF cho bộ phận này, có lẽ vì nó không nên bị ‘chảy’ dưới sức căng và nhiệt mà nó sẽ trải qua bên trong buồng CORE One. Các vật liệu khác có thể hoạt động, đặc biệt là các vật liệu chịu nhiệt cao hơn như ABS* hoặc ASA, nhưng hãy kiểm tra độ căng dây đai của bạn đôi khi.
Bộ phận này cũng nên bền. Tôi đã sử dụng độ điền đầy 100% và cấu hình Structural 0,15mm, với 4 lớp bao quanh. Prusa quy định Structural 0,2mm với độ điền đầy lưới 15%. Đã có báo cáo về việc bộ phận nhà máy bị vỡ, vì vậy trong khi bạn đang làm, tại sao không in nó mạnh hơn một chút?
Nếu in bằng Prusament PC-CF trên CORE One, lưu ý rằng hệ số nhân đùn mặc định là 1,04. Theo kinh nghiệm của tôi, con số này quá cao và sẽ dẫn đến các bản in quá khổ. Đối với mô hình này, bạn có thể gặp khó khăn khi lắp bộ giữ ròng rọc vào kênh của nó trong giá đỡ bộ căng với hệ số nhân đùn mặc định. Tôi đã sử dụng giá trị 1,00 và thậm chí có thể đã giảm thấp hơn, chẳng hạn như 0,97 hoặc 0,98. *Tôi đã sử dụng một cặp bộ giữ ròng rọc ABS với ren xoắn vào trong vài tuần, trong thời gian đó tôi đã in nhiều công việc ABS và ASA liên quan đến nhiệt độ buồng ở mức 50 độ C trong vài giờ, và dường như chưa có vấn đề gì với các bộ phận ròng rọc ABS. Chúng giữ độ căng dây đai tốt như các bộ phận PC-CF. Tôi dự định giữ các bộ phận này vô thời hạn để theo dõi hiệu suất của chúng.
Giấy phép
File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!