Bộ Nắp Chụp Đầu Trục Vít Me Linh Hoạt Phrozen ARCO

Khắc phục hiệu ứng Z-banding trên máy in 3D Phrozen ARCO bằng cách sửa đổi 4 trục vít me. Hướng dẫn chi tiết cách in và lắp đặt bộ nắp chụp đầu trục linh hoạt, thay thế bạc đạn cố định để giảm thiểu rung động và cải thiện chất lượng in.




Mô tả
Chiếc máy in 3D "Phrozen ARCO" KickStarter của tôi vừa mới về.
Sau khi hoàn tất các hiệu chỉnh và cập nhật firmware, tôi bắt đầu nhận thấy hiệu ứng Z-banding trên tất cả các bản in thử nghiệm.
Sau khi kiểm tra các nguyên nhân có thể xảy ra, tôi phát hiện ra phần đầu của cả 4 trục vít me được cố định bằng một con vít vào bạc đạn phía trên. Tôi quyết tâm thiết kế một giải pháp cho vấn đề này, nhưng khi tôi tháo con vít trung tâm phía trước bên trái ra khỏi trục vít me để lấy hết số đo, toàn bộ trục Z đã bị tụt xuống khoảng 4 đến 5mm. Việc tạo ra độ rơ dọc 4 đến 5mm không phải là ý định ban đầu, vì vậy tôi đã tìm cách khắc phục chuyển động dọc này.
Sau khi mở đáy máy in và kiểm tra các cụm puli, tôi phát hiện ra rằng các trục vít me có thể được đẩy sâu hơn vào các puli dây đai tương ứng của chúng. Sau khi cố định lại cả 4 trục vít me, độ rơ 4 đến 5mm đã biến mất. Vì vậy, bây giờ tôi có thể bắt đầu thiết kế các bộ phận cần thiết để tạo cho phần đầu của 4 trục vít đủ độ rơ để không gây ra Z-banding.
Việc đã có sẵn các máy Prusa XL trong xưởng làm việc đã cho tôi ý tưởng về cách tạo ra nắp chụp đầu trục linh hoạt đó. Thiết kế và thử nghiệm sau đây khá đơn giản và không tốn nhiều thời gian. Việc viết và ghi lại các bước cần thiết trong hướng dẫn này có lẽ sẽ mất nhiều thời gian không kém.
Khuyến khích in các bộ phận bằng PETG hoặc Nylon vì chúng cần một chút linh hoạt. PLA cũng có thể dùng được, nhưng vì nó là vật liệu cứng hơn, nó có thể bị gãy sau một thời gian.
Bạn cần in 4 cái vòng đệm m3 10mm!!
Tôi đã giữ dung sai chặt chẽ, chỉ 0.1mm giữa các bộ phận, vì vậy hãy đảm bảo sợi nhựa của bạn được hiệu chỉnh tốt trước khi in các bộ phận!
Đây là ví dụ về bản in bị Z-banding trước và sau khi chỉnh sửa.

Cho đến nay, nó đã cải thiện đáng kể, đến mức người không tìm kiếm Z-banding cụ thể sẽ không nhận thấy. Tuy nhiên, là một người cầu toàn, tôi nhìn thấy tất cả và muốn loại bỏ hoàn toàn, vì vậy tôi sẽ tiếp tục cố gắng tìm cách loại bỏ nó.
Các bước để thay thế bạc đạn trên cùng bằng nắp chụp đầu trục linh hoạt:
-
Trước khi tắt máy in và rút dây nguồn, bạn nên hạ giàn máy xuống khoảng chiều cao của các khối căn chỉnh Z bằng nhựa.
-
Tháo giá đỡ ống chỉ và khớp nối bowden khỏi khung.
-
Tháo 4 nắp góc Z bằng nhựa phía trên để dễ dàng tiếp cận các bạc đạn phía trên.
-
Trước khi tháo các vít và bạc đạn phía trên, bạn nên sử dụng 2 khối căn chỉnh Z bằng nhựa để cố định tạm thời giàn máy vào khung máy in. Điều này sẽ đảm bảo rằng mặt trước, mặt sau, bên trái và bên phải của cụm giàn máy luôn thẳng hàng. Gắn 2 khối bằng các vít vận chuyển của chúng vào khung, sau đó gắn giàn máy bằng các vít vận chuyển của nó vào các khối căn chỉnh.

-
Tháo vít trung tâm đang cố định trục vít me vào bạc đạn. Trục vít me có thể sẽ tụt xuống vài mm, đừng lo lắng!
-
Tháo 2 vít cố định bạc đạn vào giá đỡ góc.
-
Lặp lại quy trình này cho các góc còn lại.
-
Lật ngược máy in và tháo các vít cố định nắp dưới.
-
Khi nhấc nắp dưới lên, hãy cẩn thận với dây nối với quạt làm mát bo mạch chính. Tháo keo đỏ khỏi đầu nối cáp quạt và tháo đầu nối ra khỏi bo mạch.

-
Bạn có thể cần cắt vài dây rút để dây quạt được tự do, sau đó đặt nắp dưới sang một bên.
-
Bên trong mỗi puli có 2 vít định vị (grub screws) ngăn trục vít me quay bên trong puli. Nới lỏng các vít định vị này (mũi tên đỏ) 2 vòng. Nới lỏng hoàn toàn vít trung tâm (mũi tên xanh lá cây).

-
Bước quan trọng! Sử dụng trục vít me để đẩy bạc đạn trên cùng ra, bằng cách xoay trục vít xuống cho đến khi bạc đạn ra khỏi giá đỡ phía trên.
-
Bây giờ bạn có thể siết chặt vít trung tâm cố định trục vít me vào puli. Bạn có thể cần giữ trục vít me lên trên để siết chặt vít trung tâm đó cho đến khi nó không thể đi xa hơn được nữa. Nếu mọi thứ diễn ra suôn sẻ, tất cả độ rơ dọc đã được loại bỏ khỏi cụm trục vít me. Nếu không, hãy lặp lại bước này cho đến khi độ rơ dọc biến mất.
-
Siết chặt lại 2 vít định vị để ngăn puli quay bên trong puli. Kiểm tra xem mọi thứ đã được cố định chưa! Lặp lại cho các cụm puli/trục vít còn lại.
-
Gắn lại đầu nối quạt vào bo mạch và sử dụng một vài dây rút để bó tất cả dây lại và lắp lại nắp dưới.
-
Siết chặt các vít nắp dưới và xoay máy in về tư thế thẳng đứng.
-
Bạn có thể thêm một đoạn ống co nhiệt nhỏ hoặc băng keo điện vào 15mm cuối của trục vít me. (Không che các lỗ vít!!) Điều này để giảm thiểu tiếng động tiếp xúc từ trục vít me với giá đỡ góc bằng nhôm. Trong quá trình di chuyển nhanh của bản in, trục vít me rung động khá nhiều và một trục vít cứ va vào giá đỡ, tạo ra tiếng kêu rất khó chịu. Ống co nhiệt giúp giảm thiểu những tiếng động tiếp xúc này. Nếu bạn không có ống co nhiệt, một đoạn băng keo điện quấn quanh đầu trục vít me cũng sẽ hoạt động tương tự.
-
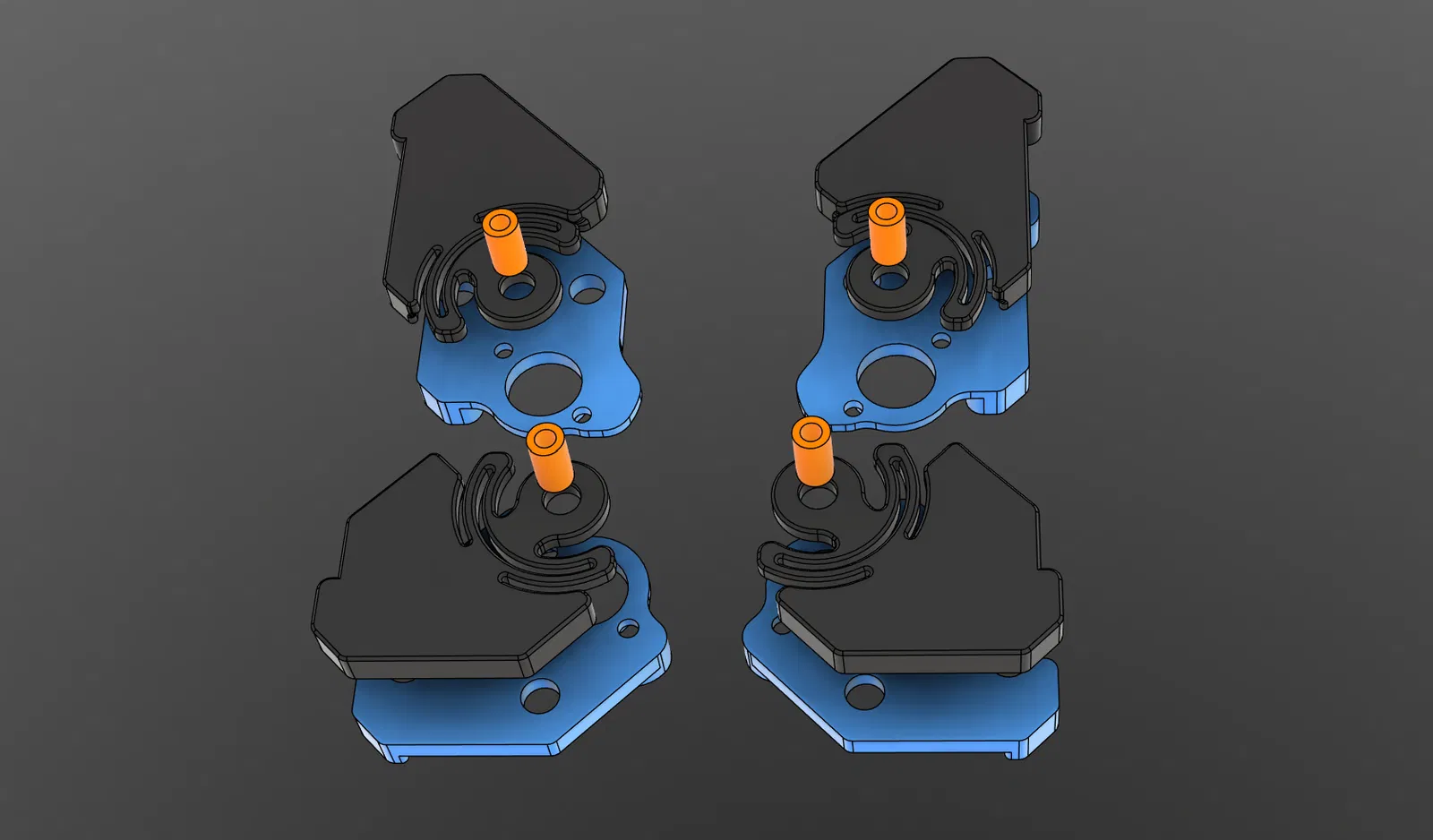
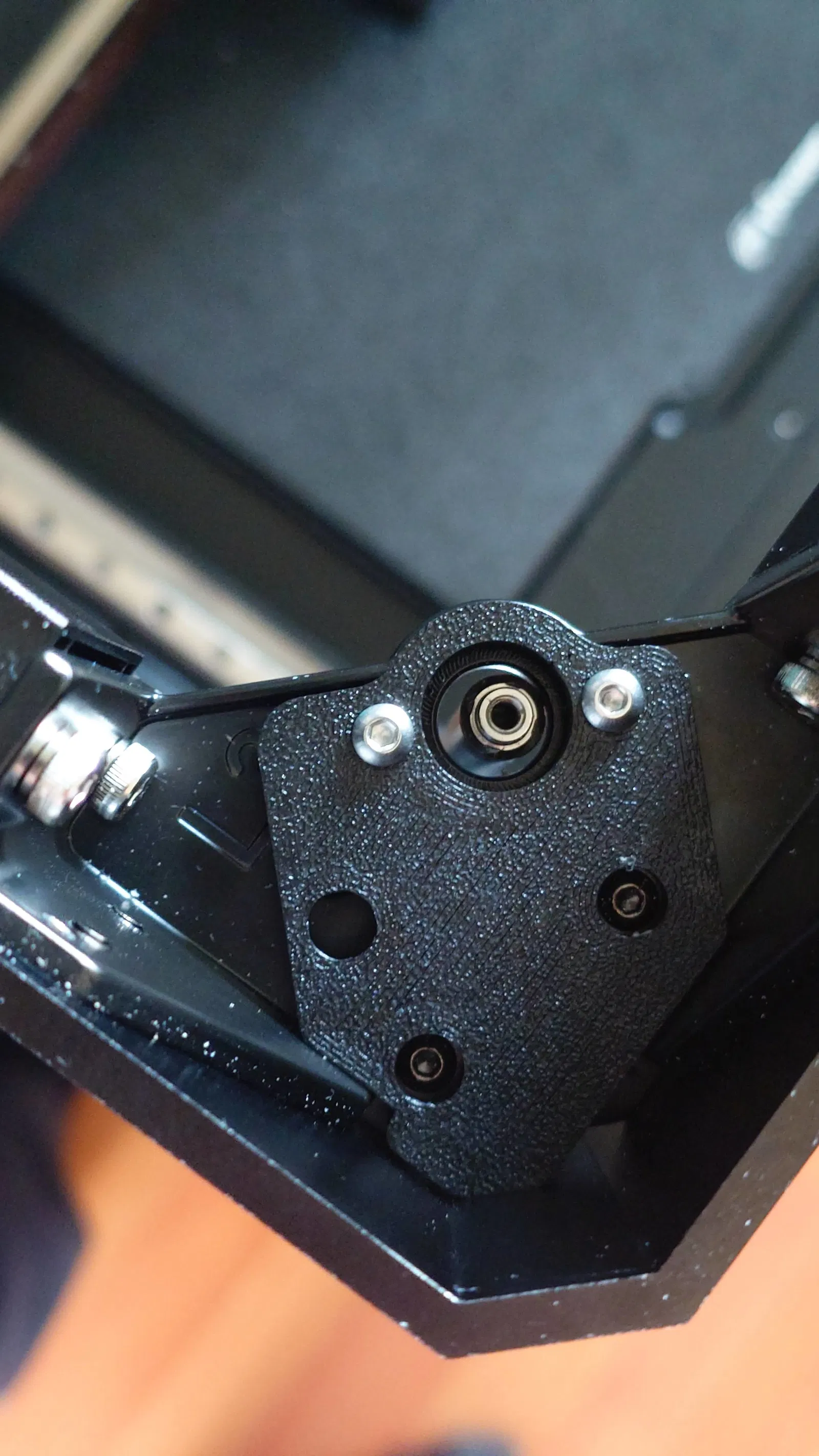
Bây giờ, lắp phần dưới của nắp chụp Z vào giá đỡ góc. Nó nên khớp vào lỗ bạc đạn rất tốt. Cố định nửa dưới bằng 2 vít đã dùng để cố định bạc đạn.

-
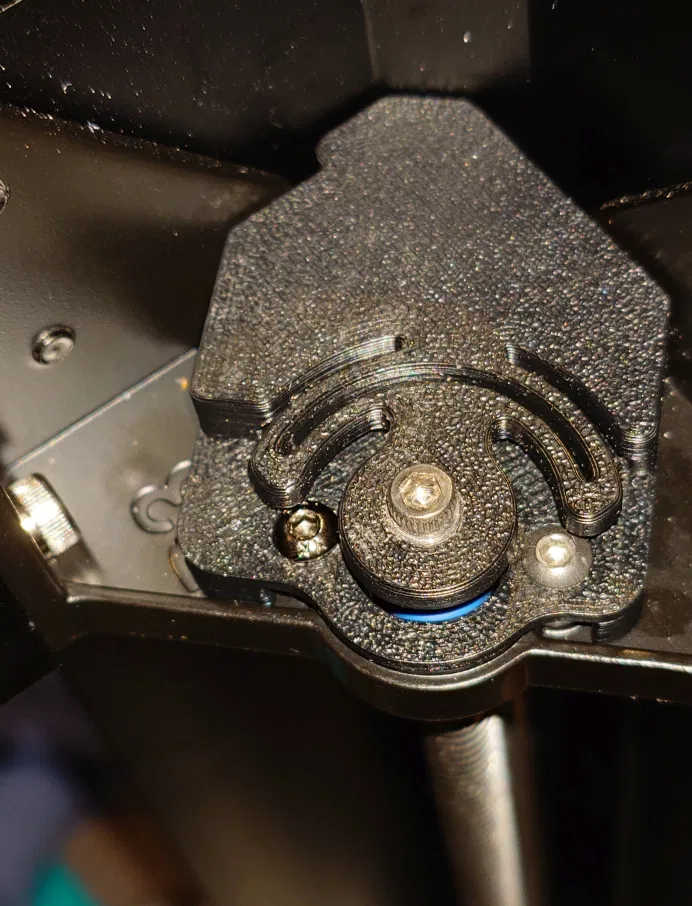
Gắn phần lò xo phía trên vào phần dưới. Các bộ phận phía trên được đánh dấu vị trí góc!
-
Kiểm tra đường kính lỗ của các vòng đệm M3 10mm đã in, sao cho một bu lông M3 có thể quay tự do bên trong và lắp nó vào lỗ. Cũng đảm bảo vòng đệm có thể quay tự do trong lỗ của nắp chụp lò xo!
-
Cố định vòng đệm bằng cách vặn một bu lông lục giác m3 20mm vào đầu trục vít me. Bạn có thể cần giữ chặt trục vít me để siết chặt bu lông này. Lặp lại quy trình cho các góc còn lại. Đảm bảo vòng đệm vẫn có thể quay trong lỗ trên cùng, bu lông chỉ để giữ vòng đệm đúng vị trí, không phải để cố định trục vít me vào lò xo!!

-
Lắp lại 4 nắp góc bằng nhựa.
-
Lắp lại giá đỡ ống chỉ và khớp nối bowden.
-
Tháo các vít phía trên của khối căn chỉnh giàn máy.
-
Bật máy in và nâng giàn máy lên cho đến khi bạn có thể dễ dàng tháo các vít cố định các khối căn chỉnh vào khung máy in.
-
Bây giờ, nên thực hiện cân bằng mặt bàn tự động mới từ menu hiệu chỉnh.
-
Sau đó, mọi thứ đã sẵn sàng để bắt đầu in lại.
Đánh dấu tệp .3mf:
-
LF = Trái trước
-
RF = Phải trước
-
LR = Trái sau
-
RR = Phải sau
Cài đặt in:
-
Chiều cao lớp 0.2, đầu phun 0.4
-
4 lớp tường
-
12 lớp trên và dưới để làm đặc tất cả
-
Không cần hỗ trợ!!
Phần cứng cần thiết:
-
4x bu lông lục giác M3x20mm
-
Ống co nhiệt dài 15mm đường kính 10mm hoặc băng keo điện
Nếu bạn muốn hỗ trợ công việc của tôi, hãy mua cho tôi một ly cà phê :)
Giấy phép

File mô hình









Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!