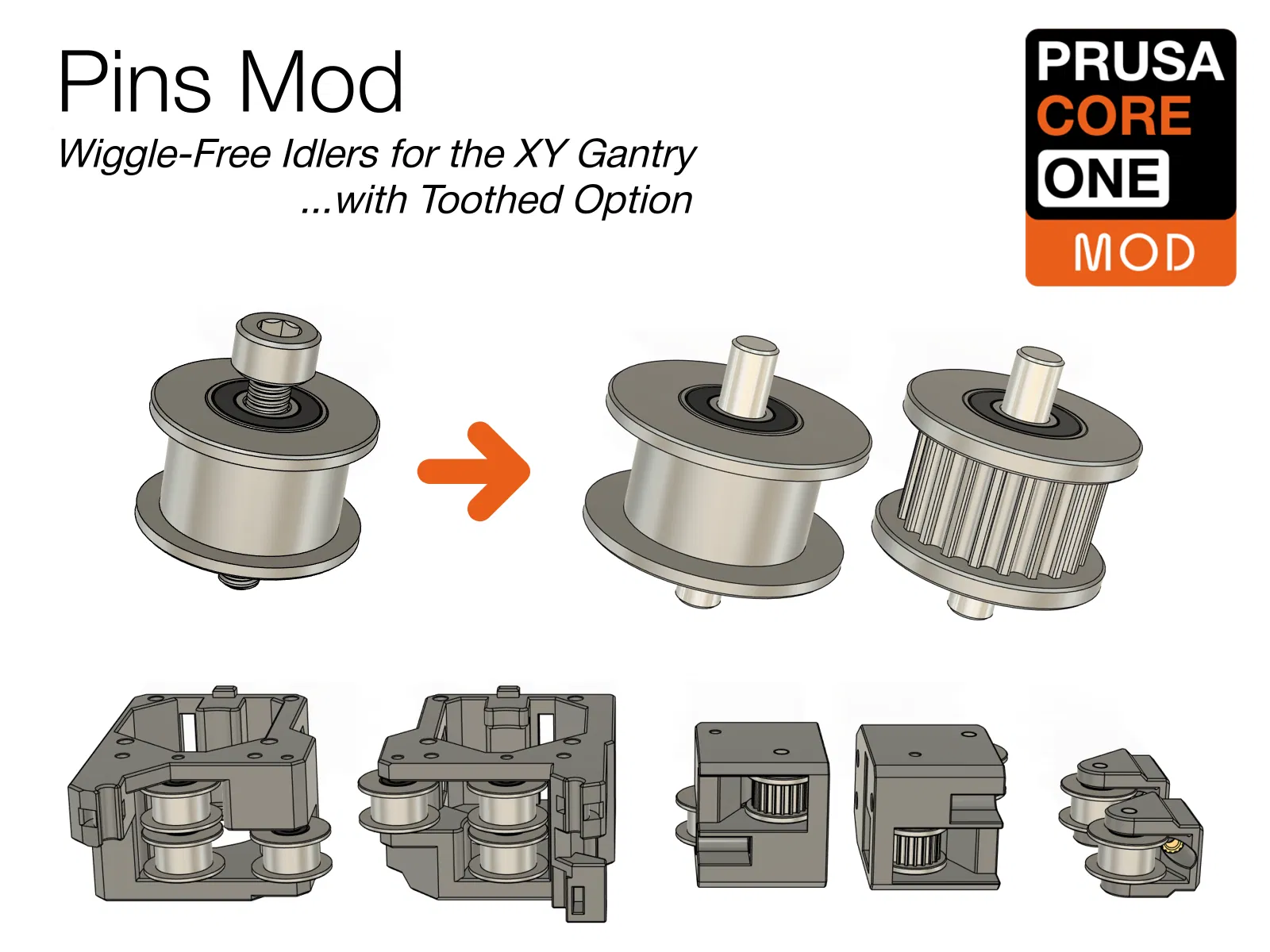
Bản sửa đổi chốt cho CORE One

Nâng cấp bộ phận trục XY của CORE One bằng cách thay thế bu lông M3 bằng chốt thép 3mm. Bản sửa đổi này loại bỏ độ rơ ổ bi, mang lại hoạt động mượt mà hơn và cải thiện độ tin cậy. Hướng dẫn chi tiết bao gồm chuẩn bị bộ phận in, chuẩn bị chốt và lắp ráp.











Mô tả
Mặc dù 🥰 CORE One là một máy in tuyệt vời với hệ thống gốc được thiết kế tốt, bản sửa đổi này mang đến những cải tiến về cơ học cho những người đam mê tìm kiếm độ chính xác và độ tin cậy nâng cao. Pins Mod lấy cảm hứng từ cộng đồng Voron nâng cấp hệ thống trục XY bằng cách thay thế các bu lông M3 tiêu chuẩn được sử dụng để gắn ổ bi bằng các trục thép (chốt) 3mm.
Cải tiến chính
- Loại bỏ độ rơ ổ bi trên các bu lông M3
- Hoạt động mượt mà hơn giúp giảm rung động tiềm ẩn và tiếng ồn cơ học
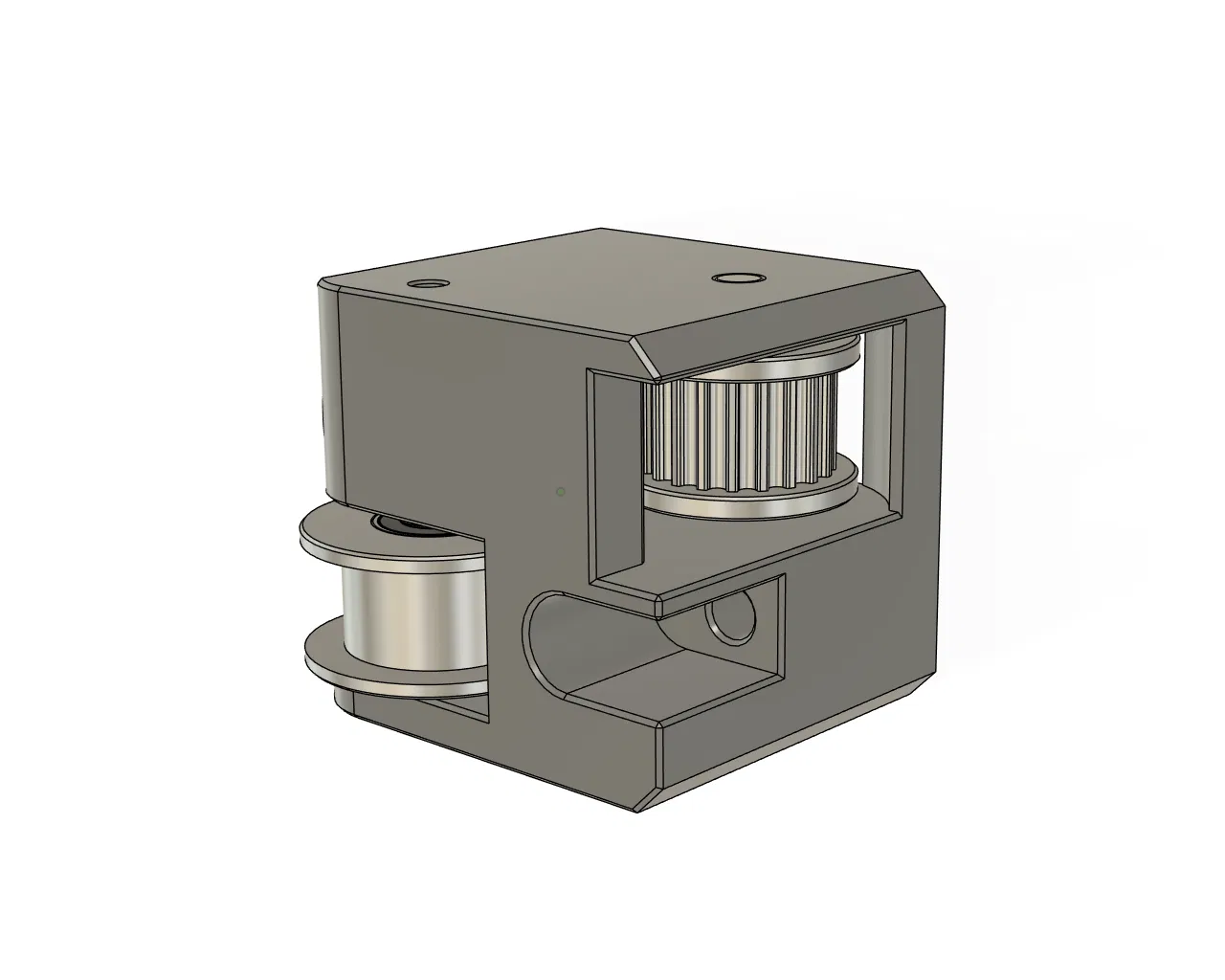
- Tích hợp ổ bi có rãnh: Tối ưu hóa việc ăn khớp dây đai bằng cách sử dụng ổ bi có rãnh được chế tạo chuyên dụng (tùy chọn)
- Độ tin cậy được cải thiện cho cơ chế căng dây đai bằng cách sử dụng insert ren nhiệt (tùy chọn)

Tôi đã do dự khá lâu không biết có nên xuất bản mô hình này hay không - không phải vì nó không hoạt động, mà vì quá trình lắp ráp đòi hỏi thời gian, sự kiên nhẫn và sẵn sàng hiểu những gì bạn đang làm thay vì chỉ làm theo hình ảnh. Nó không quá khó, nhưng hoàn toàn có thể làm sai!
Cá nhân tôi sẽ không bao giờ chế tạo CORE One mà không có bản sửa đổi này, vì vậy tôi chỉ có thể khuyến khích bạn cân nhắc đi theo hướng này.
Tôi sẽ cố gắng hết sức để mô tả mọi chi tiết bạn cần làm và giúp bạn hiểu lý do đằng sau mỗi bước. Điều này sẽ khá dài, nhưng nó sẽ giúp bạn hoàn thành nó một cách thành công.
- Nếu tại bất kỳ thời điểm nào bạn tìm thấy một cách làm tốt hơn cho bạn - hãy cứ làm theo cách của bạn!
- Nếu bạn muốn dành thời gian thiết kế các công cụ hỗ trợ căn chỉnh ổ bi, xin cứ làm và chia sẻ với chúng tôi! Tôi đã cung cấp tất cả các tài nguyên CAD để bạn có thể bắt đầu nhanh chóng.
Đã nói vậy, đây là ước tính thời gian: Hãy lên kế hoạch khoảng 90 phút để đọc, hiểu và lắp ráp.
Bạn sẽ nhận được phần thưởng là một hệ thống trục tuyệt đẹp không bị rơ với chi phí gần như bằng không - nó thực sự xứng đáng với công sức bỏ ra 😎.
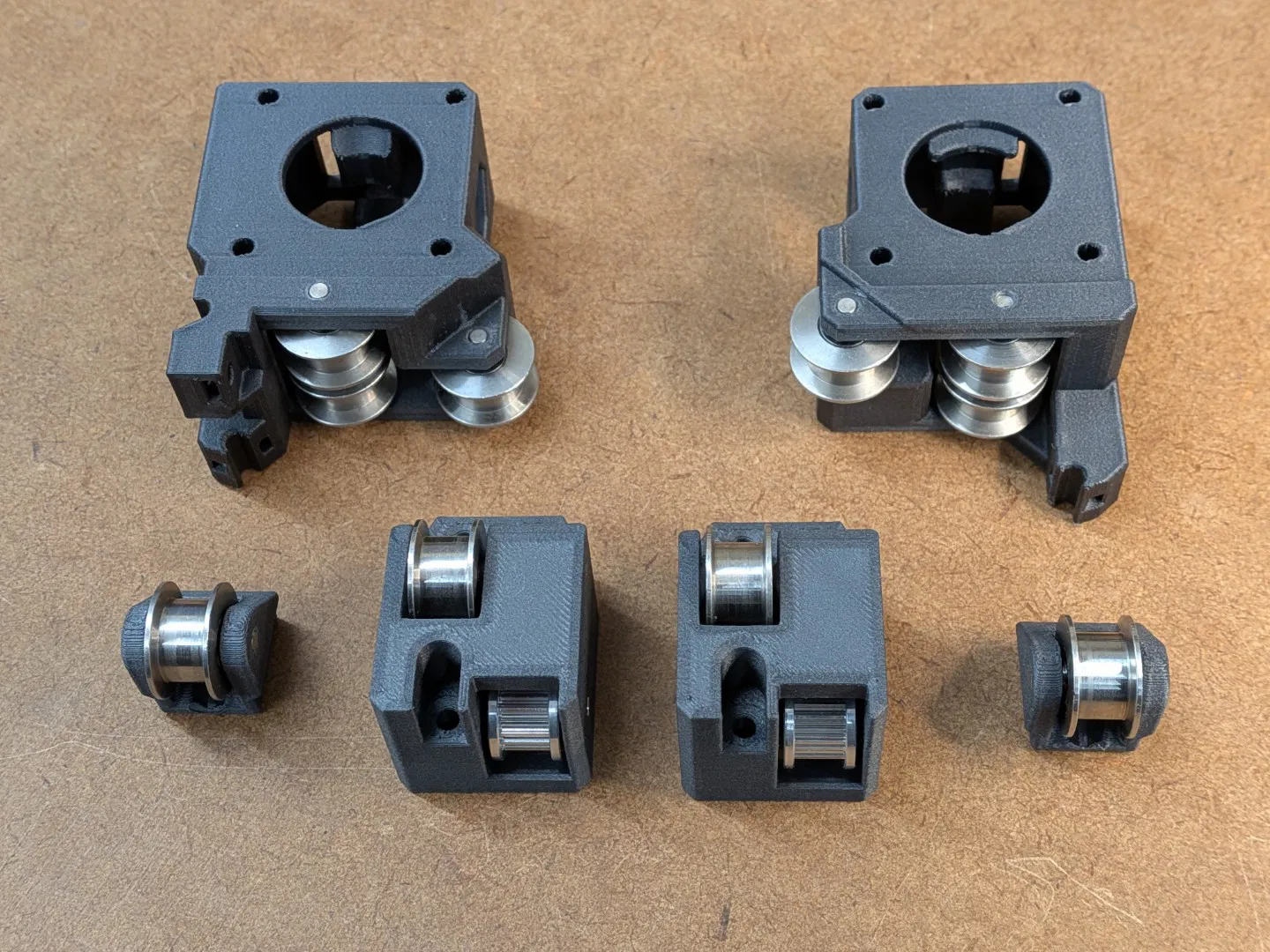
Các bộ phận in
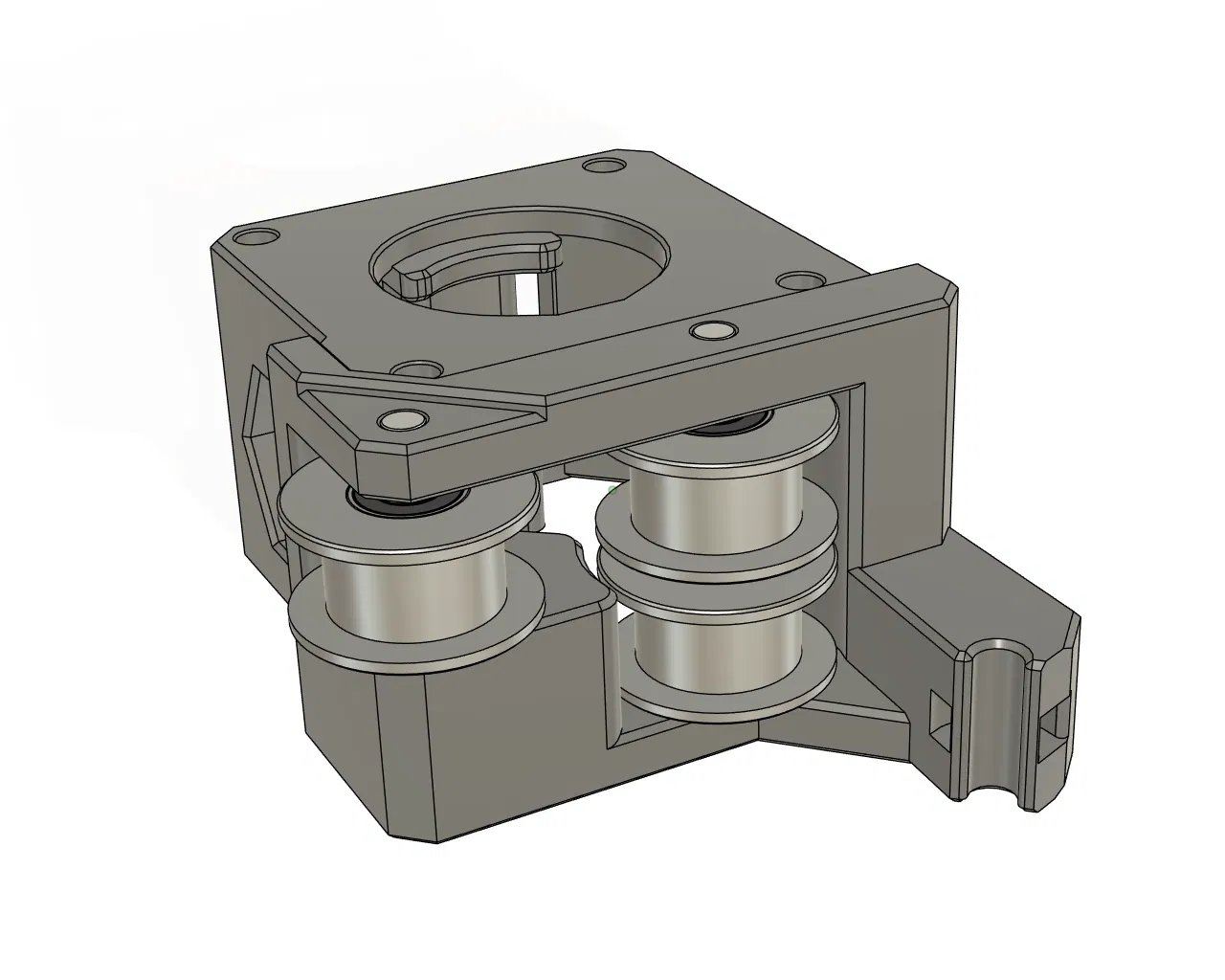
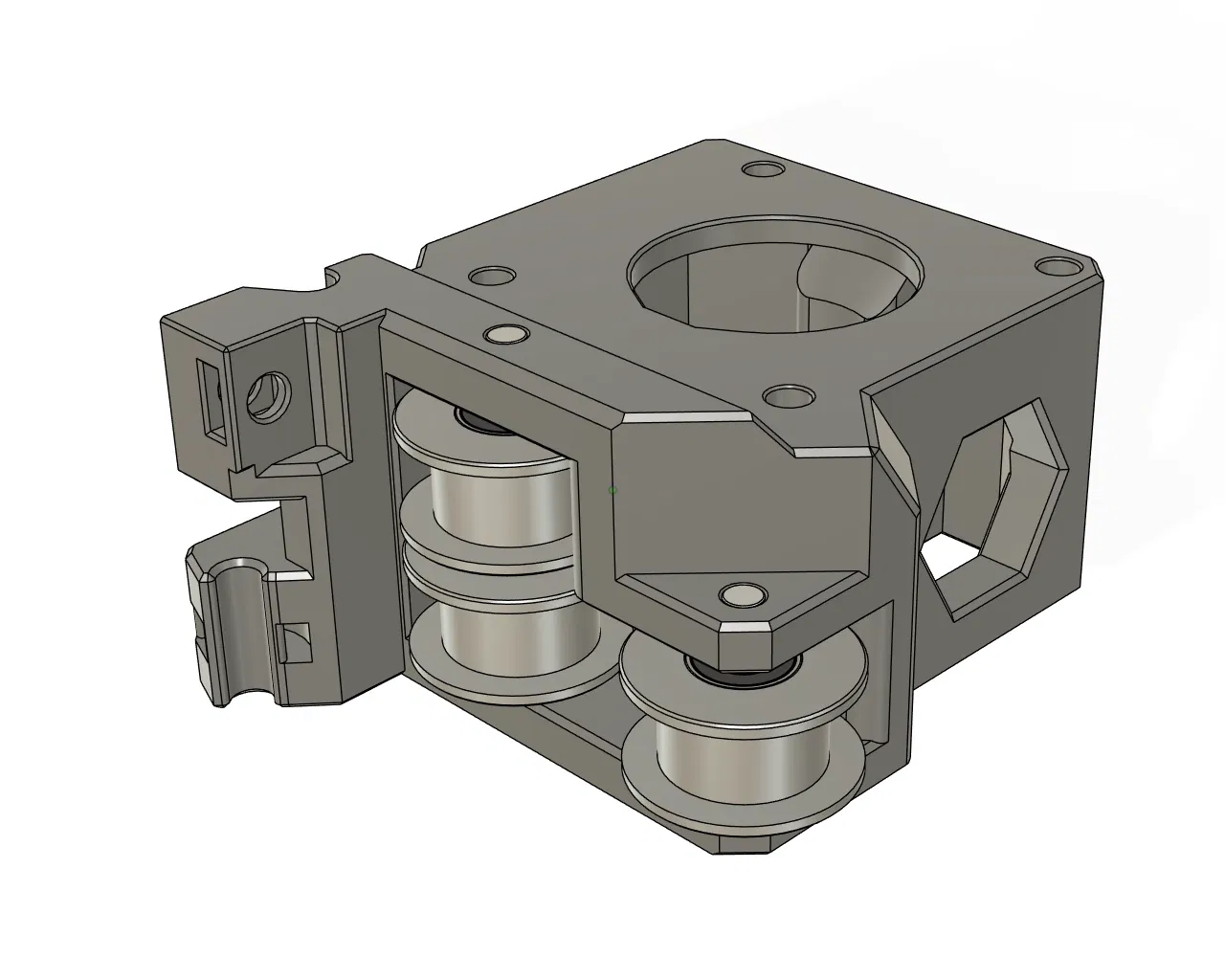
Giá đỡ động cơ XY Đã sửa đổi để chấp nhận chốt thép thay vì bu lông M3 để gắn ổ bi, mang lại độ chính xác nâng cao và giảm độ rơ.
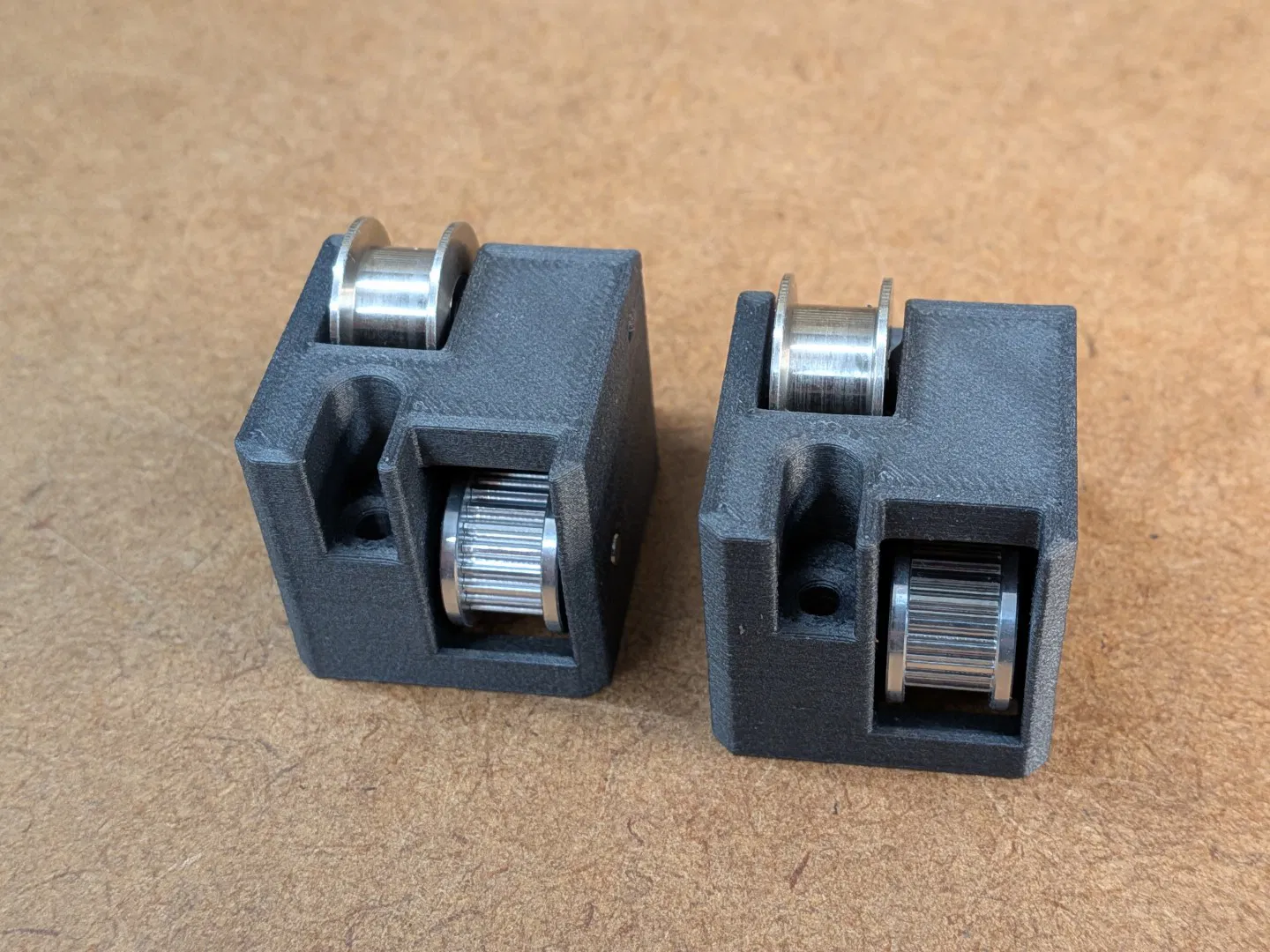
Khung XY Thiết kế cập nhật để hoạt động với hệ thống ổ bi mới dựa trên chốt. Có hai phiên bản:
- Phiên bản tiêu chuẩn: Tương thích với ổ bi trơn 9mm (cấu hình gốc)
- Phiên bản nâng cao: Được thiết kế để chứa ổ bi có rãnh 10mm để ăn khớp dây đai tốt hơn
Puli căng dây đai Thiết kế lại để sử dụng chốt thép với hai biến thể có sẵn:
- Phiên bản tiêu chuẩn sử dụng đai ốc vuông M3
- Phiên bản nâng cao với insert ren nhiệt để cải thiện độ tin cậy
Dụng cụ ép vào Các dụng cụ nhỏ giúp bạn ép chốt vào mà không làm hỏng vòng bi hoặc các bộ phận in. Các dụng cụ này có 2 biến thể:
- Trơn: Phù hợp với đường kính của ổ bi trơn gốc
- Có rãnh: Một biến thể phù hợp với ổ bi có rãnh
Lắp ráp
Chuẩn bị bộ phận in








**Chuẩn bị lỗ
- Các chốt 3mm yêu cầu ép chặt vào các lỗ có kích thước 2.9mm
- Để dễ dàng lắp vào và giảm ứng suất lên các bộ phận in:
- Sử dụng bu lông M3 có vòng đệm để làm lớn lỗ một cách cẩn thận
- Bu lông M3 hoạt động như mũi khoan để tạo ra bề mặt nhẵn, cũng có kích thước hoàn hảo để
- Giữ chốt chắc chắn tại chỗ
- … mà không tạo quá nhiều ứng suất lên các bộ phận in
- Đối với các chốt đi xuyên hoàn toàn bộ phận in: Thực hiện quy trình này cho cả hai lỗ
- Đối với các chốt đi vào từ một bên nhưng không đi xuyên hoàn toàn (chỉ có một lỗ nhỏ hơn ở phía đối diện để cho phép đưa dụng cụ vào tháo chốt)
- Đầu tiên, thực hiện quy trình này cho lỗ ở bên ngoài bộ phận (nơi bạn sẽ đưa chốt vào; đây là lỗ dễ tiếp cận)
- Sau đó, sử dụng bu lông M3 dài hơn, đưa nó qua lỗ bạn vừa chuẩn bị và làm lớn lỗ bên trong tương tự (xin lỗi, không có ảnh cho việc này)
Hãy đảm bảo bạn chuẩn bị tất cả các lỗ như mô tả. Nếu không, bạn sẽ có nguy cơ làm nứt các bộ phận nếu có quá nhiều ứng suất, đặc biệt là dọc theo các lớp.
Lắp đặt insert ren nhiệt
- Nếu sử dụng biến thể căng dây đai nâng cao: Lắp đặt insert ren nhiệt
Chi tiết: Vị trí chốt và tùy chọn khoan mở
Giá đỡ động cơ:



Các chốt trong bộ phận Giá đỡ động cơ không đi xuyên hoàn toàn. Làm theo hướng dẫn và khoan mở lỗ “bên trong” từ bên trong bằng bu lông dài hơn. Hoặc, sử dụng mũi khoan 2.5mm để mở điểm dừng 1mm và sau đó bạn có thể sử dụng kỹ thuật bu lông M3 từ bên ngoài bộ phận.
Ý tưởng của quyết định thiết kế này với điểm dừng 1mm nhỏ:
- Có một điểm dừng cho chốt
- Làm rõ chốt nên được đưa vào từ bên nào.
Sau khi đã lắp ráp các bộ phận, tôi nghĩ quyết định có điểm dừng 1mm này chỉ làm cho quá trình trở nên phức tạp hơn mà không có lợi ích thực sự. Nhưng tôi không muốn thay đổi thiết kế mà hoàn thành dự án. Và bạn có tùy chọn chỉ cần khoan mở 1mm cuối cùng như mô tả mà không có nhược điểm nào.
Khung XY:


Căng dây đai:

Chuẩn bị chốt
Các chốt thép 3mm tiêu chuẩn có thể yêu cầu điều chỉnh kích thước để đạt được dung sai vòng bi phù hợp. Quy trình này đảm bảo sự vừa vặn tối ưu mà không làm hỏng vòng bi.
⚠ Lưu ý an toàn quan trọng: Không bao giờ ép chốt qua vòng bi - bất kỳ ứng suất nào lên vòng đua bên trong của vòng bi có thể gây hư hỏng vĩnh viễn




Chuẩn bị ban đầu
- Đảm bảo các chốt có vát cạnh nhỏ ở cả hai đầu
- Thử lắp từng chốt qua vòng bi hoàn toàn
Quy trình điều chỉnh kích thước (nếu chốt quá cỡ)
- Gắn chặt chốt vào mâm cặp của máy khoan pin
- Sử dụng giấy nhám hạt 180 để giảm đường kính đồng đều
- Xoay máy khoan trong khi ấn nhẹ, đều bằng giấy nhám
- Làm việc trên toàn bộ chiều dài trục để có kích thước đồng nhất
- Lật ngược chốt lại vào máy khoan và lặp lại các bước trên các khu vực có thể tiếp cận
- Làm sạch chốt kỹ lưỡng và thử lại độ vừa vặn của vòng bi
- Lặp lại quy trình cho đến khi chốt trượt tự do qua vòng bi
- Thời gian điều chỉnh kích thước điển hình: 1-2 phút mỗi chốt
Kiểm tra chất lượng: Các chốt cuối cùng phải lắp trơn tru vào vòng bi mà không bị cản trở hoặc kẹt.
Lắp ráp ổ bi
Dụng cụ cần thiết: Dụng cụ ép song song hoặc máy ép để đảm bảo chốt được ép vào thẳng cho tất cả các bộ phận.
Chiều dài chốt cần thiết:
- Căng dây đai: 18mm
- Khung XY: 2x 20mm
- Giá đỡ động cơ phải: 18mm và 30mm
- Giá đỡ động cơ trái: 20mm và 30mm
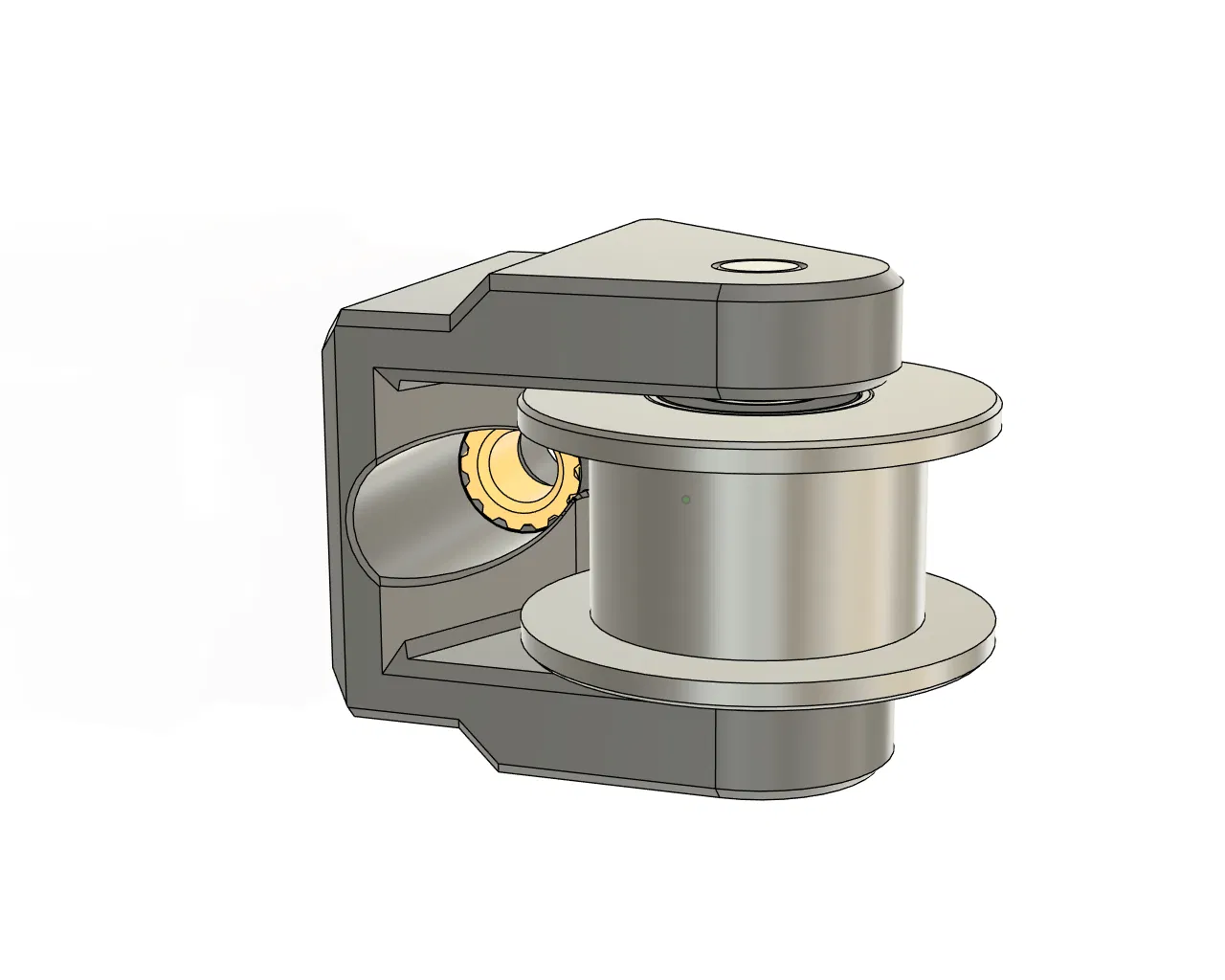
Ví dụ: Căng dây đai










Ví dụ: Lắp ráp cụm Giá đỡ động cơ












Quy trình lắp ráp
Lắp chốt ban đầu
- Đưa chốt vào từ phía mà bạn sẽ lắp bu lông trên bộ phận gốc
- Ép chốt cho đến khi nó nhô ra một chút ở phía bên trong
- Ví dụ: sử dụng các dụng cụ đệm đi kèm cho bước này
- Chốt phải nhô ra khoảng 0.2mm để giúp bạn căn chỉnh trong khi vẫn cho phép bạn lắp ổ bi vào bộ phận
- Bạn có thể sử dụng các dụng cụ ép đi kèm cho bước này
Lắp đặt ổ bi
- Đối với ổ bi đơn: Căn chỉnh ổ bi phù hợp (ổ bi trơn 9mm hoặc ổ bi có rãnh 10mm) lên chốt nhô ra; sử dụng ví dụ: một cờ lê lục giác nhỏ đưa vào từ phía đối diện để giúp căn chỉnh ổ bi
- Đối với cụm ổ bi: Sử dụng dụng cụ lắp cụm ổ bi do Prusa cung cấp
- ⚠ Đảm bảo ổ bi được căn chỉnh hoàn hảo. Sau đó, cẩn thận ép chốt vào chỉ nửa mm, đảm bảo ổ bi vẫn được căn chỉnh đúng cách.
- Nếu bạn cảm thấy có bất kỳ lực cản nào, hãy dừng ép và kiểm tra sự căn chỉnh.
- Nếu bạn cảm thấy bộ phận bị cong dưới áp lực (ví dụ: đối với bộ phận căng dây đai), hãy sử dụng các dụng cụ đệm đi kèm cho bước này. Điều này sẽ làm cho việc căn chỉnh khó khăn hơn một chút nhưng vẫn có thể thực hiện được.
⚠ Nếu căn chỉnh không đúng và bạn dùng quá nhiều lực, bạn sẽ đẩy vòng bi vào ổ bi. Điều này phải tránh. Nếu xảy ra, hãy thay thế ổ bi và nếu bạn giống tôi: Cứ đặt mua một cái dự phòng ngay từ đầu và khả năng cao là bạn sẽ không làm hỏng nó.
- Kiểm tra lại sự căn chỉnh và đảm bảo bạn không ép vòng bi vào vỏ ổ bi.
- Khi bạn chắc chắn mọi thứ đã được căn chỉnh, hãy lắp các vòng đệm để tạo sự vừa vặn phù hợp và ngăn bộ phận bị cong trong các bước tiếp theo
Lắp chốt cuối cùng
- Ép chốt hoàn toàn qua cụm lắp ráp
- Quan trọng: Duy trì áp lực song song trong suốt quá trình ép và giữ cho ổ bi được căn chỉnh
- Tránh bất kỳ lực ngang nào có thể làm hỏng vòng bi hoặc làm biến dạng bộ phận
Đối với tất cả các chốt:
- Bạn đã đưa chốt vào từ phía mà bu lông được lắp vào trong bộ phận gốc
- Ép chốt cho đến khi nó phẳng với bề mặt nơi bạn đưa chốt vào
Lưu ý:
- Một số chốt sẽ phẳng ở cả hai mặt của bộ phận.
- Một số chốt sẽ có điểm dừng 1mm so với bề mặt ngoài.
- Một số chốt sẽ kết thúc bên trong bộ phận.
Kiểm tra chất lượng
Kiểm tra xem các chốt có bằng phẳng với bề mặt ngoài không.
Đảm bảo các ổ bi quay tự do mà không bị kẹt. Kiểm tra sự căn chỉnh phù hợp và hoạt động trơn tru.
Kiểm tra xem các vòng bi có bằng phẳng với ổ bi không. Chúng không được bị đẩy vào trong.
Đảm bảo các lớp không bị tách. Phải không có dấu hiệu ứng suất nhìn thấy được trên các bộ phận in.




Cài đặt in
Cài đặt in được đề xuất:
- Sợi in: PC-CF
- Chiều cao lớp: 0.2mm
- Ruột: 40%
- Lớp vỏ: 4
- Lớp trên/dưới: 5
- Hỗ trợ: Không
BOM (Danh mục vật tư)
- Chốt thép 3mm:
- 18mm: 3 chiếc
- 20mm: 5 chiếc
- 30mm: 2 chiếc
- Ổ bi có rãnh (Tùy chọn):
- 2GT-20T: 2 chiếc (ví dụ: ổ bi này của Mellow, tùy chọn “20T có T”)
- Insert ren nhiệt (Tùy chọn):
- Insert ren nhiệt M3x5x4 (Thông số kỹ thuật Voron): 2 chiếc
Tệp CAD và Tùy chỉnh
Các tệp CAD tham số được cung cấp cho bản sửa đổi này. Tất cả các thành phần đã được mô hình hóa từ đầu (không có bản sửa lỗi lưới) để đảm bảo độ chính xác, phù hợp và hiệu suất tối ưu.
Các định dạng tệp có sẵn
- Autodesk Fusion 360 (.f3d) - Mô hình tham số đầy đủ với lịch sử thiết kế
- Các tệp STEP cho khả năng tương thích CAD phổ quát
- Các tệp STL sẵn sàng để in
Khả năng tùy chỉnh Các tệp Fusion 360 bao gồm các tham số tùy chỉnh cho phép sửa đổi dễ dàng:
- Điều chỉnh đường kính chốt: Tinh chỉnh đường kính bên trong để vừa chốt hoàn hảo
- Khoảng hở vòng bi: Sửa đổi dung sai cho các thương hiệu vòng bi khác nhau
- Tỷ lệ kích thước: Điều chỉnh cho dung sai máy in khác nhau
- Biến thể thiết kế: Tạo biến thể và cải tiến của riêng bạn
Giấy phép
File mô hình











Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!