Core One Automatic Chamber Vent - Tự động điều chỉnh cửa thông hơi buồng máy
Giải pháp tự động hóa cửa thông hơi buồng máy cho Core One, không cần thêm motor. Chỉ cần gắn mấu nhỏ và sử dụng G-Code khởi động để đầu in Nextruder điều khiển việc đóng mở cửa thông hơi tùy theo loại filament.

Mô tả
Giải pháp rẻ tiền và hay ho để tự động điều chỉnh cửa thông hơi buồng máy, tùy thuộc vào loại sợi nhựa bạn dùng: Gắn các mấu nhỏ vào bên trong thanh trượt của cửa thông hơi và vào đầu in Nextruder, sau đó để đầu in Nextruder đẩy thanh trượt đi đúng hướng bằng một đoạn G-Code khởi động tùy chỉnh.
Xem nó hoạt động nè: https://www.e-basteln.de/file/Vent_movement.mp4
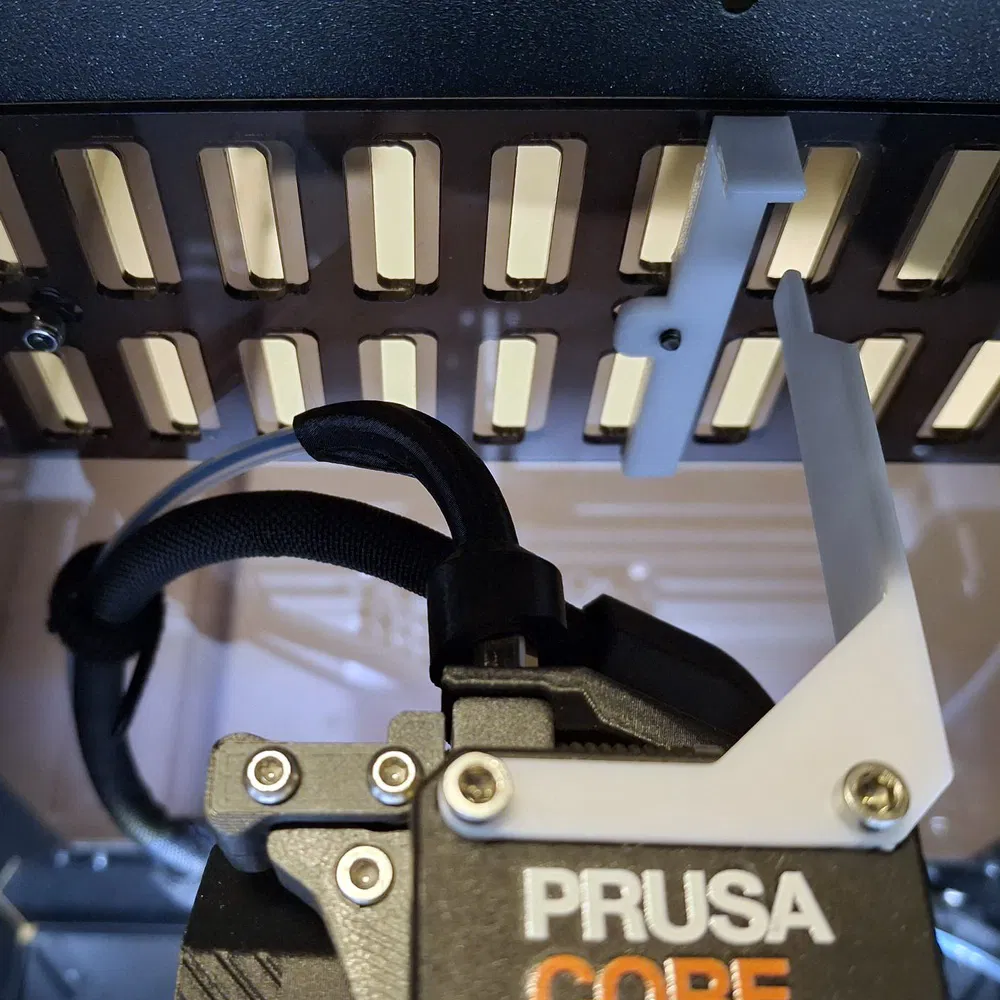
Phần thanh trượt thay thế đai ốc trên ốc gắn trung tâm của thanh trượt. Phần Nextruder gắn vào bằng hai con ốc của nắp máy - bạn sẽ cần thay thế ốc M325 tiêu chuẩn bằng M330. Tiện lợi là bộ Core One của mình có kèm hai con dự phòng.
Phần Nextruder được thiết kế để không chạm vào thanh trượt trong quá trình in ở khu vực in tiêu chuẩn. Nó chỉ bắt đầu cọ xát vào mấu của thanh trượt khi di chuyển đến Y=-5 mm, và hoàn toàn ăn khớp ở Y = -7 mm.
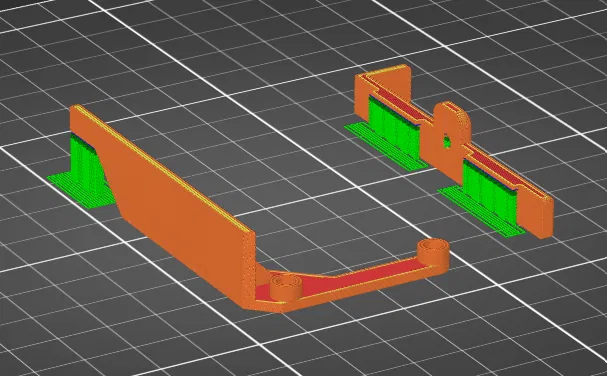
In bằng PETG, theo hướng được hiển thị trong hình. Cần gạt trên Nextruder đủ linh hoạt để bảo vệ chống lại sự cố, nhưng đủ lực để di chuyển thanh trượt.
G-Code bên dưới đi vào phần Startup G-Code trong PrusaSlicer. Mình đặt nó ngay sau lệnh homing (G28). Nếu bạn quyết định lắp cái này vào máy in của mình, vui lòng kiểm tra lại các vị trí: Di chuyển Nextruder thủ công qua Control > Move Axis.
; ------------------------------------------
; Tự động điều khiển cửa thông hơi qua Nextruder
G1 Y0 F10000 ; đi đến vị trí an toàn
{if filament_type[initial_tool] =~ /.*(PLA|PETG).*/}
; Mở cửa thông hơi
G1 X85 ; bên trái cần gạt
G1 Y-7 ; vị trí ăn khớp
G1 X100 F1000 ; đẩy cần gạt sang phải
G1 X85 F10000 ; rút về bên trái
{else}
; Đóng cửa thông hơi
G1 X115 ; bên phải cần gạt
G1 Y-7 ; vị trí ăn khớp
G1 X100 F1000 ; đẩy cần gạt sang trái
G1 X115 F10000 ; rút về bên phải
{endif}
G1 Y0 ; đi đến vị trí an toàn
; ------------------------------------------Tùy chọn, bạn có thể thêm đoạn mã sau vào end G-code. Cái này sẽ đóng cửa thông hơi sau khi hoàn thành bản in để tránh bụi bẩn lọt vào. Cảm ơn @RyFi_2926975 vì ý tưởng này!
; ------------------------------------------
; Đóng cửa thông hơi nếu đã mở
{if filament_type[initial_tool] =~ /.*(PLA|PETG).*/}
G1 Y0 F10000 ; đi đến vị trí an toàn
G1 X115 ; bên phải cần gạt
G1 Y-7 ; vị trí ăn khớp
G1 X100 F1000 ; đẩy cần gạt sang trái
G1 X115 F10000 ; rút về bên phải
G1 Y0 ; đi đến vị trí an toàn
{endif}
; ------------------------------------------Giấy phép

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!