CNC Toolhead cho RatRig VCore 4

Nâng cấp máy in 3D của bạn với CNC Toolhead được thiết kế cho RatRig VCore 4. Giải pháp nhẹ, cứng cáp, tương thích với nhiều loại extruder, hotend và toolboard. Hướng dẫn lắp ráp chi tiết bao gồm cả cấu hình CoreXY và IDEX.



Mô tả
Chào bạn!
A câu chuyện nhỏ về CNC toolhead: Tôi không thực sự hài lòng với toolhead gốc của RatRig và bị giới hạn khi phải dùng phần cứng nhất định, nên tôi đã thiết kế một toolhead có trọng lượng nhẹ hơn, cứng cáp hơn cho các hotend lớn, tương thích với các phần cứng khác nhau và dễ dàng sửa chữa.
Xin đặc biệt cảm ơn đội VZBot và CNC toolhead của họ (https://github.com/VzBot3D) đã truyền cảm hứng và Luke's Laboratory về ý tưởng mẫu lỗ bắt ốc cho hotend!
Toolhead này cho phép các tùy chọn cấu hình sau:
Extruders (sử dụng các adapter plate khác nhau):
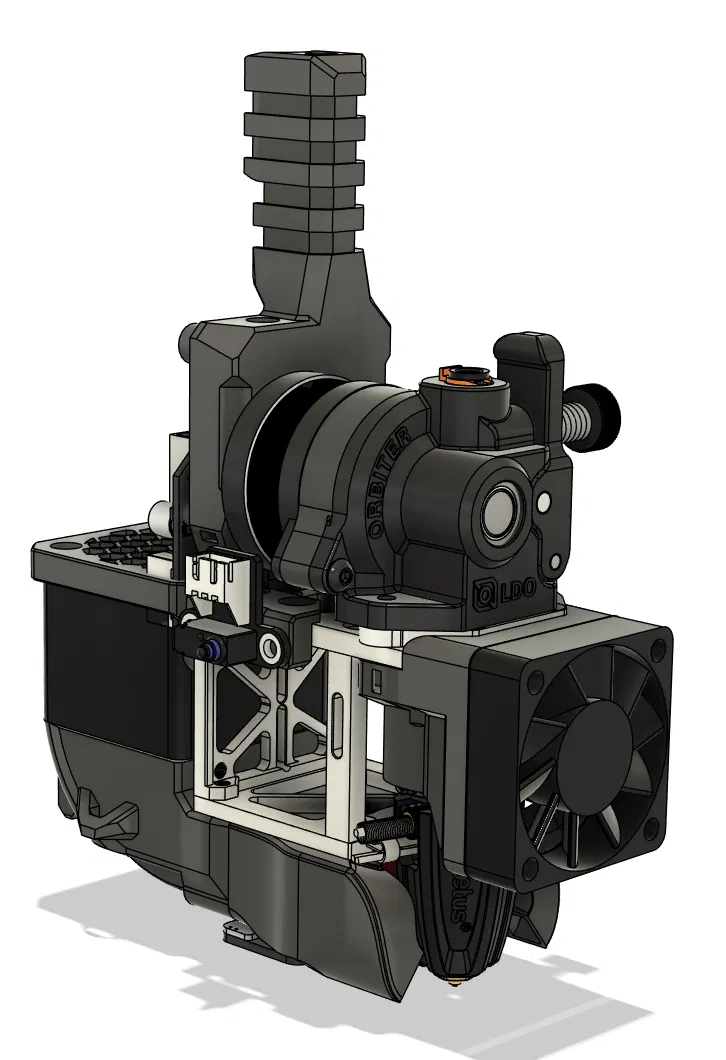
- Orbiter
- Hextrudort Low
- Hextrudort Low Watercooled
- Hextrudort Low Plus
- Hextrudort Low Plus Watercooled
- LGX Lite / Lite Pro
- Sherpa Mini
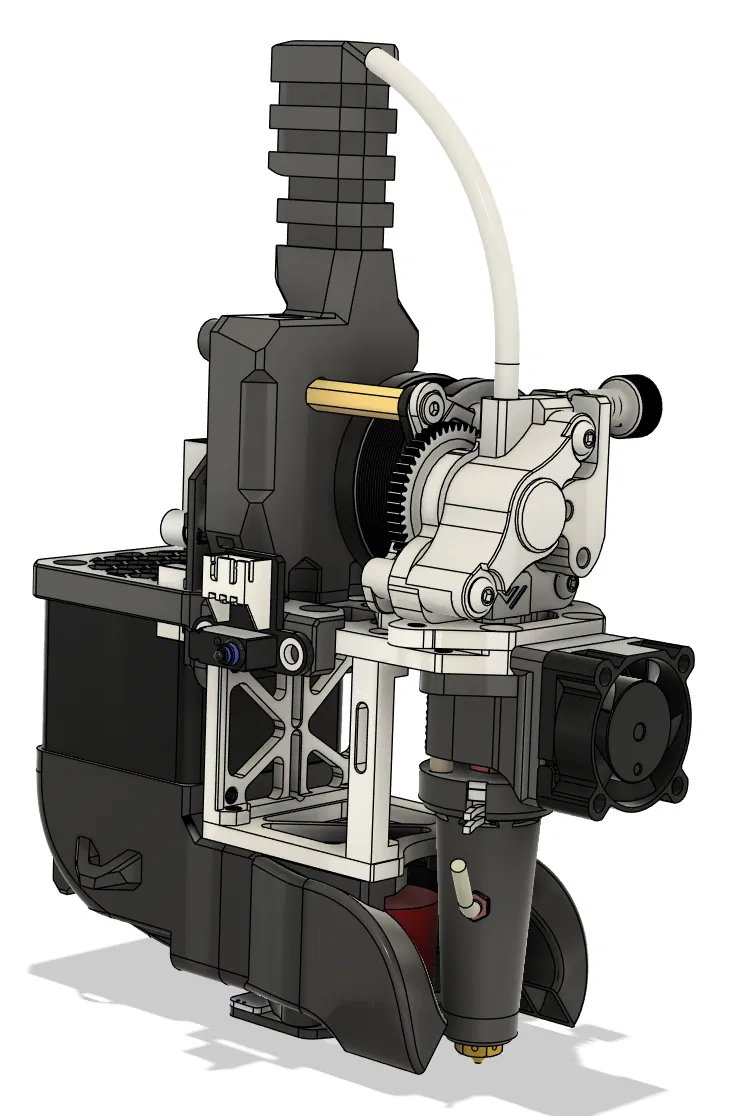
Hotends (bắt trực tiếp vào top plate):
- Rapido 1 UHF
- Rapido 2 UHF
- Rapido Ace UHF
- Dragon ACE UHF
- Goliath Air
- Goliath Watercooled
- Triangle Labs CHC XL Air (sử dụng chung parts in với Goliath)
- Triangle Labs CHC XL Watercooled (sử dụng chung parts in với Goliath)
- Chube Air
- Chube Conduction với top plate khác
- Mosquito Magnum+
Toolboards:
- EBB42
- Orbitool O2S (vui lòng sử dụng bản remix của @till_173739 )
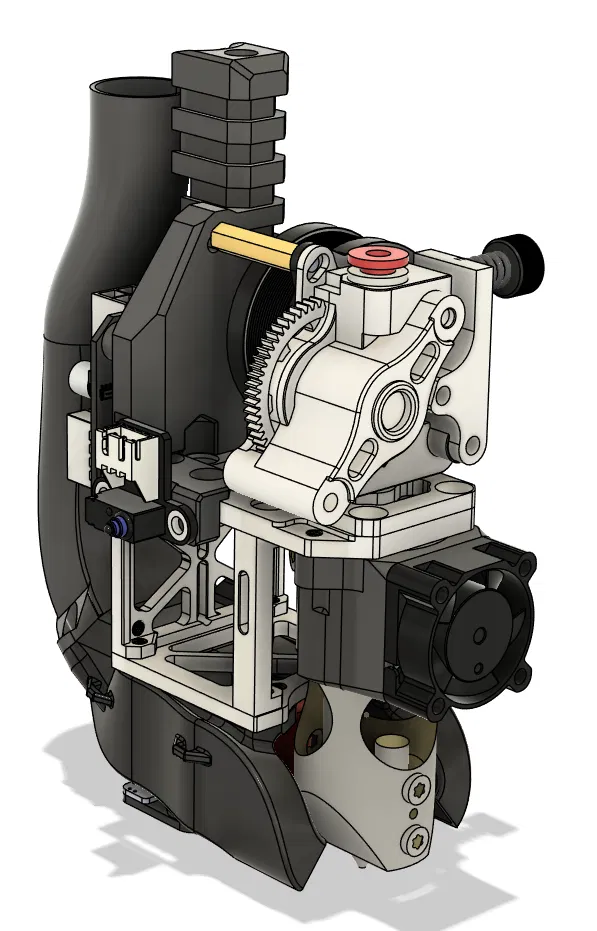
Giải pháp làm mát Part cooling (có chỗ gắn cho cả hai tùy chọn, parts in khác nhau):
- quạt stock 4028
- CPAP
Giải pháp làm mát Hotend:
- quạt stock 4010
- quạt 2510
Hiện tại, các parts CNC có thể mua từ:
Khi sử dụng Chube Air hoặc Chube Conduction, bạn cần tăng y offset cho Beacon probe vì probe đã được di chuyển lùi về phía sau để không bị ảnh hưởng bởi nhiệt tỏa ra. Do đó, bạn cần thêm đoạn sau vào printer.cfg:
[beacon] y_offset: 27.5
Dưới đây là tất cả các parts in mà tôi đã thiết kế cho các cấu hình phổ biến nhất mà tôi thấy cộng đồng RatRig muốn triển khai, cùng với các mẫu toolhead bị làm mờ (Hybrid hoặc IDEX T0 và T1) để mọi người có thể tự thiết kế các parts in mới cho toolhead.
Lưu ý rằng các files in này KHÔNG tương thích với toolhead gốc của RatRig.
Mọi câu hỏi hoặc yêu cầu, bạn có thể nhắn tin cho tôi tại đây hoặc tìm tôi trên Discord của RatRig và Mellow với username: cristian__i
Chúc bạn thích toolhead mới này!
Cài đặt Print
- 0.2 layer height
- 0.4 extrusion width
- 4 wall, 6 bottom và top layers
- 30 - 40% Gyroid infill
- duct 4028 có sẵn support, đừng chia part đó ra, chỉ cần đặt nó lên mặt có 3 lỗ
Hướng dẫn lắp ráp
Điều kiện tiên quyết và thông tin cài đặt bổ sung:
- Hướng dẫn lắp ráp này sẽ đề cập đến các cấu hình CoreXY, Hybrid và IDEX (từ giờ trở đi, cấu hình CoreXY và Hybrid sẽ được gọi là CoreXY vì từ góc độ toolhead, chúng giống hệt nhau)
- Đảm bảo bạn đã in các parts in cần thiết (nếu VC4 là máy in duy nhất của bạn) để lắp đặt tool board, end stop / các end stop, part cooling và hot end cooling
- Chuyển từ toolhead VC4 gốc sang phiên bản CNC sẽ yêu cầu rút ngắn dây đai (việc chuyển lại về toolhead gốc sau khi rút ngắn dây đai sẽ không thể thực hiện được với dây đai ngắn hơn và sẽ cần dây đai mới dài hơn)
- Đảm bảo cả hai dây đai có độ dài chính xác như nhau;
- Việc thêm Loctite xanh vào ren của ốc vít là tùy chọn, tôi đã không gặp trường hợp ốc vít bị lỏng trong quá trình thử nghiệm parts CNC (hơn 7 tháng) vì chúng tương tác với kim loại chứ không phải nhựa có thể bị biến dạng nhưng kinh nghiệm của bạn có thể không giống vậy.
- BOM:
- M3 heat inserts (kích thước Voron)
- 6x ốc vít chìm M3x4 mm
- 7x ốc vít chìm M3x6 mm
- 2x ốc vít đầu tròn M3x25 (dùng để gắn bộ phận giữ toolboard)
Lắp đặt dây đai
Cấu hình CoreXY
- Nới lỏng cả hai bộ căng dây đai dưới (Khuyến nghị của tôi là tháo ốc định vị siết chặt bộ căng dây đai và điều chỉnh bộ căng sao cho đầu của bộ căng không nhìn thấy được khi nhìn qua lỗ nơi ốc định vị được đặt; theo cách này bạn đảm bảo rằng bạn không cắt dây đai quá ngắn) Đảm bảo cả hai bộ căng dây đai được điều chỉnh cùng độ sâu.
- Nếu bạn nhận được toolhead hoặc các toolhead đã được lắp ráp, vui lòng tháo rời hoàn toàn, ghi chú lại từng con ốc và bộ phận; Lắp đặt dây đai yêu cầu không gian và việc có từng cánh tay phía trước và tấm lưng/các tấm lưng là một khối duy nhất sẽ giúp quá trình này dễ dàng hơn nhiều.
1. Lắp đặt dây đai vào tấm lưng
- Từ trong ra ngoài, luồn đầu dây đai trên qua khe dây đai phía trên. Lưu ý răng của dây đai nên hướng về phía khung máy hoặc phía trước của máy in.

- Gập đầu dây đai lại để răng dây đai ăn khớp với nhau, ít nhất 5 đến 7 răng. Ghi chú số lượng răng đã dùng để ăn khớp; số lượng tương tự phải được sử dụng cho dây đai dưới.


- Đẩy dây đai đã gập trở lại vào khe dây đai để các răng được giữ ăn khớp bởi hai bên của khe.


- Từ trong ra ngoài, luồn đầu dây đai dưới qua khe dây đai phía dưới.

- Gập đầu dây đai lại để răng dây đai ăn khớp với nhau, cùng số lượng răng như dây đai trên.

- Đẩy dây đai đã gập trở lại vào khe dây đai để các răng được giữ ăn khớp bởi hai bên của khe.


- Tại thời điểm này, bạn có thể dùng tay kéo từng dây đai, từ phía trong để kiểm tra xem dây đai có chắc chắn hay không, điều này phụ thuộc nhiều vào dung sai sản xuất:
- nếu dây đai không bị tuột ra, bạn đã làm tốt, dây đai được giữ chắc bởi vòng lặp được tạo ra ở phía ngoài khe dây đai;
- nếu chúng bị tuột ra khi dùng tay kéo, cần thực hiện thêm một bước để cố định dây đai; đó là thêm một đoạn dây filament dài 9 mm hoặc thậm chí dây piano vào vòng lặp dây đai ở phía ngoài tấm lưng và sau đó kéo dây đai vào trong và nó sẽ chắc chắn.
2. Lắp đặt dây đai vào các cánh tay phía trước (sẽ bổ sung hình ảnh sau, vài ngày nữa, nhưng trông giống như trên)

- Lấy cánh tay phía trước bên phải và luồn dây đai qua khe dây đai.

- Gập đầu dây đai lại để răng dây đai ăn khớp với nhau.
- Đẩy dây đai đã gập trở lại vào khe dây đai để các răng được giữ ăn khớp bởi hai bên của khe.


- Lấy cánh tay phía trước bên trái và luồn dây đai qua khe dây đai.

- Gập đầu dây đai lại để răng dây đai ăn khớp với nhau.
- Đẩy dây đai đã gập trở lại vào khe dây đai để các răng được giữ ăn khớp bởi hai bên của khe.


- Độ dài dây đai và số lượng răng ăn khớp không quan trọng ở giai đoạn này, độ dài dây đai sẽ được điều chỉnh sau khi toolhead được lắp ráp.
- Tại thời điểm này, bạn có thể dùng tay kéo từng dây đai, từ phía ngoài để kiểm tra xem dây đai có chắc chắn hay không, điều này phụ thuộc nhiều vào dung sai sản xuất:
- nếu dây đai không bị tuột ra, bạn đã làm tốt, dây đai được giữ chắc bởi vòng lặp được tạo ra ở phía trong khe dây đai;
- nếu chúng bị tuột ra khi dùng tay kéo, cần thực hiện thêm một bước để cố định dây đai; đó là thêm một đoạn dây filament dài 9 mm hoặc thậm chí dây piano vào vòng lặp dây đai ở phía trong cánh tay phía trước và sau đó kéo dây đai ra ngoài và nó sẽ chắc chắn.
Cấu hình IDEX
- Nới lỏng cả hai bộ căng dây đai dưới (Khuyến nghị của tôi là tháo ốc định vị siết chặt bộ căng dây đai và điều chỉnh bộ căng sao cho đầu của bộ căng không nhìn thấy được khi nhìn qua lỗ nơi ốc định vị được đặt; theo cách này bạn đảm bảo rằng bạn không cắt dây đai quá ngắn) Đảm bảo cả hai bộ căng dây đai được điều chỉnh cùng độ sâu.
- Nếu bạn nhận được toolhead hoặc các toolhead đã được lắp ráp, vui lòng tháo rời hoàn toàn, ghi chú lại từng con ốc và bộ phận; Lắp đặt dây đai yêu cầu không gian và việc có từng cánh tay phía trước và tấm lưng/các tấm lưng là một khối duy nhất sẽ giúp quá trình này dễ dàng hơn nhiều.
1. Lắp đặt dây đai A vào tấm lưng của T0 (vui lòng tham khảo hình ảnh bên trên, hiện tại không có bộ IDEX để chụp ảnh, sẽ bổ sung sớm nhất có thể)
- Từ trong ra ngoài, luồn đầu dây đai A qua khe dây đai của tấm lưng T0. Lưu ý răng của dây đai nên hướng về phía khung máy hoặc phía trước của máy in.

- Gập đầu dây đai lại để răng dây đai ăn khớp với nhau, ít nhất 5 đến 7 răng. Ghi chú số lượng răng đã dùng để ăn khớp; số lượng tương tự phải được sử dụng cho dây đai B.
- Đẩy dây đai đã gập trở lại vào khe dây đai để các răng được giữ ăn khớp bởi hai bên của khe.


- Tại thời điểm này, bạn có thể dùng tay kéo từng dây đai, từ phía trong để kiểm tra xem dây đai có chắc chắn hay không, điều này phụ thuộc nhiều vào dung sai sản xuất:
- nếu dây đai không bị tuột ra, bạn đã làm tốt, dây đai được giữ chắc bởi vòng lặp được tạo ra ở phía ngoài khe dây đai;
- nếu chúng bị tuột ra khi dùng tay kéo, cần thực hiện thêm một bước để cố định dây đai; đó là thêm một đoạn dây filament dài 9 mm hoặc thậm chí dây piano vào vòng lặp dây đai ở phía ngoài tấm lưng và sau đó kéo dây đai vào trong và nó sẽ chắc chắn.
2. Lắp đặt dây đai B vào tấm lưng của T1
- Từ trong ra ngoài, luồn đầu dây đai B qua khe dây đai của tấm lưng T1.

- Gập đầu dây đai lại để răng dây đai ăn khớp với nhau, cùng số lượng răng như dây đai A.
- Đẩy dây đai đã gập trở lại vào khe dây đai để các răng được giữ ăn khớp bởi hai bên của khe.


- Tại thời điểm này, bạn có thể dùng tay kéo từng dây đai, từ phía trong để kiểm tra xem dây đai có chắc chắn hay không, điều này phụ thuộc nhiều vào dung sai sản xuất:
- nếu dây đai không bị tuột ra, bạn đã làm tốt, dây đai được giữ chắc bởi vòng lặp được tạo ra ở phía ngoài khe dây đai;
- nếu chúng bị tuột ra khi dùng tay kéo, cần thực hiện thêm một bước để cố định dây đai; đó là thêm một đoạn dây filament dài 9 mm hoặc thậm chí dây piano vào vòng lặp dây đai ở phía ngoài tấm lưng và sau đó kéo dây đai vào trong và nó sẽ chắc chắn.
3. Lắp đặt dây đai A vào cánh tay phía trước bên trái của T0
- Lấy cánh tay phía trước bên trái và luồn dây đai A qua khe dây đai.

- Gập đầu dây đai lại để răng dây đai ăn khớp với nhau.
- Đẩy dây đai đã gập trở lại vào khe dây đai để các răng được giữ ăn khớp bởi hai bên của khe.


- Độ dài dây đai và số lượng răng ăn khớp không quan trọng ở giai đoạn này, độ dài dây đai sẽ được điều chỉnh sau khi toolhead được lắp ráp.
4. Lắp đặt dây đai B vào cánh tay phía trước bên phải của T1
- Lấy cánh tay phía trước bên phải và luồn dây đai B qua khe dây đai.

- Gập đầu dây đai lại để răng dây đai ăn khớp với nhau.
- Đẩy dây đai đã gập trở lại vào khe dây đai để các răng được giữ ăn khớp bởi hai bên của khe.


- Độ dài dây đai và số lượng răng ăn khớp không quan trọng ở giai đoạn này, độ dài dây đai sẽ được điều chỉnh sau khi toolhead được lắp ráp.
Lắp ráp CNC toolhead (phần này sẽ đề cập đến cả hai cấu hình, CoreXY trước / IDEX sau)
- Vặn top plate / các top plate vào carriage / các carriage bằng cách sử dụng 4 ốc vít chìm M3x6 mm / 8 ốc vít chìm M3x6 mm.
- Vặn back plate / các back plate vào top plate / các top plate bằng cách sử dụng 2 ốc vít chìm M3x6mm / 4 ốc vít chìm M3x6 mm.
- Vặn các cánh tay phía trước vào top plate / các top plate bằng cách sử dụng 2 ốc vít chìm M3x6mm / 4 ốc vít chìm M3x6 mm.
- Vặn bottom plate / các bottom plate vào back plate và các cánh tay phía trước / các back plate và các cánh tay phía trước bằng cách sử dụng 4 ốc vít chìm M3x4 mm / 8 ốc vít chìm M3x4 mm. Đảm bảo mặt ngoài của các cánh tay phía trước thẳng hàng với top và bottom plate chứ không bị lệch trước khi siết chặt ốc vít.
Điều chỉnh dây đai phía trước
- Tại thời điểm này, độ dài dây đai có thể được điều chỉnh vì toolhead đã được lắp ráp.
- Đẩy hoặc kéo các vòng dây đai phía trước và điều chỉnh độ dài dây đai:
- Nếu dây đai quá dài, tăng số lượng răng ăn khớp trong các vòng dây đai phía trước. Đảm bảo có cùng số răng ăn khớp trên mỗi dây đai để dây đai có cùng độ dài.
- Nếu dây đai quá ngắn, giảm số lượng răng ăn khớp trong các vòng dây đai phía trước. Đảm bảo có cùng số răng ăn khớp trên mỗi dây đai để dây đai có cùng độ dài.
- Bây giờ có thể cắt dây đai để ngắn lại nếu có phần dây đai thừa chìa ra khỏi cánh tay phía trước, chỉ nên có tối đa 1 hoặc 2 răng dây đai chìa ra khỏi cánh tay phía trước vì nó sẽ cản trở các cụm bạc đạn khi ở cả hai đầu của hành trình X đầy đủ.
Lắp đặt Hardware
- Lắp đặt hotend bạn chọn:
- nếu bạn đang lắp Rapido, Goliath, Dragon hoặc Triangle Labs CHC XL, các ốc M2.5 do RatRig cung cấp có thể được tái sử dụng
- nếu bạn đang lắp Chube, có thể sử dụng 6 ốc vít đầu tròn M3x6 mm để cố định vào top plate (những ốc này có thể phải tự tìm mua)
- nếu bạn đang sử dụng Hextrudort (Low hoặc Low Plus) hoặc bất kỳ biến thể LGX nào, bạn phải tháo ốc của stepper ra khỏi extruder và lắp thân vào adapter plate bằng 2 ốc vít chìm M3x4 mm đối với Hextrudort hoặc 4 ốc vít chìm M3x6 mm đối với biến thể LGX (phiên bản kim loại có thể yêu cầu ốc ngắn hơn).
- nếu bạn đang sử dụng Orbiter, adapter plate có thể được gắn trực tiếp vào top plate bằng 3 ốc M3x4.
- thêm một đoạn dây filament dài hơn và thử xem nó dài bao nhiêu (tôi khuyên nên có một chút nén PTFE bất kể hotend nào)
- trong trường hợp Orbiter, gắn extruder vào adapter plate bằng 2 ốc vít đầu tròn M3x8, những con ốc do RatRig cung cấp có thể được tái sử dụng.
- gắn cụm mới hình thành bao gồm thân extruder và top plate vào top plate bằng 3 ốc vít chìm M3x4 mm (bỏ qua bước này nếu sử dụng Orbiter).
- gắn lại stepper motor của extruder vào thân extruder.
- chèn 2 heatset insert vào bộ phận giữ endstop (trong trường hợp IDEX, 4 heatset insert vào cả hai bộ phận giữ endstop), vặn các endstop stock vào các bộ phận giữ endstop bằng các ốc M3 do RatRig cung cấp và vặn toàn bộ cụm vào top plate bằng 2 ốc vít chìm M3x4 mm (trong trường hợp IDEX, T0 có endstop gắn ở bên trái top plate và T1 ở bên phải).
- các bộ phận giữ toolboard cho EBB42 được thiết kế để sử dụng 2 ốc M3x20 mm, ngắn hơn ốc của RatRig.
Cho đến thời điểm này, tôi nghĩ tôi đã đề cập đến mọi thứ mới lạ với toolhead này và đòi hỏi thêm thông tin.
Với sự đa dạng của các bộ phận giữ toolboard, các tùy chọn part cooling và hotend cooling, sẽ khá khó để đề cập đến mọi cấu hình có thể có nhưng do bản chất của toolhead mới, nó khá tự giải thích về cách các bộ phận còn lại nên được lắp đặt.
Nếu cần thêm thông tin rõ ràng hơn, hãy DM tôi.
Chúc bạn có trải nghiệm tuyệt vời với toolhead mới này!
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!