PROWIPER cho dòng Creality K1

PROWIPER cho Creality K1 Series là một bản nâng cấp toàn diện, không chỉ là bộ gạt muội đơn giản. Nó bổ sung chức năng gạt muội tiên tiến, có thể tùy chỉnh tốc độ, nhiệt độ, mẫu gạt và thậm chí có thể tắt hoàn toàn. Tương thích với nhiều loại bàn chải, cảm biến và cấu hình máy in, PROWIPER dễ dàng lắp đặt và sử dụng.











Mô tả
TÍNH NĂNG
Trước đây gọi là Advanced Nozzle Wiper, đây không chỉ là một bộ gắn gạt muội đơn giản - nó là một bản viết lại hoàn toàn mã gạt muội, với các tính năng sau:
-
Thêm chức năng gạt muội tiên tiến cho Creality K1, K1C, K1SE và K1 MAX
-
Khả năng tắt hoàn toàn chức năng gạt muội (Tùy chọn mặc định nhưng không khuyến khích)
-
Cấu hình tự động - chỉ cần chọn loại giá đỡ bàn chải của bạn trong cấu hình!
-
Làm sạch vòi phun đúng cách với các mẫu zig-zag và thẳng kỹ lưỡng.
-
Có khả năng gạt mà không cần bàn chải ở phía trước, phía sau và hai bên - tương thích với tất cả các đầu dò
-
Tương thích với tất cả các tấm đế, ngay cả những tấm không có bàn chải gạt
-
Tương thích với tất cả bàn chải Creality K1, Bambu A1 và A1 mini
-
Tương thích với (nên cài đặt cùng nhau)
-
Các tùy chọn tương thích cho lidar, cảm biến san lấp mặt bằng đế tiêu chuẩn và đầu dò cảm ứng eddycảm ứngprobes
-
Tương thích với chiều cao đế tiêu chuẩn và bằng bộ đệm tùy chọn
-
Tương thích với các bộ đùn tiêu chuẩn và nâng cấp làm giảm thể tích xây dựng
-
Tương thích với các thiết lập khung dẫn hướng tuyến tính làm giảm thể tích xây dựng
-
Tương thích với CFS và các hệ thống đa màu khác
-
Các tùy chọn khuôn in dễ dàng để tự làm bàn chải cỡ lớn bằng silicone.
-
In phẳng dễ dàng mà không cần hỗ trợ cho tất cả các bộ phận. Cài đặt không thực sự quan trọng.
-
Dễ dàng tháo tấm đế vì nó không chạm vào tấm đế.
-
Lắp đặt bộ gắn bằng 2 vít dễ dàng sử dụng các vít trục z hiện có.
-
Lắp đặt và thay thế bàn chải thả vào dễ dàng mà không cần keo.
-
Tùy chọn giá đỡ được cải thiện để giảm cong vênh và uốn cong, giữ bàn chải đúng vị trí.
-
Tính toán sự giãn nở nhiệt để ngăn bàn chải bị bật lên.
-
Ngăn ngừa chảy nhỏ giọt với các công tắc bật tắt cho việc thu hồi và làm mát cũng như đệm nhiệt độ.
-
Tùy chỉnh nâng cao 20 biến số bao gồm tốc độ và nhiệt độ
-
Khả năng "bỏ kẹt" nâng cao, hữu ích để phục hồi sau sự cố mất điện
-
Trình tự về nhà tốt hơn để tránh đầu phun va vào động cơ bước
-
Macro tiện lợi để kiểm tra vòi phun từ xa bằng camera
-
Macro tiện lợi để làm nóng trước buồng
-
Macro và công cụ tiện lợi để tạo độ dài tùy chỉnh
HƯỚNG DẪN
Bạn cần quyền truy cập root để sao chép tệp cấu hình.
1 - Tải xuống và nhấp chuột phải vào tệp CONFIG.zip để giải nén tệp 3DPHUB_PROWIPER.cfg. Mở nó bằng trình soạn thảo văn bản và thay đổi variable_brush_version để khớp với giá đỡ bàn chải của bạn. Nếu bạn muốn sử dụng nó mà không có bàn chải, bạn có thể đặt nó thành NONE để nó gạt trên tấm đế và bạn có thể thay đổi vị trí gạt bằng cách thay đổi biến scrape_position. Kiểm tra các biến khác và đảm bảo chúng khớp với thiết lập của bạn sau đó lưu cấu hình.
Lưu ý: Cấu hình được thiết lập cho K1/K1C/K1SE theo mặc định. Phiên bản máy in của bạn sẽ được tự động phát hiện khi bạn chạy macro và mọi thứ ngoại trừ
brush_versionsẽ được tự động điều chỉnh, nhưng bạn sẽ không thấy những thay đổi này trong cấu hình. Nếu bạn đặtprinter_versionthànhCUSTOM, bạn phải tự đặt tất cả các biến với rủi ro của riêng bạn.
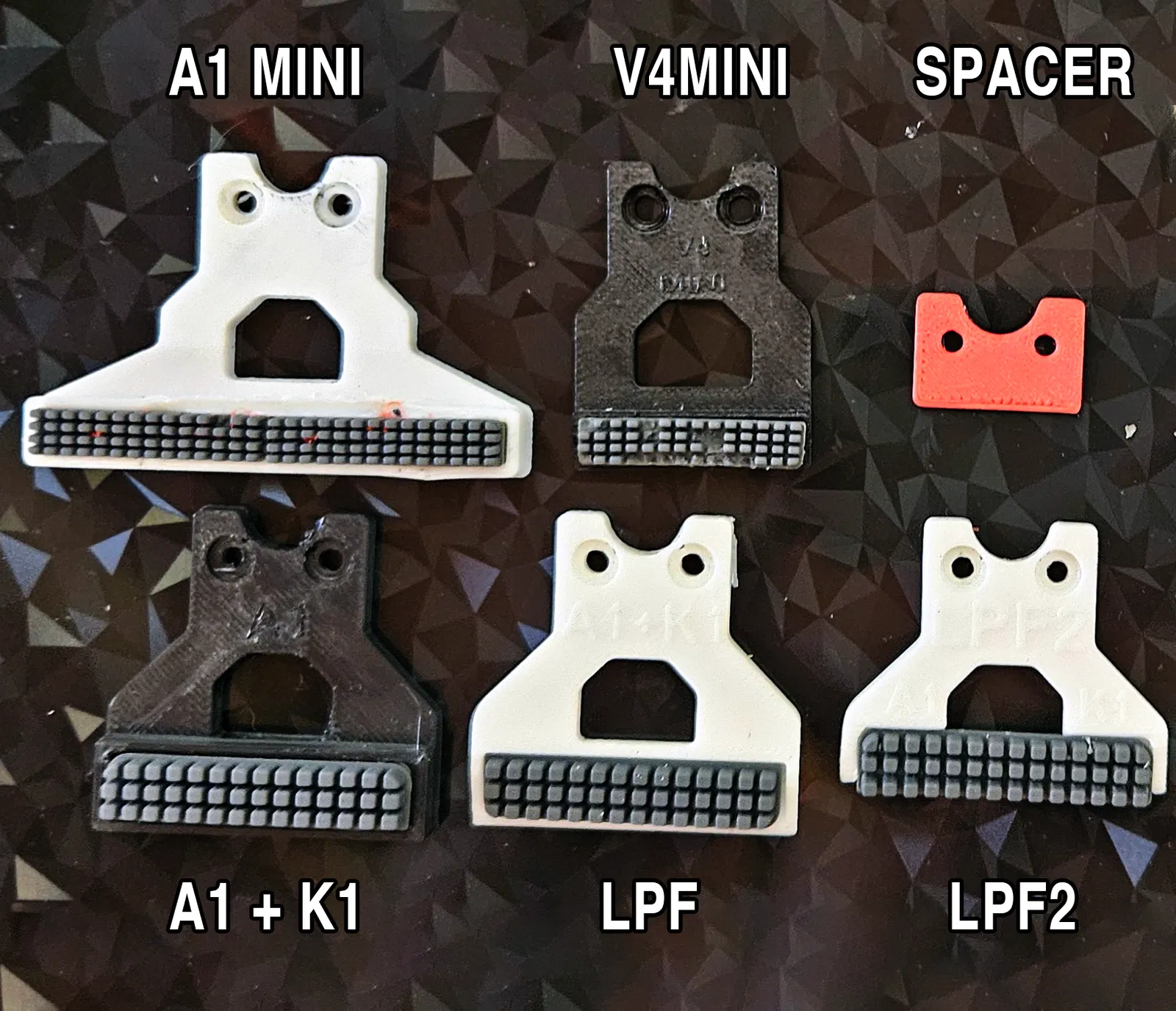
2 - Nếu bạn đang sử dụng bàn chải, hãy in giá đỡ bàn chải đã chọn của bạn bằng sợi nhiệt độ cao như ASA hoặc ABS. Tôi khuyên dùng giá đỡ LPF2 cho các thiết lập tiêu chuẩn. Các giá đỡ khác yêu cầu giảm nhẹ lưới và khu vực in để tránh va chạm.
Giá đỡ
Cấu hình
Mẫu
Bàn chải
Mô tả
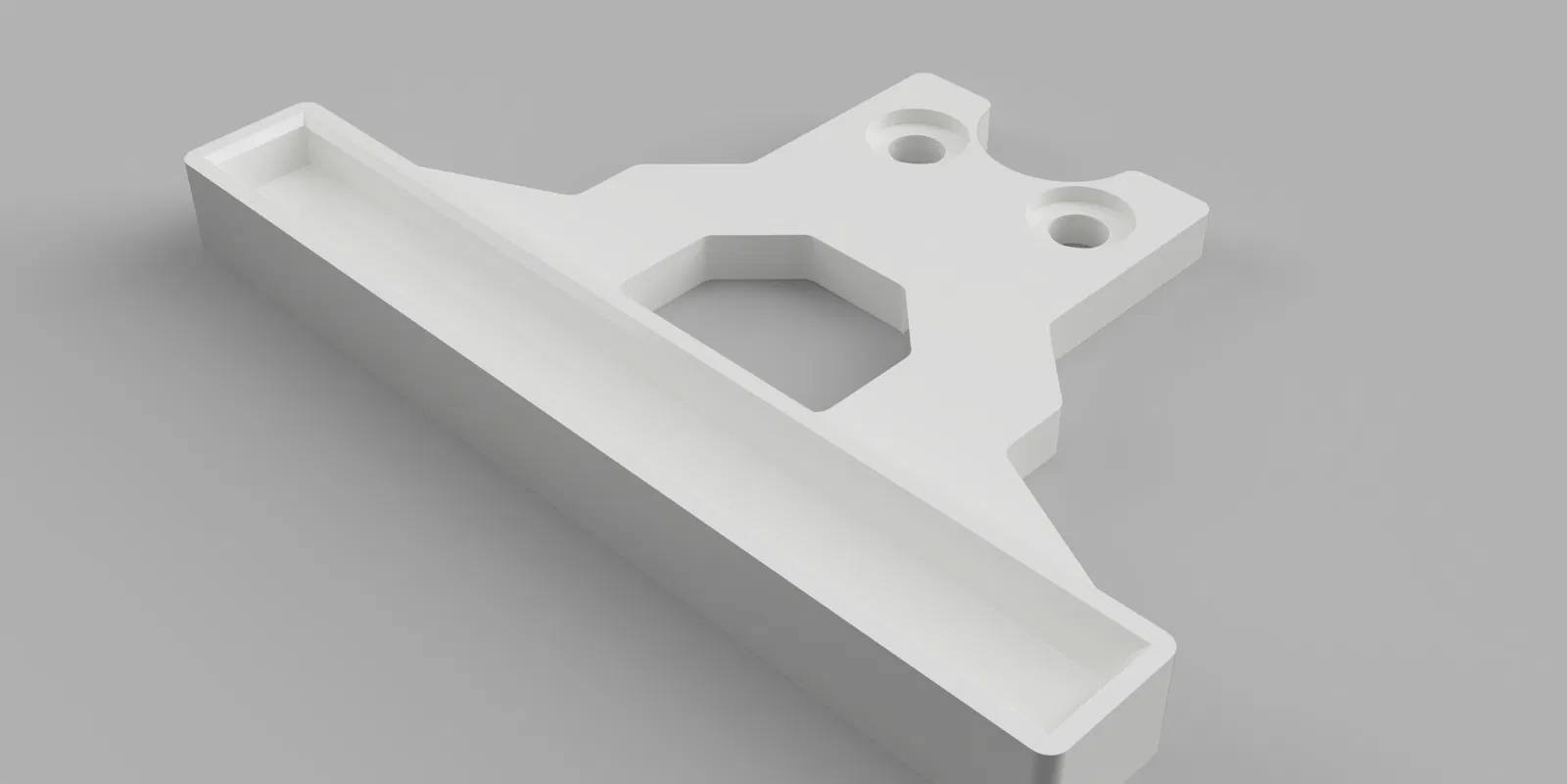
LPF2
V4+
Chỉ thẳng
Được đề xuất cho máy in nhà máy. Hồ sơ X, Y và Z thấp nhất. Không cần khoảng trống. Không có mẫu zig-zag
LPF
V3.6+
Chỉ thẳng
Hồ sơ X và Z thấp. Cần ít khoảng trống hơn.
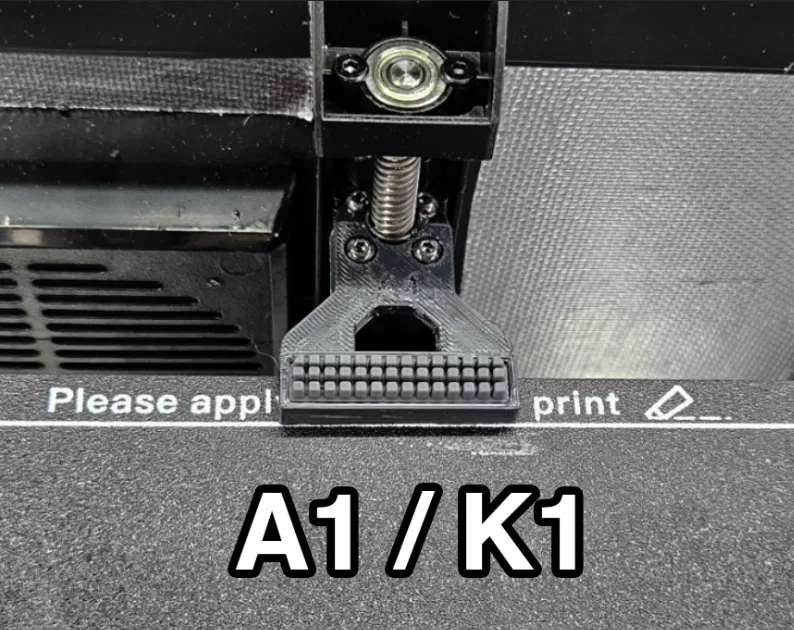
A1 + K1
V3+
Thẳng Zig-Zag
Không khuyến khích. Hồ sơ X thấp. Hồ sơ Z cao. Cần 10mm khoảng trống. Gạt tốt nhất
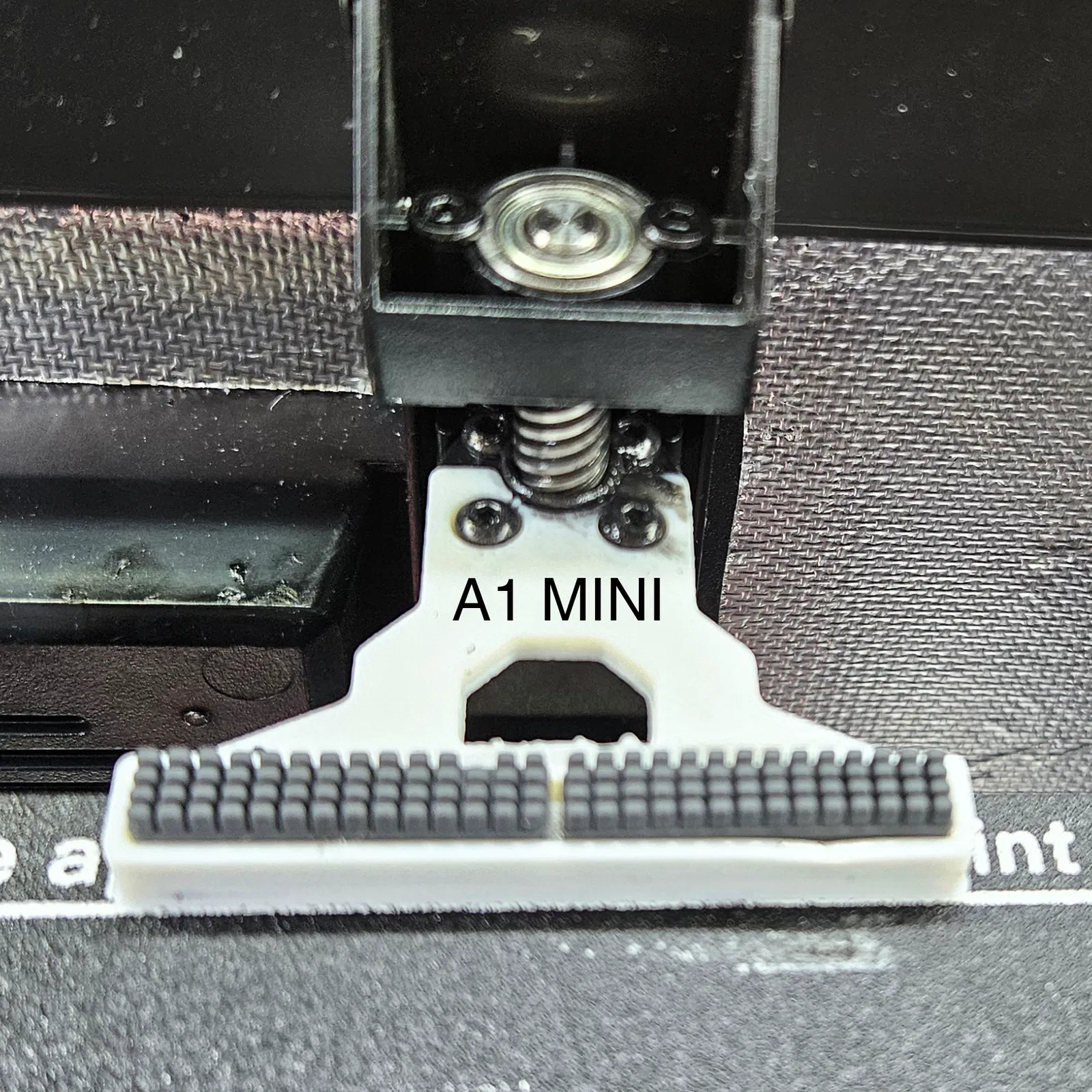
A1 MINI
V3+
Thẳng Zig-Zag
A1 MINI Khuôn
Không khuyến khích. Hồ sơ X và Z cao. Cần 10mm khoảng trống. Gạt tốt hơn
V4MINI
V4.2+
Thẳng
Hồ sơ X và Y thấp. Cần ít khoảng trống hơn
NONE
V4.1+
Thẳng Zig-Zag
Không có
Không có hồ sơ. Khả năng tương thích cao nhất. Có thể gạt ở phía trước, phía sau hoặc bên phải của tấm đế.
LIBRA
V4.5+
Thẳng Zig-Zag
Giá đỡ dài hơn để sử dụng với đầu đùn Libra, Cyclops hoặc DXC (chúng làm giảm thể tích xây dựng do động cơ nâng cấp lớn hơn)
LIBRA2
V4.7+
Thẳng
Zig-Zag
Giữ bàn chải chắc chắn hơn so với giá đỡ LIBRA nhưng chiếm nhiều không gian hơn một chút
K1C
V4.9+
Thẳng Zig-Zag
Dành cho K1/K1C/K1SE với bộ đùn và xe đẩy tiêu chuẩn. Thay thế bàn chải ban đầu.
CFSA
V5+
Thẳng Zig-Zag
Giá đỡ tương thích CFS của Andrés López (thể tích xây dựng nhà máy) - đã thử nghiệm trên K1C
CFSZ
V5+
Thẳng Zig-Zag
Giá đỡ tương thích CFS của _Zeyrox
3 - SSH vào máy của bạn. Điều hướng đến /_usr/data/printerdata/config. Kéo tệp 3DPHUB_PROWIPER.cfg vào thư mục này
4 - Trong tệp printer.cfg, thêm dòng [include 3DPHUB_PROWIPER.cfg] và lưu cấu hình.
5 - Khởi động lại klipper hoặc máy in của bạn và chạy macro WIPE_NOZZLE để kiểm tra. Sau khi bạn xác minh chuyển động hoạt động như dự định, bạn có thể cài đặt giá đỡ bàn chải. Nếu cần điều chỉnh, hãy cuộn xuống trong 3DPHUB_PROWIPER.cfg và tìm mã cho cài đặt trước bạn đã chọn để chỉnh sửa nó, hoặc sử dụng chế độ CUSTOM.
6 - Hạ thấp giường của bạn một nửa để có không gian làm việc. Sử dụng chìa khóa Allen 2mm đi kèm với máy in của bạn hoặc tua vít lục giác 2mm để lắp giá đỡ bằng 2 vít tự khai thác M3x8 hiện có ở phía sau.

Chúc mừng, nếu bạn đang sử dụng giá đỡ LPF2 trên K1 MAX tiêu chuẩn, bạn đã hoàn thành! Nếu không, hãy đọc tiếp để biết các tính năng an toàn bổ sung cần thiết cho các giá đỡ khác, các mẹo tùy chỉnh để phù hợp với các máy khác và các tùy chọn bổ sung về chất lượng cuộc sống.
Không bắt đầu in từ màn hình nhà máy hoặc creality print. Sử dụng fluidd / mainsail
Không in hoặc dò tìm trong vòng 10mm tính từ bộ gạt nếu bạn không sử dụng giá đỡ LPF2,
Các cài đặt trước là điểm khởi đầu để bạn có thể điều chỉnh và có thể yêu cầu tinh chỉnh do sự khác biệt giữa các máy, các bản sửa đổi, lựa chọn bộ gạt và cấu hình máy in.
KHOẢNG CÁCH TRỤC Y CHO GIÁ ĐỠ BÀN CHẢI V3 VÀ CŨ HƠN (KHÔNG PHẢI LPF2)
Nếu bạn không sử dụng giá đỡ bàn chải hồ sơ thấp V4 LPF2 với đế và đầu dò tiêu chuẩn, bạn sẽ cần 10mm khoảng trống xung quanh bộ gạt để tránh va chạm. Tốt nhất là nên đặt khoảng trống đầy đủ trong mọi trường hợp. Trong tệp printer.cfg, giảm số mesh_max thứ hai đi 10 trong phần [bed_mesh]. Máy của tôi là 295, vì vậy tôi đã giảm xuống còn 285. Lưu cấu hình và khởi động lại máy để áp dụng các thay đổi.

Tôi khuyên bạn nên babystepping máy in về phía sau để tìm khoảng trống tối ưu.
MỨC TRỤC Z - LÀM CHO GIÁ ĐỠ BÀN CHẢI THẲNG HÀNG
Một số máy được chế tạo khác nhau. Nếu giá đỡ bàn chải không thẳng hàng với đế do điểm lắp trục vít thấp hơn đế, bạn có thể thay đổi kích thước và in bộ đệm Z 1mm từ thư mục công cụ và các mục bổ sung. Nên có khoảng trống 1mm giữa giá đỡ bàn chải và tấm đế để dễ dàng thay đổi tấm đế. Bạn KHÔNG cần thay đổi biến spacer_height.
KHOẢNG CÁCH TRỤC Z - ĐO LƯỜNG VÀ THIẾT LẬP CHIỀU CAO GẠT AN TOÀN
Nếu đáy của giá đỡ bàn chải cao hơn 1mm so với tấm đế (ví dụ: khi sử dụng bộ đệm Z lớn hoặc nếu bạn có đế nâng cấp thấp hơn điểm lắp trục vít trục z, hãy thay đổi kích thước bộ đệm z 1mm từ thư mục công cụ và các mục bổ sung để đáy của giá đỡ bàn chải nằm cao hơn tấm đế 1mm, sau đó tính toán chiều cao bổ sung bằng cách thay đổi biến spacer_height trong cấu hình (v5+). Chiều cao gạt cuối cùng sẽ là start_z cộng với spacer_height. Sử dụng thước để đo và xác nhận rằng các biến được đặt ở chiều cao an toàn.

CÁCH HIỂN THỊ BỘ GẠT VÒI PHUN TRONG SLICER VÀ TẠO VÙNG AN TOÀN
Nếu bạn không sử dụng giá đỡ LPF2 với thiết lập tiêu chuẩn, bạn có thể thiết lập vùng an toàn có thể nhìn thấy trong slicer để tránh va chạm trong quá trình in, điều này sẽ cảnh báo bạn nếu bạn cố gắng in quá gần.
1 - Tải xuống và giải nén tệp OPTIONAL SLICER BED SHAPE FILES FOR K1 MAX.zip
2 - Trong cài đặt máy in của slicer, sao chép và dán dòng vào Khu vực loại trừ đế:
K1 MAX
109x290, 190x290, 190x310, 109x310
K1 / K1C / K1SE
69x210, 150x210, 150x220, 69x220
3 - Để xem bộ gạt trong slicer, nhấp vào "Set ..." bên cạnh Khu vực in. Dưới texture, load tệp kết cấu. Dưới model, load tệp mô hình.


GẠT TỰ ĐỘNG SAU KHI IN
Bạn có thể thêm macro vào Machine end G-code trong cài đặt máy in của slicer bằng cách thêm dòng WIPE_NOZZLE trước END_PRINT. Chỉ thực hiện điều này nếu bạn không bao giờ có ý định in gần bộ gạt, nếu không đầu phun của bạn có thể va chạm với bản in. Tùy chọn an toàn hơn là để nguyên Machine end G-code và chỉ nhấp vào macro WIPE_NOZZLE khi bạn biết điều đó an toàn. Bạn không cần thêm nó vào mã bắt đầu vì nó sẽ được kích hoạt trong trình tự san lấp mặt bằng.

MACRO BAO GỒM ĐỂ LÀM NÓNG TRƯỚC, VỀ NHÀ AN TOÀN HƠN VÀ XEM VÒI PHUN

MACRO
CHỨC NĂNG (Đảm bảo không có gì trên tấm đế)
VIEW NOZZLE
Căn giữa vòi phun trước camera. Hữu ích để kiểm tra xem nó có sạch từ xa không. Chỉ kích hoạt thủ công.
COOL NOZZLE
Làm mát vòi phun. Di chuyển đầu phun đến bên cạnh quạt phụ. Bật quạt bộ phận, quạt phụ và quạt hút. Hữu ích để bảo trì đầu phun sau khi bị tắc. Chỉ kích hoạt thủ công.
PREHEAT
Làm nóng trước buồng. Làm nóng vòi phun và đế. Di chuyển đầu phun đến bên cạnh quạt phụ. Bật quạt bộ phận, quạt phụ và quạt đế nếu chúng được cài đặt. Tắt quạt hút. Có thể được kích hoạt thủ công hoặc được kích hoạt như một phần của macro gạt.
HOME SAFELY
Được gọi bởi các macro khác để hạ thấp đế trước khi về nhà. Có thể được kích hoạt thủ công và cho phép đặt khoảng cách Z. Hữu ích để phục hồi an toàn sau lỗi in và tắt máy, đồng thời tránh lật trục XY.
MEASURE WIPER
Bạn có thể sử dụng macro này kết hợp với công cụ đo lường có thể in để dễ dàng tìm thấy độ dài hoàn hảo cho giá đỡ vòi phun tùy chỉnh. Hữu ích cho các máy có diện tích xây dựng bị giảm.

TỰ LÀM BÀN CHẢI (TÍNH NĂNG CŨ - KHÔNG KHUYẾN KHÍCH)
Có 3 thư mục cho các số lượng bàn chải khác nhau. Bạn có thể làm 1, 5 hoặc 20 cái cùng một lúc. Chúng dài gấp đôi bàn chải A1 Mini nên bạn chỉ cần 1 cái mỗi lần. Chúng chỉ vừa với giá đỡ A1 mini. Bạn có thể chọn giữa 1-4 hàng cho bộ phận A. Tôi khuyên dùng loại 1 hoặc 2 hàng vì nó có thể sẽ cho kết quả tốt hơn. Nếu bạn có thể tìm ra cách để slicer in hoàn hảo các lỗ 1x1 nhỏ xíu cho bàn chải 4 hàng, vui lòng cho tôi biết.
-
In một bộ phận A, B và C cho kích thước khuôn bạn đã chọn.
-
Đổ đầy bộ phận A bằng silicone chịu nhiệt cao (có định mức cao hơn nhiệt độ vòi phun của bạn)
-
Sử dụng bộ phận B để đẩy tất cả vào các khoảng trống
-
Tháo bộ phận B. Lặp lại các bước 2 và 3 nếu bạn nghĩ rằng bạn cần thêm silicone.
-
Đổ đầy bộ phận C
-
Kết hợp A và C
-
Lau sạch silicone thừa
-
Kẹp hoặc bắt vít các khuôn lại với nhau hoặc chỉ cần đặt một cuốn sách dày lên trên
-
Để qua đêm
-
Sử dụng lưỡi dao để chỉnh sửa các cạnh nếu cần
KHẮC PHỤC SỰ CỐ - CHÂN ẢO
Một số máy in sẽ báo lỗi liên quan đến chân ảo. Chân ảo được sử dụng làm công tắc bật và tắt chức năng gạt muội trong fluidd và như một tính năng an toàn để chống lại cấu hình sai. Điều này là không cần thiết cho hoạt động - sau khi đảm bảo cấu hình của bạn chính xác, bạn có thể an toàn bỏ ghi chú các dòng sau để khắc phục lỗi (thêm dấu # vào đầu mỗi dòng)
[output_pin ADVANCED_NOZZLE_WIPER]
pin: virtual_pin:ADVANCED_NOZZLE_WIPER_pin
value: 1
{% if printer['output_pin ADVANCED_NOZZLE_WIPER'].value == 0 %}
{% set wipe_pattern = "DISABLED" %}
{% endif %}
Ngoài ra, bạn có thể thử cài đặt KAMP bằng script trợ giúp
KHẮC PHỤC SỰ CỐ - FAN2
K1SE không có FAN2 (quạt phụ/bên), và một số firmware đổi tên quạt. FAN2 được sử dụng bởi macro để giúp lưu thông không khí để làm nóng trước buồng hoặc làm mát vòi phun. Đây là các tính năng tùy chọn và không cần thiết cho hoạt động. Nếu bạn nhận được mã lỗi FAN2, chỉ cần xóa các dòng liên quan đến FAN2 nếu bạn không có quạt phụ hoặc đổi tên FAN2 trong cấu hình bộ gạt để khớp với tên quạt của bạn trong printer.cfg.
Nếu bạn muốn hỗ trợ phát triển các bản sửa đổi và thiết kế K1 series mới, bạn có thể thực hiện tại đây https://ko-fi.com/dfbpurcell
TÍCH HỢP SIMPLE AF
Nếu bạn nhận được lỗi M106, đó là do cấu hình được thiết lập cho firmware nhà máy theo mặc định. Bạn có thể thay thế các dòng M106 bằng SET_PIN PIN=XXXXXX VALUE=XXXX hoặc chỉ cần bỏ ghi chú chúng.
Vô hiệu hóa các dòng này bằng cách thêm # vào đầu mỗi dòng trong tệp cấu hình:
[gcode_macro CX_NOZZLE_CLEAR]
rename_existing: _CX_NOZZLE_CLEAR
gcode:
WIPE_NOZZLE
Thêm cái này vào tệp cấu hình:
[gcode_macro _SAF_START_PRINT_BEFORE_BED_MESH] gcode: WIPE_NOZZLE

Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình




































Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!