(REMIX) Công Chúa Chiến Binh Tiên Tộc - Hueforge
Chia sẻ kinh nghiệm in mô hình (REMIX) Elven Princess Warrior - Hueforge tuyệt đẹp. Người dùng khuyên dùng Build Plate Frostbite, cân bằng nhiệt độ và chia sẻ chi tiết cài đặt Orca Slicer và Flash Forge AD5M Pro cho bản in hoàn hảo.




Mô tả
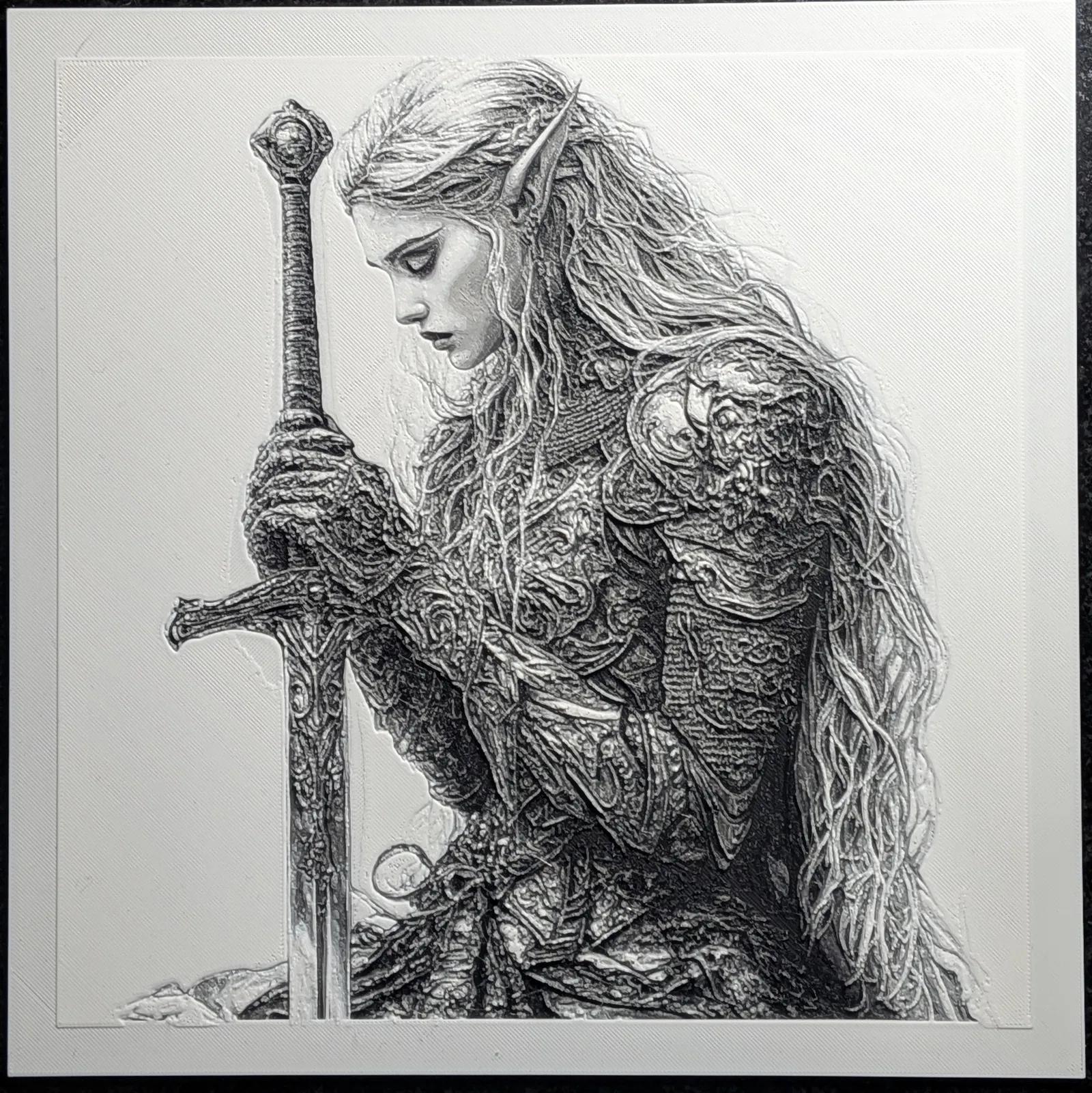
Đây là một trong những thứ đẹp nhất tôi từng in.
Dành cho một bạn nữ / fan tiểu thuyết giả tưởng trong dịp sinh nhật 16 tuổi.
Cảm ơn vì đã chia sẻ!
Gửi đến những ai còn đang phân vân về việc thực hiện dự án này hoặc bất kỳ thử thách kỹ thuật nào khác: CỨ LÀM ĐI.
Lần đầu tiên của tôi bị bong ra ở hai chỗ dọc theo mép.
Chắc chắn là do ứng suất nhiệt giữa các lớp.
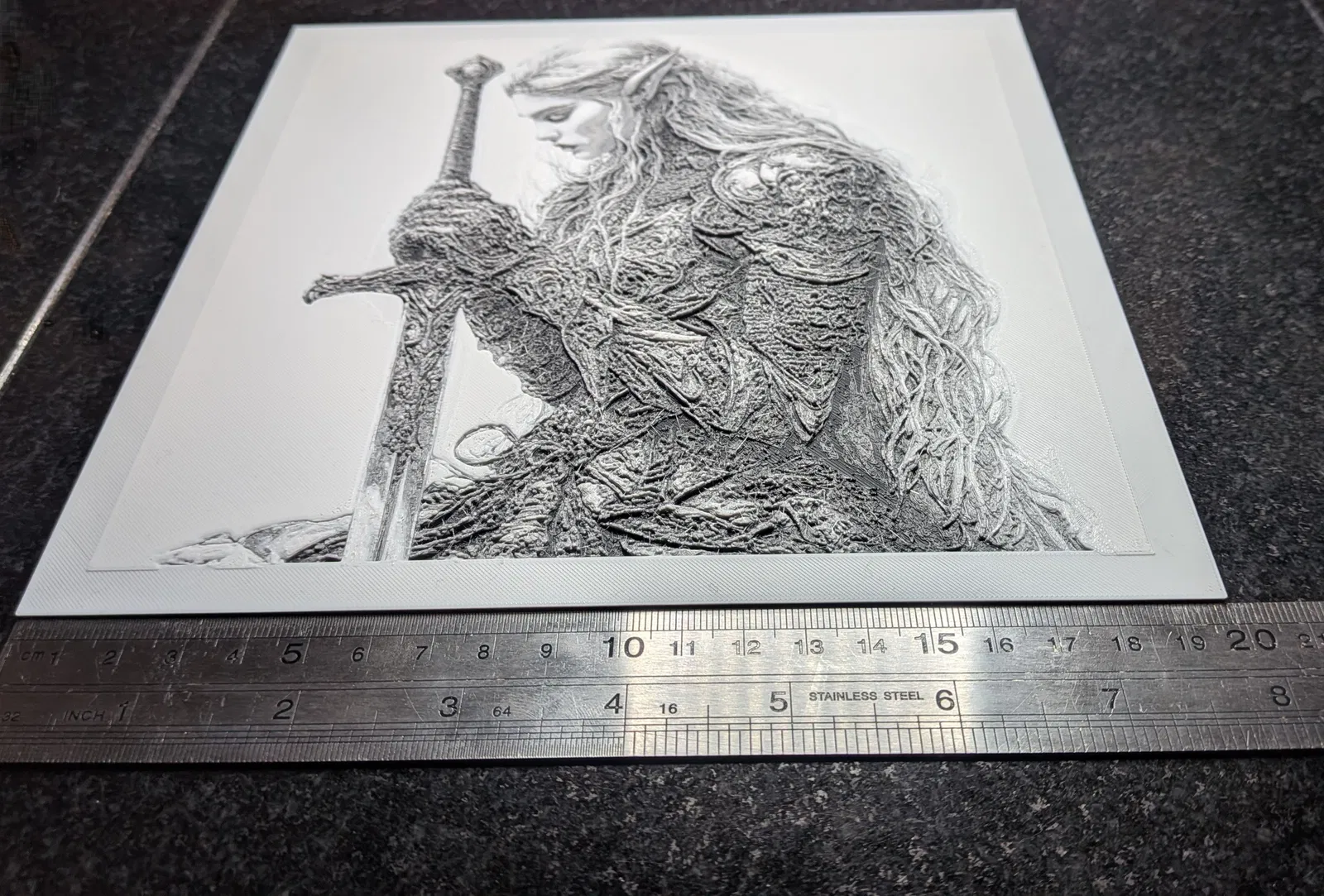
Tôi đã thêm một đường viền 9mmX2mm xung quanh bản in để có thể hy sinh hoặc được giữ bằng khung vì bản gốc không có đường viền.
Tôi cũng đã mua: Tấm Build Plate BIQU CryoGrip Pro Frostbite Cold Build Plate từ Amazon.
Tôi đã sử dụng nhiệt độ build plate 35C và nhiệt độ đầu phun thấp nhất (205C) mà tôi dám thử, hóa ra hơi quá thấp: các lớp giữa nhanh hơn có một vài lỗ hổng vì bộ đùn của tôi gặp khó khăn khi đẩy sợi PLA mát như vậy qua đầu phun 0.25mm. Tốt nhất là đừng cố quá. May mắn là cả lớp đầu tiên và lớp trên cùng đều ở tốc độ giảm và bất kỳ lỗi nào cũng được che đi và không thể nhận thấy. Ngoài ra, tôi đã đóng cửa vì nhiệt độ build plate của tôi thấp và ý tưởng là giữ chênh lệch nhiệt độ từ lớp đầu tiên đến lớp cuối cùng càng nhỏ càng tốt. Theo nhà sản xuất, vành (brim) không phải là một lựa chọn với Frostbite build plate vì nó rất khó hoặc không thể tháo ra.
Sau thành công mỹ mãn, tôi khuyên dùng Frostbite plate và giữ sự khác biệt giữa bề mặt in và nhiệt độ in càng nhỏ càng tốt. Nếu bạn có thể sử dụng tấm build plate mát hoặc điều chỉnh nhiệt độ buồng, hãy làm điều này, nó sẽ chỉ giúp bạn. Vì nhiệt độ tấm của tôi là 35C, tôi không gặp vấn đề gì khi đóng cửa và không lo bị tắc nghẽn. Điều mà tôi không thể làm khi nhiệt độ tấm của tôi là 60C. Tất nhiên, các lớp trên cùng có diện tích bề mặt lớn và nguội đi rất nhanh, trong khi các lớp dưới được làm ấm bởi tấm, điều này tạo ra nhiều ứng suất nhiệt cho mô hình từ dưới lên trên. Đây không phải là vấn đề điển hình của việc giữ nhiệt (heat soak) khi mô hình được xây dựng, nó giống như vấn đề ngược lại. Hy vọng thông tin này sẽ giúp bạn thành công.
CHỈNH SỬA: Bản in cận cảnh của tôi trông hơi có sợi vì tôi chưa xử lý bằng lửa, tin tôi đi, trông tuyệt vời ngay cả khi nhìn gần.
Xem Trang Thiết Kế Nguyên Gốc tại đây để biết thông tin Filament và các thông tin khác bạn cần:
Elven Warrior Princess Hueforge Khoảng Thời Gian Đổi Filament Cụ Thể Theo Cài Đặt Của Tôi:
Cài đặt Flash Forge AD5M PRO / ORCA 3.2.1 của tôi:
Khoảng 1 (L1-L8): 5 giờ, 23 phút (Đổi sang Xám Đen) - Báo thức: 12:07 AM EST
Khoảng 2 (L8-L13): 4 giờ, 13 phút (Đổi sang Xám Thép) - Báo thức: 4:20 AM EST
Khoảng 3 (L13-L18): 3 giờ, 37 phút (Đổi sang Xám) - Báo thức: 7:57 AM EST
Khoảng 4 (L18-L22): 2 giờ, 35 phút (Đổi sang Trắng) - Báo thức: [THỜI GIAN TIẾP TỤC L18 ĐANG CHỜ]
Cài Đặt Elven Warrior Princess Hueforge
Orca Slicer 3.2.1 Settings
Flashforge AD5M Pro
Đầu phun 0.25mm
Nhiệt độ đầu phun: 205°C (Khuyến nghị 210-215°C)
Build Plate: BIDU Frostbite 35°C
**--- Cài Đặt Orca Slicer Toàn Cục ---
CHẤT LƯỢNG
Chiều cao lớp: 0.08mm
Chiều cao lớp đầu tiên: 0.16mm
Chiều rộng đường in: 0.3mm (TẤT CẢ)
Vị trí đường nối: Căn chỉnh mặt sau
Khoảng trống đường nối: 0%
Đường viền và lỗ nối Scarf Joint: Đã chọn
Tốc độ Scarf Joint: 100%
Chiều dài Scarf: 10
Các bước Scarf: 5
Tốc độ quét đáy (Roll Base Wipe Speed): Đã chọn
Làm phẳng bề mặt (Ironing): Không làm phẳng
Trình tạo tường (Wall Generator): Cổ điển
Thứ tự in tường: Trong/Ngoài
Hướng vòng lặp tường trong: Tự động
Tỷ lệ dòng chảy bề mặt trên: 1
Tỷ lệ dòng chảy bề mặt dưới: 1
ĐỘ BỀN
Vòng lặp tường: 2
Lớp trên cùng: 50
Độ dày lớp trên cùng: 0
Mật độ bề mặt trên: 100%
Họa tiết bề mặt trên: Monotonic
Lớp dưới cùng: 1
Độ dày lớp dưới cùng: 0
Mật độ bề mặt dưới: 100%
Họa tiết bề mặt dưới: Monotonic
Chồng lấp lớp solid trên/dưới và tường: 25%
RUỘT IN (INFILL)
Mật độ ruột in thưa (Sparse Infill Density): 0%
Hướng ruột in thưa: 45°
Họa tiết ruột in solid bên trong: Monotonic
Hướng ruột in solid: 45°
Áp dụng ruột in khoảng trống (Apply Gap Infill): Không đâu cả
Lọc bỏ các khoảng trống nhỏ (Filter Out Tiny Gaps): 0.5mm
Chồng lấp ruột in/tường: 50%
Căn chỉnh hướng ruột in theo mô hình: Bỏ chọn
TỐC ĐỘ
Tốc độ lớp đầu tiên: 30mm/s
Tốc độ ruột in lớp đầu tiên: 30mm/s
Tốc độ di chuyển lớp ban đầu: 100%
Số lớp chạy chậm: 1
Tốc độ tường ngoài: 60mm/s
Tốc độ tường trong: 80mm/s
Chu vi nhỏ (Small Perimeters): 50%
Ngưỡng chu vi nhỏ: 0mm
Tốc độ ruột in thưa: 120mm/s
Tốc độ ruột in solid bên trong: 120mm/s
Tốc độ bề mặt trên: 30mm/s
Tốc độ ruột in khoảng trống: 30mm/s
Tốc độ che khuất (Overhang Speed): Giảm tốc độ cho khu vực che khuất (bỏ chọn)
Tốc độ di chuyển: 500mm/s
KHÁC
Vành (Brim): Không có vành
Giấy phép

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!