Ramp bậc trong nhà cho Prusa CORE One

Loại bỏ bậc phía trước bên trong, giúp việc thu hồi và dọn dẹp các đường purge dễ dàng hơn. Mô hình này là một cái dốc đơn giản để bắc cầu qua bước này, với các tính năng như chốt khóa và hướng in được tối ưu hóa. Về vật liệu, PETG được khuyến nghị để cân bằng giữa độ bền và khả năng chịu nhiệt.



Mô tả
Bộ phận này giải quyết một sự bất tiện rất cụ thể mà tôi gặp phải với chiếc Prusa Core ONE của mình. Thỉnh thoảng, tôi làm rơi các đường purge hoặc lớp đầu tiên bị lỗi xuống dưới gầm máy. Để dọn dẹp chúng, tôi thường trượt chúng ra phía trước, chỉ để chúng bị kẹt ở mép nơi mặt trước của máy in gặp bảng dưới cùng. Mô hình này là một cái dốc đơn giản để bắc cầu qua bước này.
Tính năng
Ngay cả một mô hình đơn giản như thế này cũng có một vài tính năng đáng để đề cập.
Chốt khóa
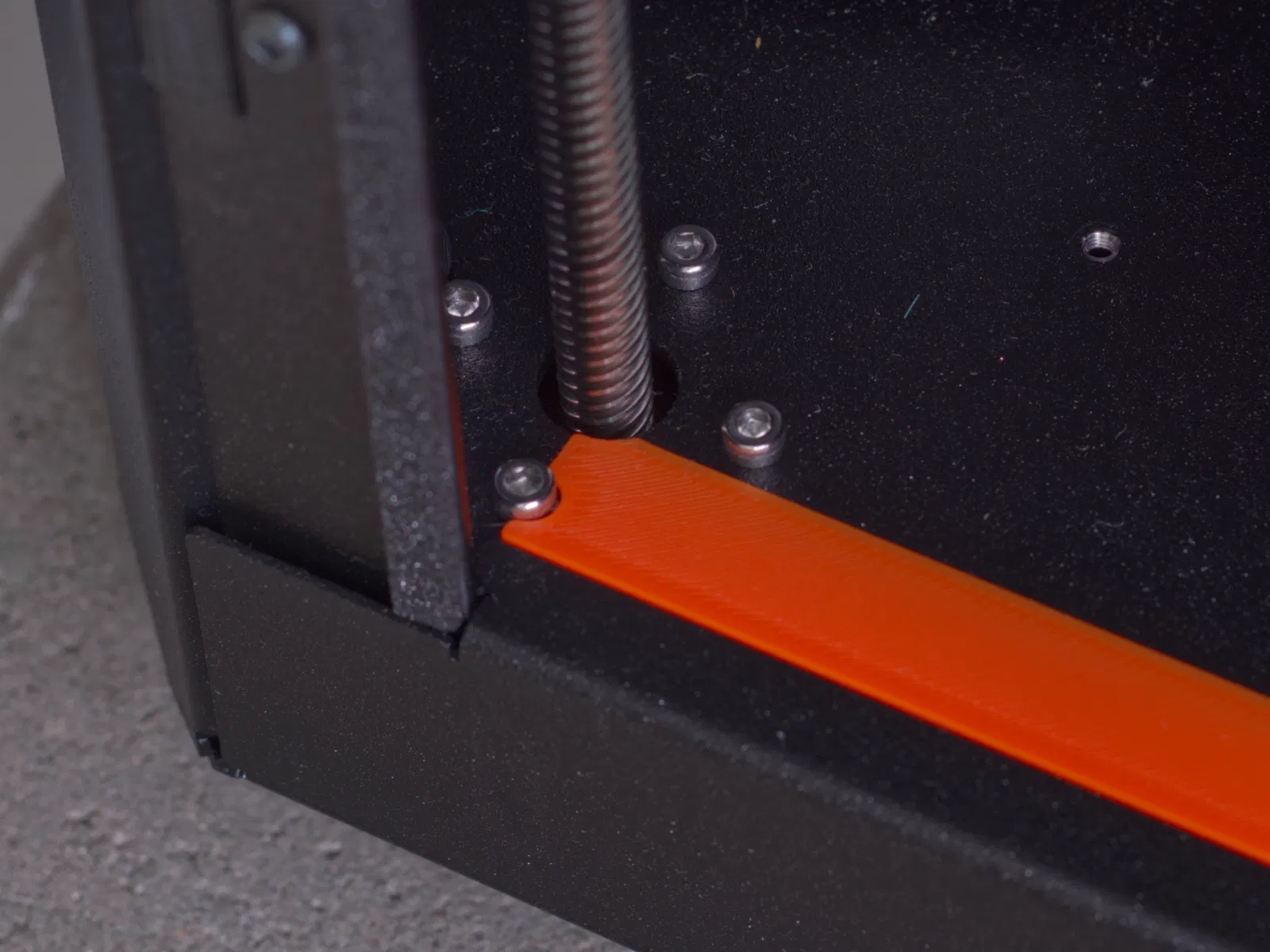
Các vít giữ động cơ Z phía trước bên trái và bên phải chỉ cách nhau đủ gần để sử dụng làm các tính năng định vị, với diện tích in có sẵn khi sản xuất bộ phận lấp đầy. Nó chỉ tiếp xúc lỏng lẻo, nhưng trong quá trình hoạt động, các lực tác dụng sẽ đẩy dốc vào đúng vị trí.
Hướng in
Mô hình này được in ngược, vì vậy bề mặt đáy khi in sẽ trở thành mặt trượt, trong khi mặt bậc của các lớp xếp chồng lên nhau sẽ dựa vào bảng dưới cùng.
Khe hở bộ phận
Khi lắp đặt, bộ phận này cho phép di chuyển ngang khoảng 1 mm. Điều này là có chủ đích. Rủi ro đáng kể duy nhất với sửa đổi này là sự phình ra ở giữa, có thể làm nâng dốc lên. Tuy nhiên, với khe hở được cung cấp, nó vẫn sẽ nằm gọn giữa các đầu vít định vị—ngay cả trong buồng in nóng.
Phần cứng bổ sung cần thiết
Không có. Băng dính hai mặt mỏng là một tùy chọn, nhưng nó làm tăng chiều cao. Thêm một chỗ lõm cho một dải băng là một ý tưởng cho một lần lặp lại trong tương lai.
Hướng dẫn in
Về lý thuyết, bộ phận này in tốt nhất với chiều cao lớp thấp hơn bình thường. Để giữ cho cạnh mỏng của dốc gần với tấm in, 0.10 mm là một lựa chọn tốt. Vì hướng chéo làm lệch góc điền đầy mặc định, hãy đặt nó thành 0° để đạt được mẫu điền đầy 45° hiệu quả.
Đối với việc lựa chọn vật liệu, PLA, PETG và ASA đều hoạt động tốt. Tuy nhiên, PLA có thể bị mềm nếu bạn thường xuyên in ASA, trong khi PETG cung cấp một sự cân bằng đáng tin cậy giữa độ bền và khả năng chịu nhiệt.
Do kích thước của nó, bộ phận này vừa vặn trên khay in của Core ONE. Tôi đã tối ưu hóa vị trí trong CAD và lưu hướng chính xác trong tệp STL được cung cấp. Được căn chỉnh đúng cách, diện tích bề mặt đo được là 249.19 × 219.14 mm và dốc nên được in ngược để đảm bảo bề mặt nhẵn.

Tùy chỉnh
Kiểm tra phần Remix! Đã có các phiên bản điều chỉnh cho các trường hợp sử dụng chuyên biệt, ví dụ như một số phiên bản tương thích với nắp che bụi trục Z.
Nếu không có biến thể nào hiện có, hãy tìm tệp nguồn Fusion 360 trong phần Tải xuống. Khi xuất, hãy kích hoạt Body4 trong thành phần gốc, điều này sẽ đảm bảo hướng STL chính xác trong phần mềm cắt.
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!