In thử nghiệm máy in 3D với lượng filament thấp

Bài in thử nghiệm máy in 3D với mục đích kiểm tra lượng filament thấp, có các bài kiểm tra về độ nhô, khoảng hở, độ bay dây và nhiều hơn nữa. Hướng dẫn khắc phục sự cố chi tiết cho từng vấn đề.

Mô tả
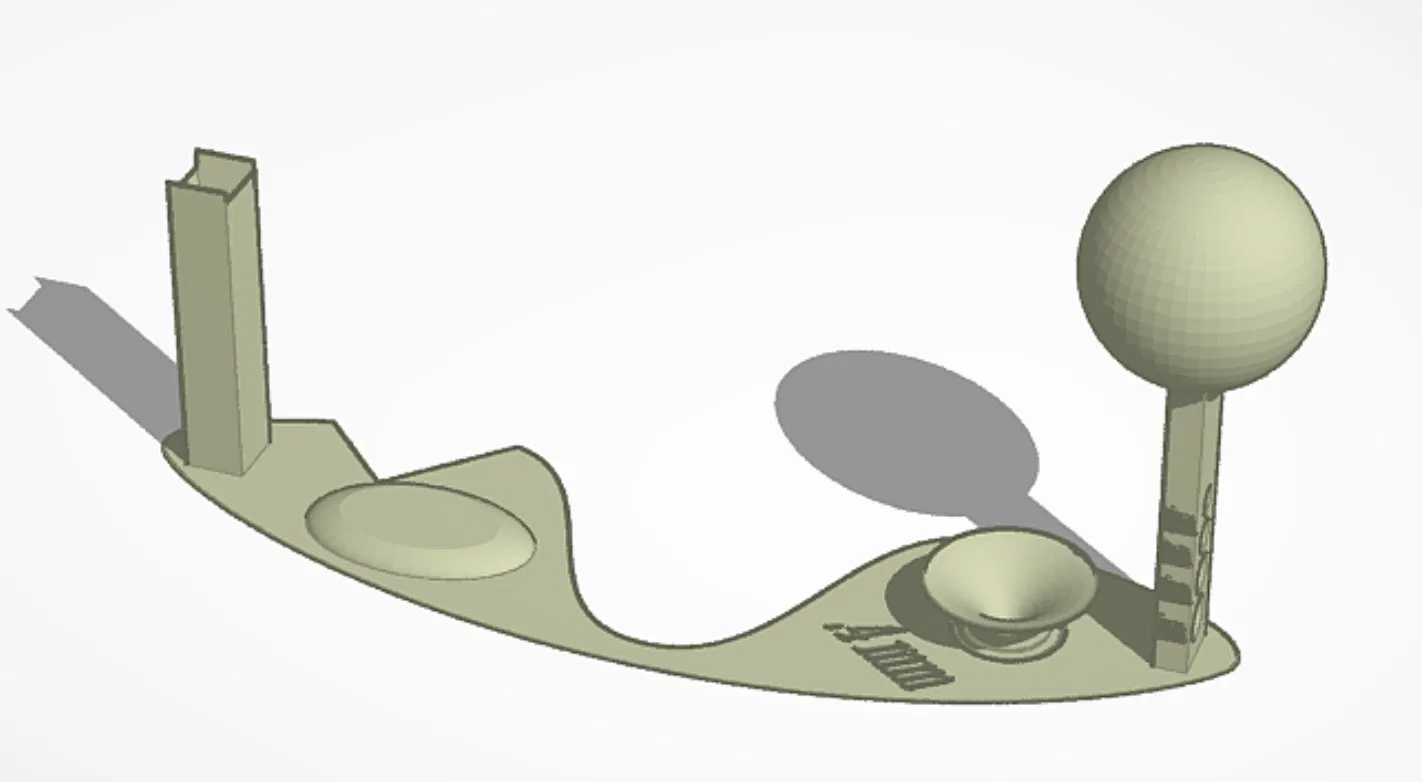
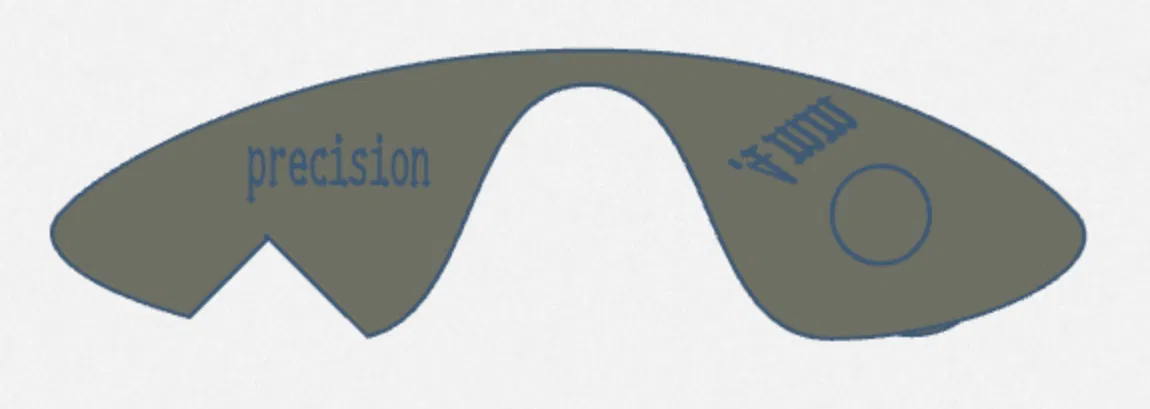
Độ cao lớp đầu tiên nên là 0.2 mm. Mục tiêu là có thể đọc được chữ "precision" ở mặt dưới. Bài kiểm tra overhang (khi in các phần nhô ra) nên có thể lấy ra mà không tốn nhiều công sức. Không có góc nào bị bong lên, và bản in không bị bay dây (stringing). Đối với các lỗ, mục tiêu là làm cho chúng tròn nhất có thể.
KHẮC PHỤC SỰ CỐ:
Bong tróc góc/cạnh
- tăng nhiệt độ bàn in
- sử dụng chất kết dính (băng keo, keo hồ)
- sử dụng brim hoặc raft
- giảm tốc độ lớp đầu tiên
Độ chịu tải của overhang thấp
- tăng tốc độ quạt làm mát
- giảm tốc độ trên các phần nhô ra khi vượt quá ngưỡng đặt trước
Bài kiểm tra overhang không lấy ra khỏi mô hình được
- bài kiểm tra overhang có một khoảng hở để lấy ra
- khoảng hở là 0.4mm và đó là tiêu chuẩn thông thường cho hầu hết các máy in 3D
- nếu bị kẹt, hãy thử thay đổi thứ tự in tường thành ngoài trước
Lớp đầu tiên
- nếu lớp đầu tiên có vẻ bị tách và có dây, hãy tăng lượng nhựa đùn cho lớp đầu tiên
- Nếu lớp đầu tiên không cho phép bạn lấy bài kiểm tra khoảng hở ra hoặc bạn không thể đọc dễ dàng chữ "precision" ở mặt dưới, hãy giảm phần trăm nhựa đùn
nếu có bất kỳ câu hỏi nào, hãy để lại trong phần bình luận và tôi sẽ cố gắng trả lời.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!