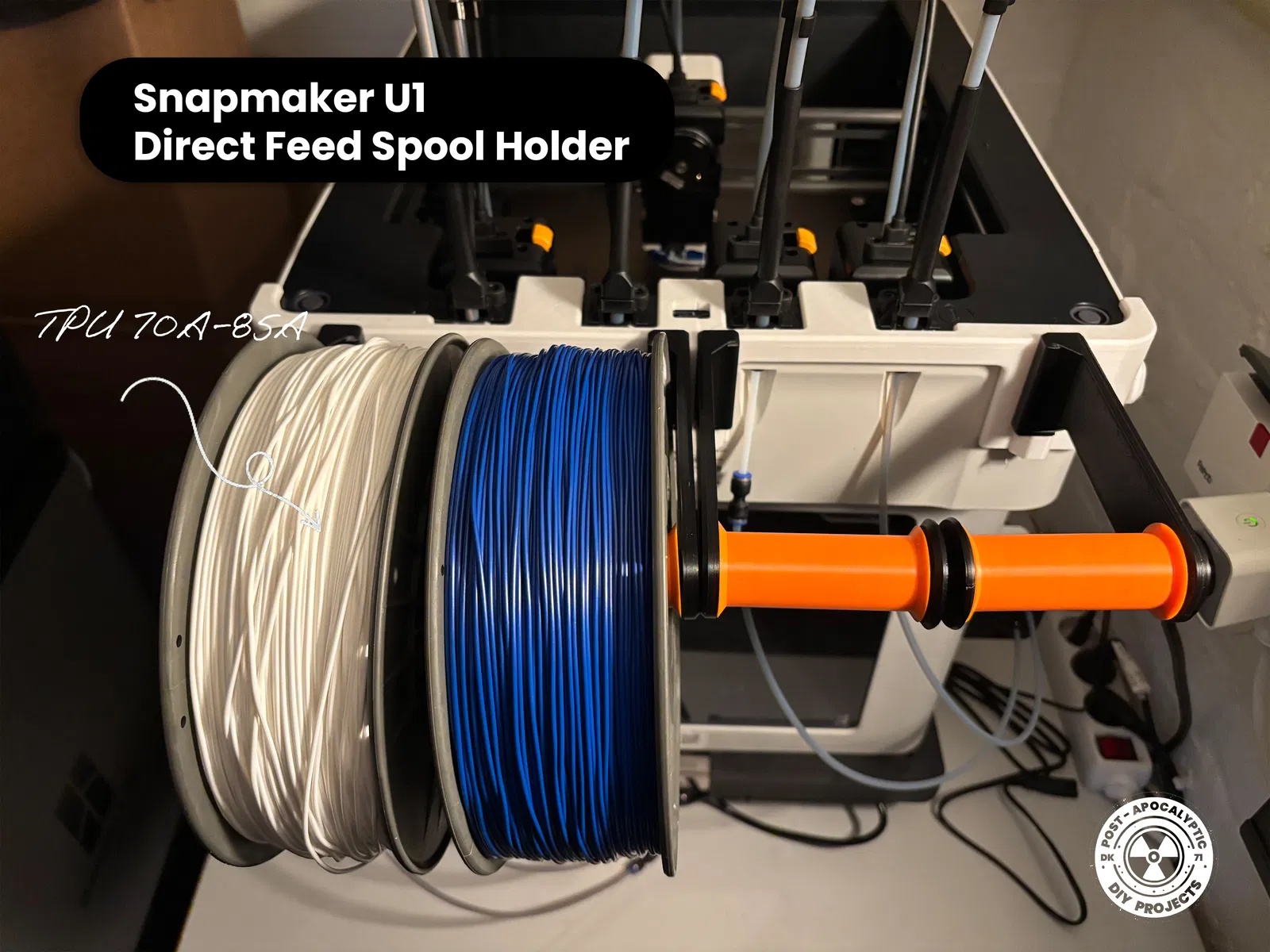
Giá Đỡ Đa Cuộn Nạp Trực Tiếp Snapmaker U1
Giá đỡ đa cuộn dạng mô-đun cho đầu nạp trực tiếp Snapmaker U1, cho phép kết nối 1-4 cuộn. Bao gồm tùy chọn con lăn giảm ma sát, lý tưởng cho TPU và sợi nhựa dẻo. Giúp tiết kiệm không gian bằng cách gắn cuộn ở phía sau máy in.




Mô tả
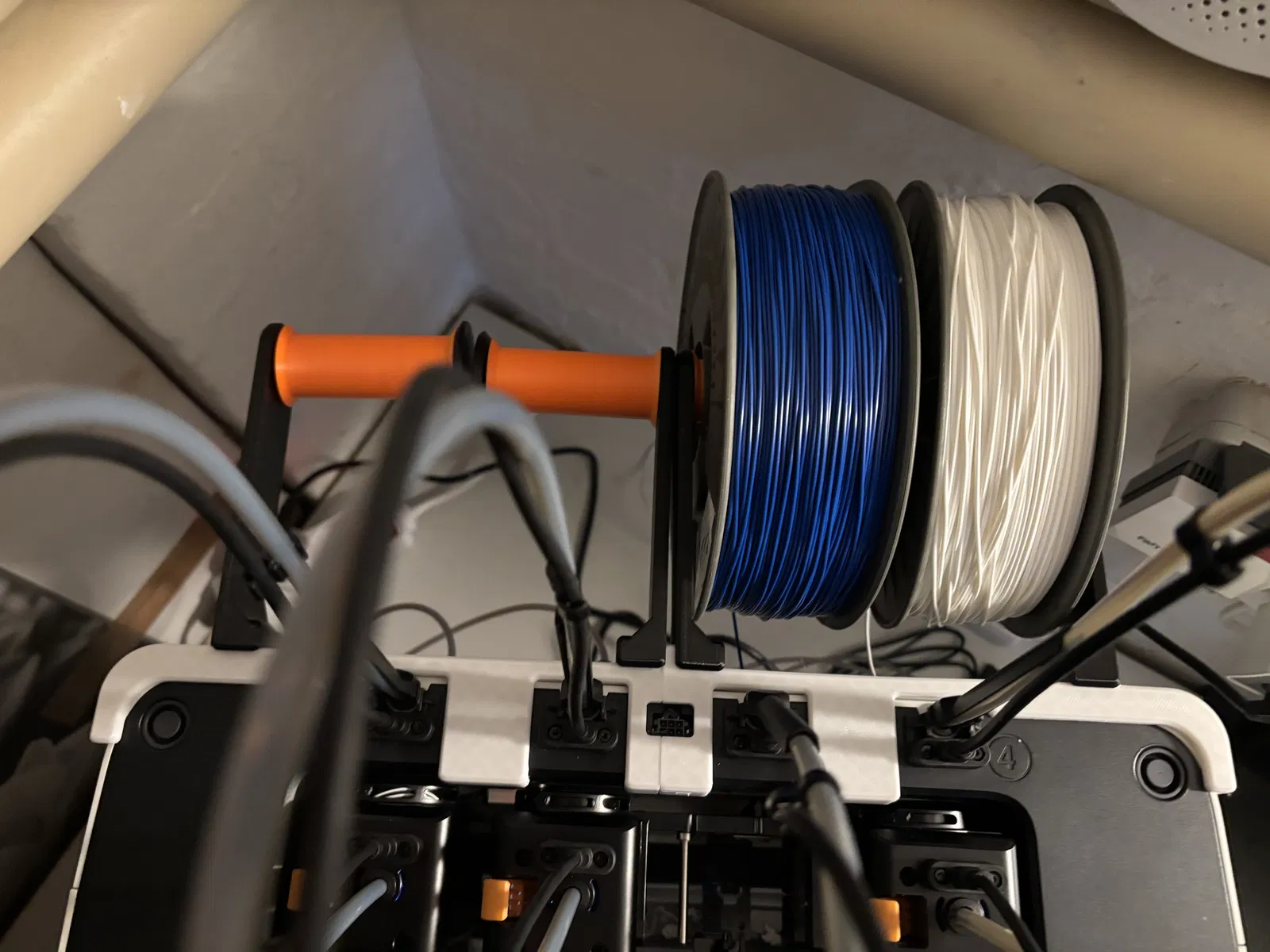
Hệ thống giữ 1–4 cuộn cho đầu nạp trực tiếp của Snapmaker U1, có con lăn giảm ma sát tùy chọn. Đã thử nghiệm TPU xuống đến 70A, bao gồm cả bản in nhiều màu / nhiều độ cứng.
Mô tả
Khi thử nghiệm TPU mềm trên Snapmaker U1, tôi đã phát triển giá đỡ đa cuộn dạng mô-đun này cho đầu nạp trực tiếp của máy in.
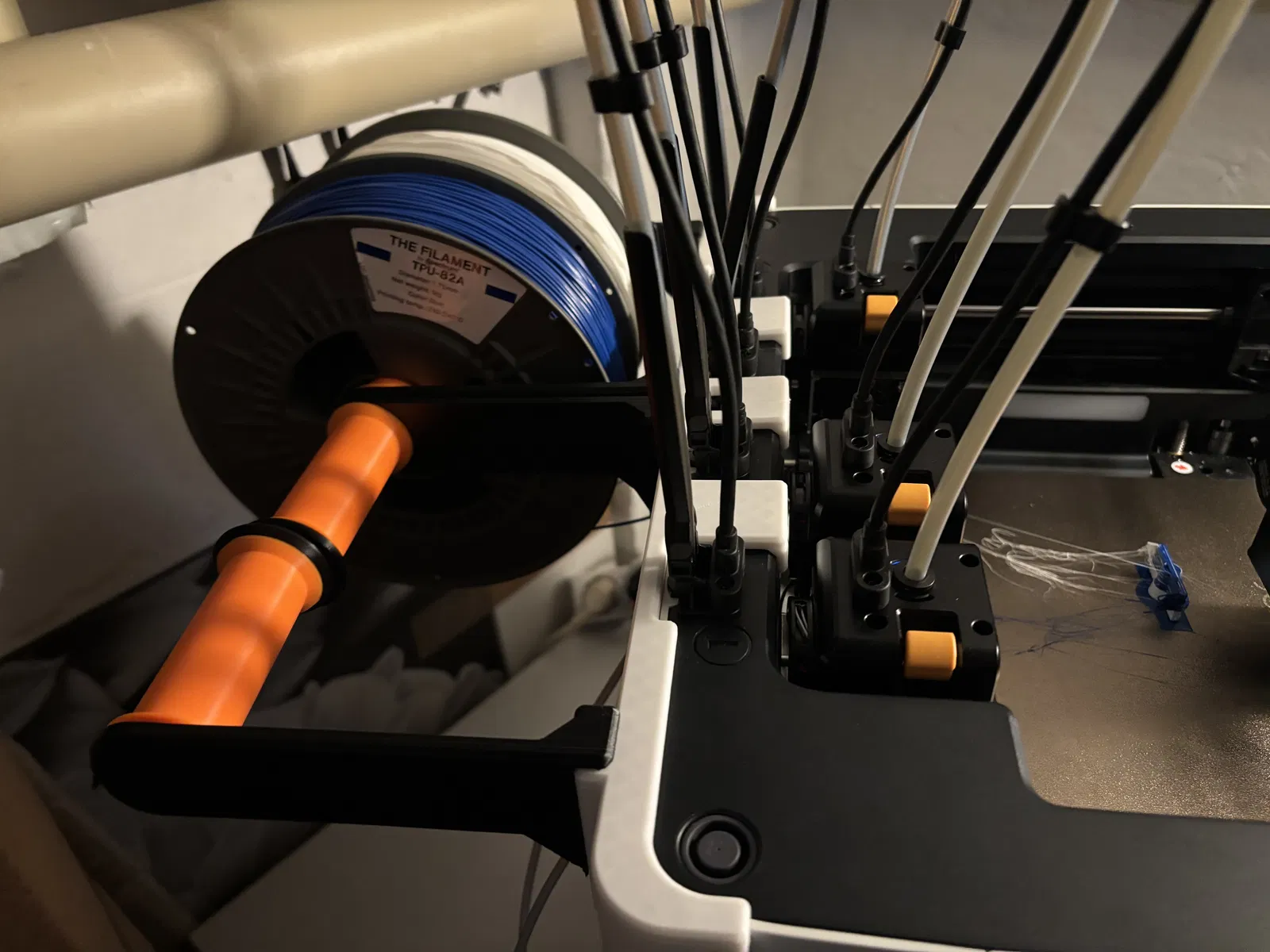
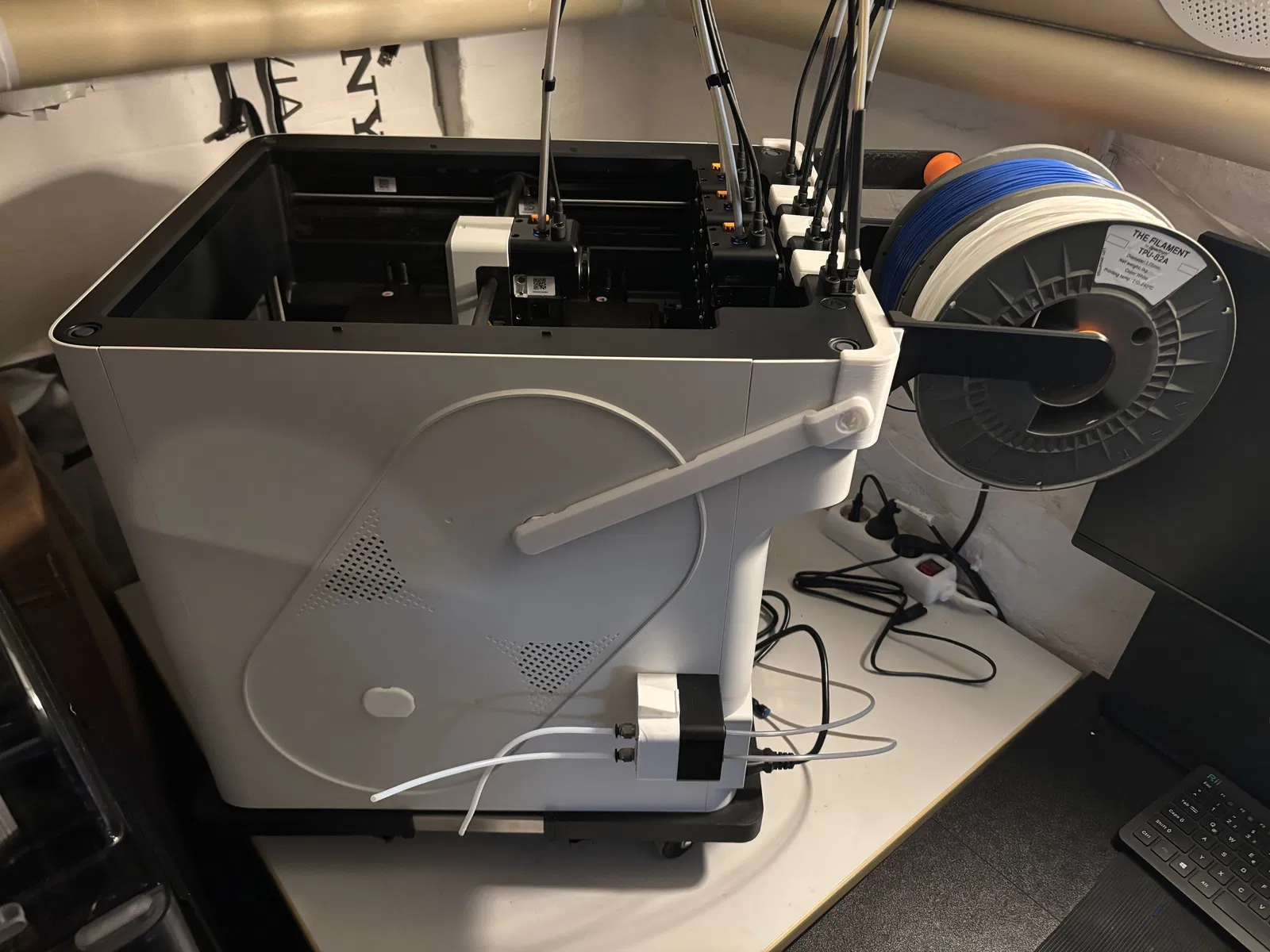
Hệ thống cho phép bạn kết nối 1 đến 4 giá đỡ cuộn có thể tháo rời trực tiếp vào phía sau của Snapmaker U1. Nó cũng có thể giúp tiết kiệm không gian ở hai bên của máy in, vì tất cả các cuộn được gắn ở phía sau.
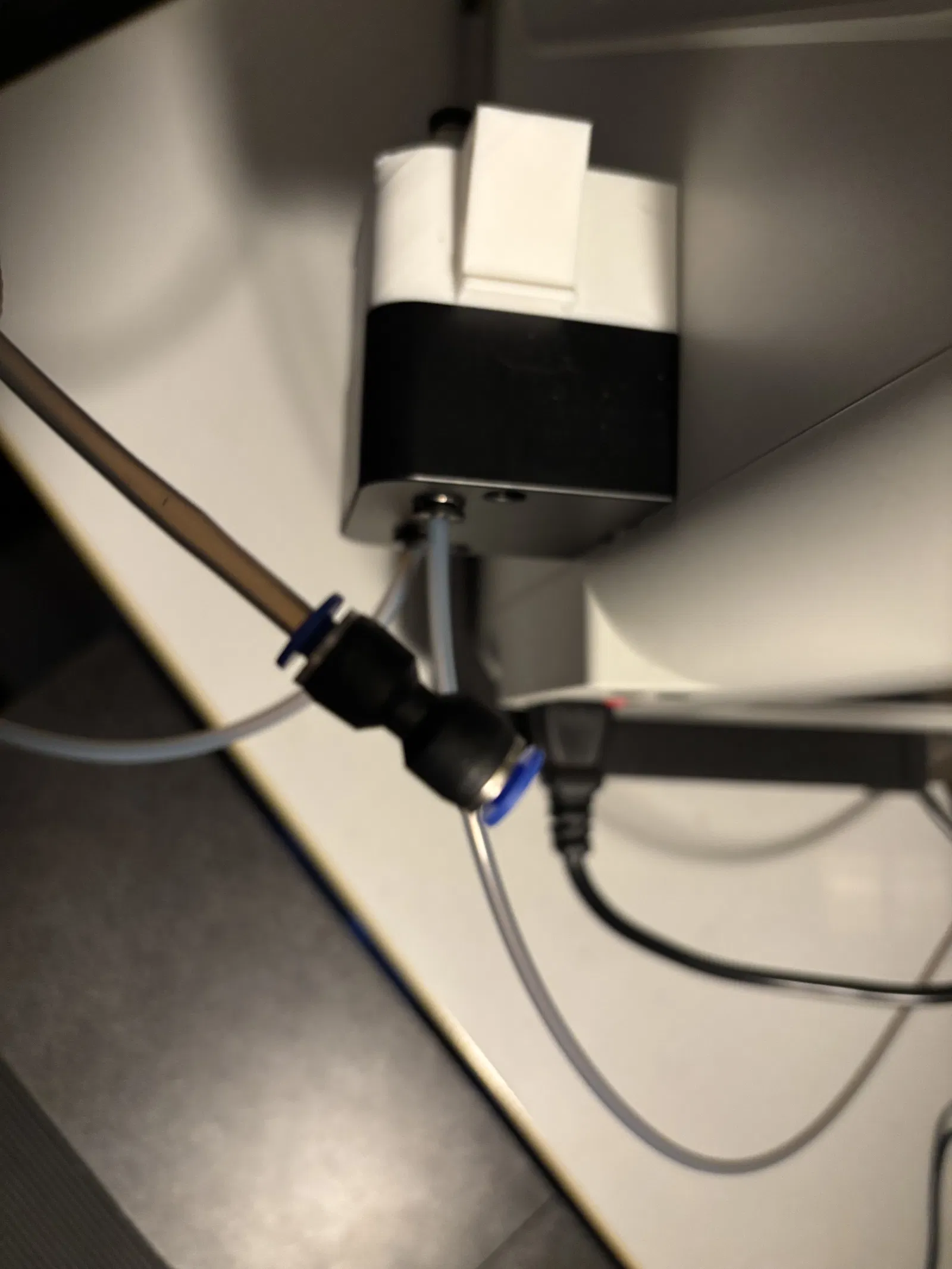
Mỗi đầu vào đang hoạt động chỉ yêu cầu ống PTFE ngắn 8 cm / 4 mm. Nếu bạn muốn quay lại thiết lập bộ nạp tự động ban đầu, chỉ cần trang bị cho ống PTFE hiện có một khớp nối đôi 4 mm–to–4 mm để nhanh chóng khôi phục.

Các phiên bản
- Phiên bản tiêu chuẩn
- Phiên bản giảm ma sát (khuyến nghị cho TPU và sợi nhựa dẻo)
Đối với phiên bản giảm ma sát, mỗi giá đỡ cuộn yêu cầu:
- 2 × vòng bi 6802 (15 × 24 × 5 mm)
In & Lắp ráp
Đã thử nghiệm cho đến nay chỉ với PETG. Nếu có bất kỳ bộ phận nào quá chật hoặc quá lỏng, hãy cho tôi biết và tôi sẽ điều chỉnh mô hình.
Các bước lắp ráp:
-
Kết nối hai bộ phận chính bằng khớp nối đuôi én và đặt chúng vào phía sau của Snapmaker U1.
-
Nếu cần, nới lỏng nhẹ các bộ phận xoay của giá đỡ cuộn bằng kìm. Căn chỉnh các bộ phận phía trên với các đầu nối trên thân chính và bấm các bộ phận xoay vào đầu nối giá đỡ cuộn phía trên trên U1.
-
Chỉ dành cho giá đỡ giảm ma sát: Lắp hai vòng bi 6802 vào con lăn bên trong, trượt nó vào giá đỡ cuộn và vặn nắp cuối. ⚠ Không siết quá chặt – bộ phận có thể bị vỡ.

-
Gắn hoặc tháo 1–4 giá đỡ cuộn thông qua các khớp nối đuôi én khi cần thiết.
Nạp Sợi nhựa
- Tháo ống PTFE 6 mm ra khỏi đầu phun.
- Đẩy sợi nhựa qua ống PTFE 8 cm cho đến khi nó đi ra ở đầu phun.
- Sử dụng chức năng nạp thủ công trên Snapmaker U1.
- Kết nối lại ống PTFE 6 mm vào đầu phun.
Mẹo In TPU (đã thử nghiệm xuống đến 70A)
- Nới lỏng vít điều chỉnh độ căng của bộ đùn trên đầu phun (giá trị của tôi, giá trị của bạn có thể khác)
- ~3 vòng cho TPU 82A
- ~6 vòng cho TPU 70A (điều chỉnh khi cần)
- Đặt retraction ở mức tối thiểu hoặc bằng 0 trong slicer của bạn.
- Quan trọng: Tắt Retraction khi thay đầu phun trong cài đặt máy in.
- Nếu TPU bị kẹt bên trong bộ đùn:
- Làm theo hướng dẫn tháo rời đầu phun chính thức của Snapmaker.
- Nới lỏng hoàn toàn vít điều chỉnh độ căng trước khi cố gắng tháo.
- Trong một số trường hợp, sợi nhựa có thể được kéo ra từ bên cạnh.
Lưu ý: TPU thường in tốt nhất từ hộp sấy. Đối với những người muốn có Hệ thống kín, tôi đã quản lý để in 70A trực tiếp từ Chitu E1. Sử dụng hai Ống PTFE ngắn 4mm (mỗi ống 2cm), Khớp nối 4 đến 6mm và Ống 6mm để kết nối.

Phần cứng
- Chỉ phiên bản giảm ma sát:
- 2 × vòng bi 6802 cho mỗi giá đỡ cuộn (15 × 24 × 5 mm)
- Tùy chọn:
- Ống PTFE 4 mm, ~8 cm cho mỗi đầu vào hoạt động
- Khớp nối đôi PTFE 4 mm–to–4 mm (để dễ dàng khôi phục về bộ nạp tự động)
Phản hồi
Nếu bạn có câu hỏi, đề xuất hoặc gặp sự cố, vui lòng để lại bình luận. Phản hồi luôn được chào đón!
Giấy phép
Tác phẩm này được cấp phép theo
Standard Digital File LicenseStandard Digital File
File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!