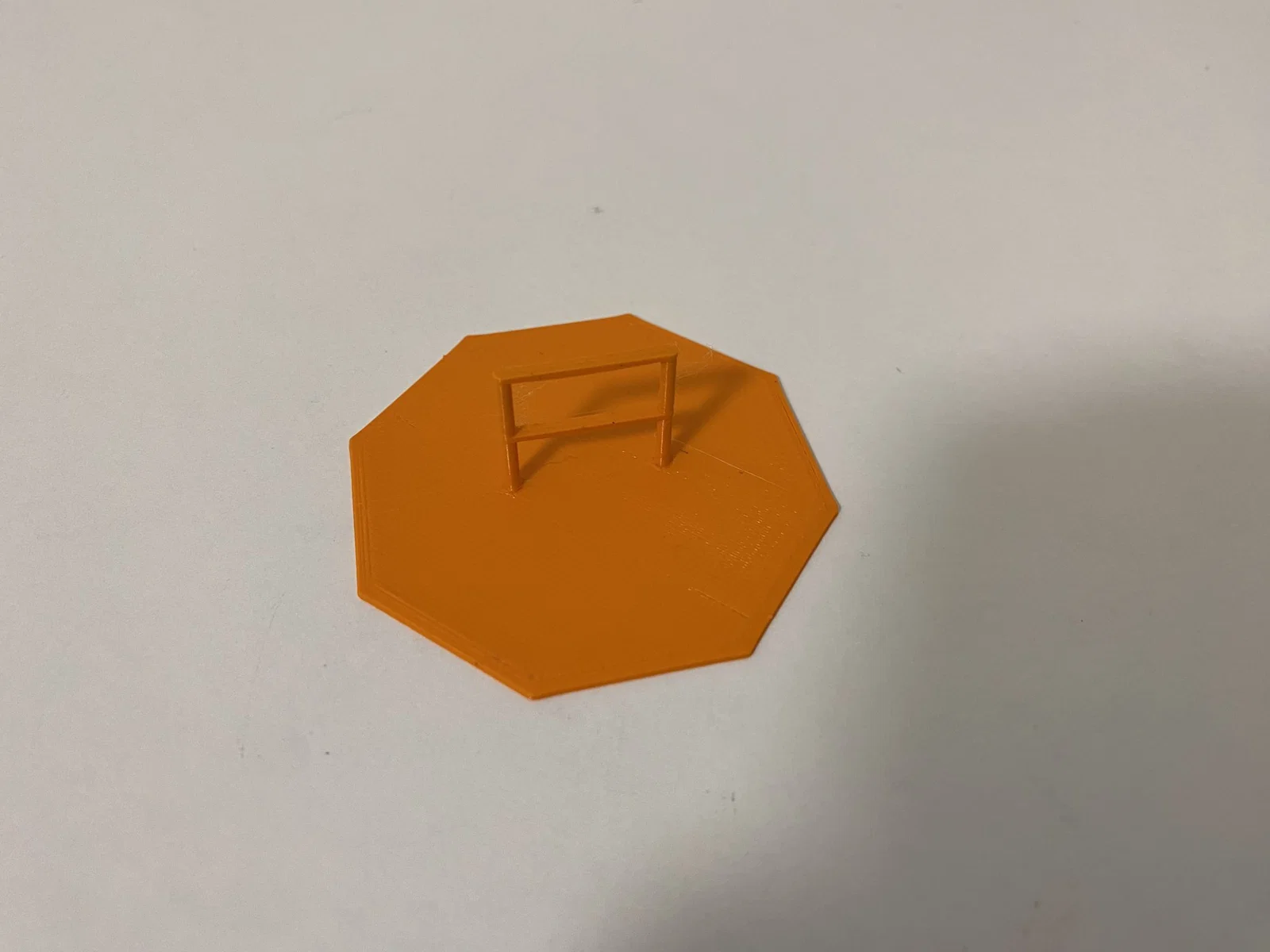
Mô hình thử nghiệm tháp bát giác cho máy in 3D

Một bản in kiểm tra nhanh để giúp kiểm tra cài đặt bám dính và rút lại giường.



Mô tả
Mô hình này phát triển từ nhu cầu có một bản in thử nhỏ, nhanh để giúp xác minh độ bám dính của giường in sau khi chuyển sang loại filament mới, (đặc biệt là loại mà tôi chưa từng sử dụng trước đây) làm sạch giường, điều chỉnh z offset, v.v., mà sau đó tôi đã thêm hai tháp nhỏ và cầu để thực hiện một bài kiểm tra cơ bản về cầu và các hiện tượng dây.
Nó chỉ sử dụng 4g filament và chỉ mất từ 5-20 phút tùy thuộc vào tốc độ in và có thể giúp kiểm tra và tinh chỉnh nhanh chóng nhiều cài đặt in.
Nó nên được in trực tiếp trên giường mà không cần cài đặt độ bám dính bản in ("build plate adhesion type none" trong eSlicer) và tôi luôn in nó với chiều cao lớp 0.2mm để tăng tốc độ.
Các cài đặt in khác như nhiệt độ hotend/giường, cài đặt rút filament, tốc độ in, v.v. nên được thiết lập theo các giá trị mà bạn dự định sử dụng với cùng một filament cho công việc in mà bạn sẽ thực hiện sau bản in hiệu chuẩn này.
Nhiều khía cạnh của thiết lập máy in cho filament có thể được đánh giá nhanh chóng với bản in thử này:
-
Độ bám dính của giường. Quan sát lớp đầu tiên khi nó hạ xuống, nó nên mịn màng và phẳng. Nếu có khoảng trống nơi nó kéo lại thành những cục, bạn đang gặp phải vấn đề thiếu nhựa, điều này có thể xảy ra với TPU chẳng hạn. Nếu nó “phồng lên” ở những chỗ, bạn gặp vấn đề với độ bám dính của giường, điều này có thể do nhiều nguyên nhân - giường bẩn cần được làm sạch, z-offset không được thiết lập đúng hoặc cần căn chỉnh giường, nhiệt độ đầu nóng quá thấp, tốc độ in quá cao cho vật liệu, v.v.
Mặt dưới của bản in cuối cùng nên có một bề mặt mịn màng đồng nhất như trong bức ảnh ví dụ. Nếu giường đã sạch và z-offset đúng, hãy thử tăng nhiệt độ đầu nóng theo từng bước 5C. Tôi thấy với thương hiệu PLA thông thường mà tôi sử dụng, tôi cần khoảng 205C, nhưng một số sợi nhiều màu cần khoảng 215C, chẳng hạn, và sẽ phồng lên ở 205C. Mỗi loại sợi có nhiệt độ tối ưu khác nhau.
-
Độ kết dính giữa các lớp. Nếu bạn uốn phần đáy của bản in hoàn thiện, nó nên linh hoạt nhưng khá mạnh - ít nhất là với PLA và nó không nên “nứt” khi uốn. PLA nên khá bền và không gãy cho đến khi nó bị uốn nhiều, gần 90 độ. (Hãy đeo kính khi thử nghiệm điều này và uốn nó ra xa bạn vì nó có thể vỡ đột ngột) Nếu có độ kết dính giữa các lớp kém, đáy sẽ “nứt” khi bạn uốn nó, lâu trước khi nó gãy, điều này cho thấy các lớp đang di chuyển chéo qua nhau bên trong.
Tôi thấy điều này xảy ra dễ dàng với PETG in ở nhiệt độ quá thấp, nó sẽ vừa nứt khi bạn uốn đáy và sau đó dễ dàng vỡ. Tăng nhiệt độ đầu nóng nên giúp ích và trong trường hợp của PETG, giảm quạt làm mát phần cũng có thể có tác dụng.
Bài kiểm tra độ kết dính giữa các lớp thứ hai bạn có thể thực hiện là cố gắng uốn tháp sang một bên - với PLA được in tốt, nó nên uốn khoảng 20 độ sang một bên mà không gãy và mạnh hơn vẻ ngoài của nó, tuy nhiên nếu bạn in một cái gì đó giòn, nó sẽ gãy rất dễ dàng với gần như không lực, điều này cho thấy độ kết dính giữa các lớp kém.
Tôi đã phát hiện ra sự khác biệt lớn về độ bám dính giữa các lớp với các loại filament khác nhau, ví dụ như silk PLA mà tôi đã thử rất yếu so với PLA thông thường và không đạt bài kiểm tra độ bám dính lớp, và tôi cũng không gặp nhiều may mắn với PETG ngay cả khi ở nhiệt độ in cao hơn.
3. Kéo sợi/thu hồi - đây không phải là một tháp nhiệt độ fancy nhưng là một cách kiểm tra nhanh tốt để đảm bảo rằng nhiệt độ đầu nóng và cài đặt thu hồi mà bạn sắp sử dụng sẽ không tạo ra nhiều kéo sợi. Với các cài đặt mà tôi thường sử dụng, tôi không gặp phải kéo sợi nào trong bài kiểm tra in này ở PLA, tuy nhiên tôi vẫn chưa thể loại bỏ hoàn toàn nó với PETG.
Nói chung, nhiệt độ đầu nóng cao hơn sẽ tăng cường độ và độ bám dính lớp nhưng sẽ tăng kéo sợi, trong khi nhiệt độ thấp hơn sẽ giảm hoặc loại bỏ kéo sợi nhưng có thể gây ra phần yếu/brittle, đó là lý do tại sao có cả bài kiểm tra kéo sợi và bài kiểm tra độ giòn trong cùng một phần là hữu ích. - Cầu nối - Có hai cầu nhỏ sẽ giúp bạn điều chỉnh tốc độ quạt của bạn để có cầu nối tối ưu. Trừ khi bạn đang sử dụng PLA, bạn sẽ muốn tốc độ quạt phần là thấp nhất có thể trong khi vẫn mang lại kết quả cầu nối tốt. Điều này đặc biệt đúng với TPU, nơi tốc độ quạt phần cao có thể thổi đủ mạnh để làm lệch vật liệu khi nó nguội đi.
Bởi vì bản in thử nghiệm này chỉ mất khoảng 10 phút, tôi thường sử dụng nó trước khi bắt đầu bất kỳ bản in lớn nào sẽ mất nhiều thời gian, hoặc bất kỳ điều gì có thể hơi thách thức từ góc độ bám dính giường hoặc dây, đặc biệt nếu tôi đang sử dụng một loại sợi mà tôi chưa có nhiều kinh nghiệm, và tôi sẽ luôn thực hiện bản in thử nghiệm này trước nếu tôi đã hiệu chỉnh lại giường hoặc thực hiện bảo trì trên máy in có thể đã ảnh hưởng đến việc hiệu chỉnh.
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!