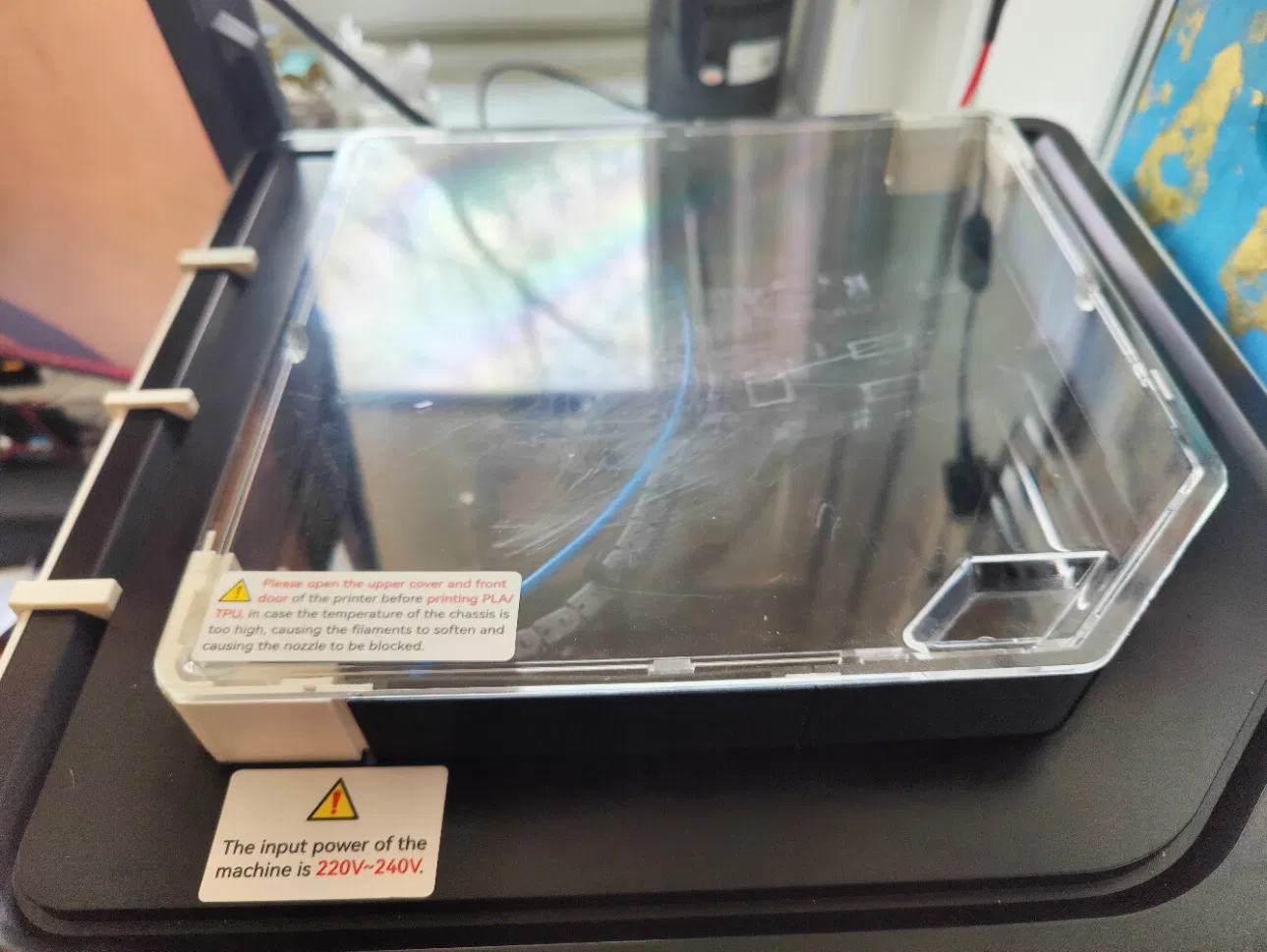
QIDI X-smart3 Nâng Nắp Trên – Khung Module + Tường Sau Thông Gió Trượt

Nâng cấp máy in QIDI X-smart3 của bạn với bộ riser nắp trên module, giải quyết vấn đề ống PTFE và kiểm soát nhiệt độ. Dễ dàng lắp ráp, tùy chỉnh và in với vật liệu ASA hoặc PLA.










Mô tả
Mình thiết kế bộ nâng nắp trên dạng module này vì tìm hoài không có cái nào giống vậy cho máy in của mình.
Đây là phần tự thiết kế đầu tiên của mình trên Fusion 360, nên chưa hoàn hảo lắm — nhưng nó hoạt động tốt với mình và mình rất hài lòng với kết quả.
Ý tưởng chính là giải quyết hai vấn đề cùng lúc:
-
Kiểm soát tốt hơn nhiệt độ / luồng không khí trong khoang máy (tùy thuộc vào loại filament)
-
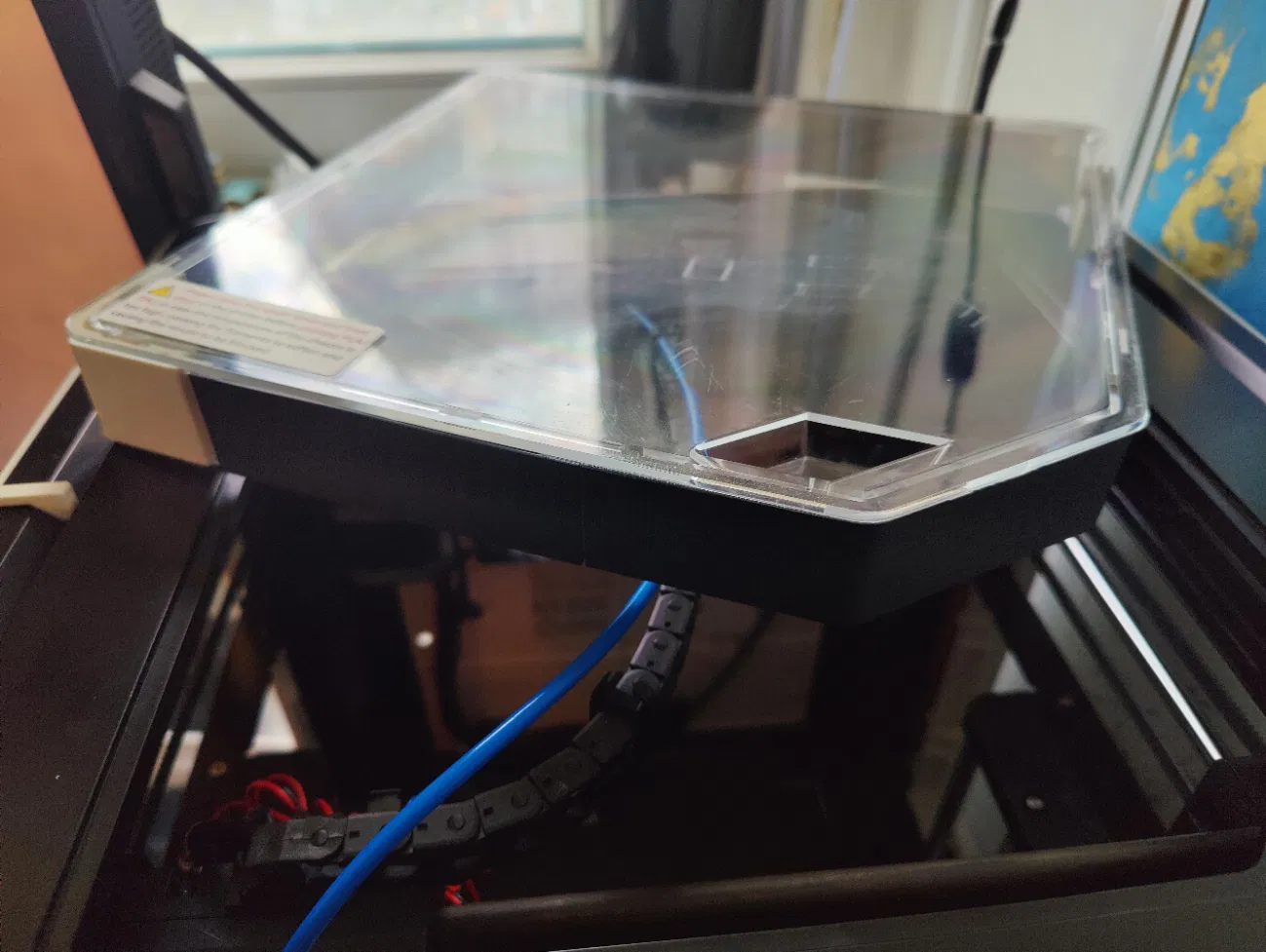
Thêm khoảng trống cho ống PTFE, để nó không còn cọ xát vào nắp kính nữa
Công dụng của nó
-
Nâng cao nắp/khay trên của máy in 3D kín
-
Tạo thêm không gian cho ống PTFE để nó di chuyển tự do
-
Không còn cọ xát vào nắp kính
-
Giảm ma sát, giảm rung động, cho sợi filament đi mượt mà hơn
-
Trong trường hợp của mình, điều này giúp máy in hoạt động ổn định hơn (đặc biệt là khi di chuyển nhanh)
-
-
Cho phép bạn quyết định lượng nhiệt giữ lại bên trong:
-
Để đóng hơn để giữ nhiệt cho bản in ASA/ABS
-
Mở các lỗ thông hơi phía sau để tăng luồng khí và giảm tích tụ nhiệt cho PLA/TPU
-
Điều này làm cho máy in linh hoạt hơn: khoang máy kín/ấm hơn khi cần, và thông thoáng hơn khi cần.
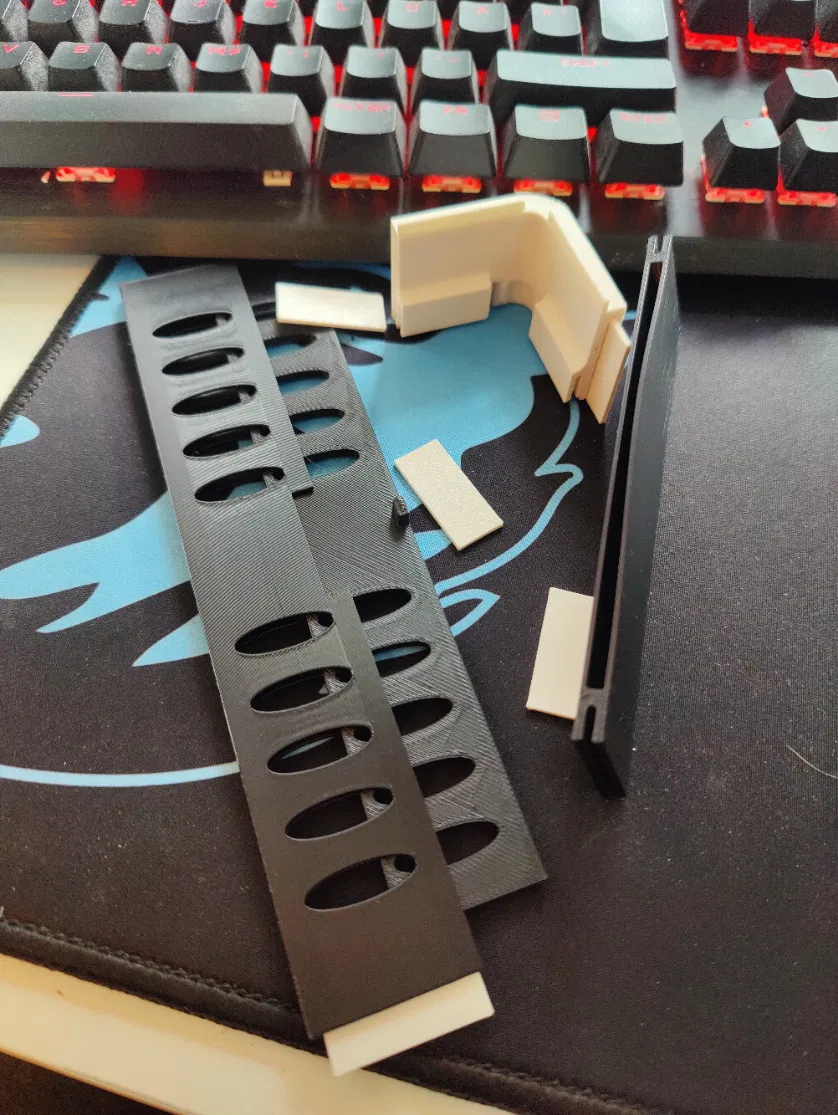
Cấu trúc module
Riser được tạo thành từ các bộ phận riêng biệt để dễ dàng in, thay thế và tùy chỉnh.
Mô hình này bao gồm:
-
Góc nối
-
Thành (các phần trước/trái/phải/sau)
-
Đầu nối (các mảnh ghép nhỏ)
-
Thành sau (có lỗ) + bộ phận trượt thông gió
Thành sau có các lỗ thông hơi và một bộ phận trượt mà bạn có thể di chuyển để:
* **Mở** các lỗ (tăng luồng khí)
* **Đóng** các lỗ (giữ nhiệt bên trong)Mình ban đầu thử nghiệm ý tưởng thành sau vì muốn có thứ gì đó có thể điều chỉnh mà không cần nhiều phiên bản khác nhau.
Thân thiện với việc tùy chỉnh (Remix-friendly)
Mọi người đều có thể in, kiểm tra, sửa đổi và tùy chỉnh thiết kế này. Nếu bạn cải thiện nó (vừa vặn hơn, đầu nối chắc chắn hơn, mẫu lỗ khác, v.v.), mình rất mong được thấy sản phẩm/bản tùy chỉnh của bạn!
Ghi chú / cài đặt khi in
-
Hỗ trợ: ✅ Cần thiết (ít nhất cho các bộ phận góc / phần nhô ra)
-
Vật liệu: Mình đã in bằng ASA. PLA cũng có thể dùng được, nhưng hãy nhớ rằng PLA có thể bị mềm nếu khoang máy nóng lên quá nhiều (đặc biệt là khi lỗ thông hơi đóng và bạn in vật liệu nhiệt độ cao).
-
Cài đặt đề xuất (điểm khởi đầu tốt):
-
Độ cao lớp: 0.20 mm (0.28 cũng ổn với đầu phun 0.6)
-
Tường/Chu vi: 3
-
Infill: 15–25%
-
Brim: Khuyến nghị cho ASA (chống cong vênh)
-
Độ vừa khít / dung sai: Nếu các đầu nối hơi lỏng/chặt, việc thay đổi tỷ lệ nhỏ hoặc chà nhám nhẹ thường sẽ khắc phục được. Các vật liệu khác nhau co lại khác nhau (ASA so với PLA), vì vậy một sự thay đổi nhỏ về dung sai là bình thường.
Lắp ráp
-
In tất cả các bộ phận (góc, thành, đầu nối, bộ phận thông gió)
-
Ghép các thành vào các góc bằng các đầu nối (ép vừa)
-
Lắp thành sau có lỗ và trượt bộ phận thông gió đến vị trí mong muốn
-
Tùy chọn: Nếu bạn muốn lắp cố định, hãy thêm một giọt nhỏ keo CA vào các đầu nối
Mẹo: Nếu không chắc, hãy in một góc + một thành + một đầu nối trước để kiểm tra độ vừa khít trước khi in toàn bộ.
Ghi chú / Tuyên bố miễn trừ trách nhiệm
-
Đây là thiết kế đầu tiên của mình, vì vậy xin hãy thông cảm nếu có vài điểm chưa hoàn hảo.
-
Dung sai có thể khác nhau tùy thuộc vào hiệu chuẩn máy in, độ co ngót vật liệu và cài đặt slicer.
-
Nếu bạn phát hiện ra vấn đề hoặc có ý tưởng cải tiến, đừng ngần ngại bình luận — mình rất vui khi được học hỏi và cập nhật nó.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình








Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!