CREALITY K1 | K1C | K1SE - NÂNG NẮP V1

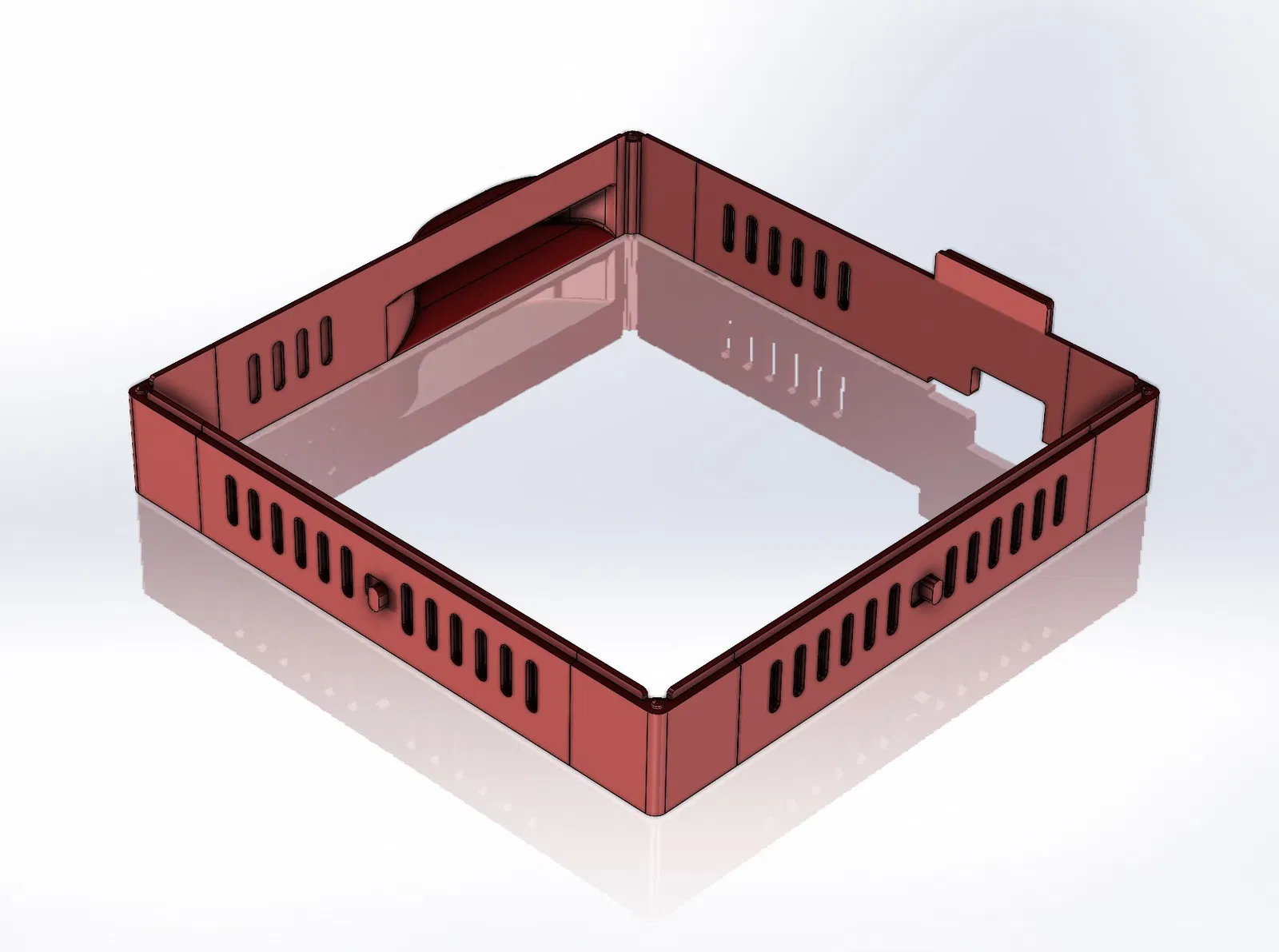
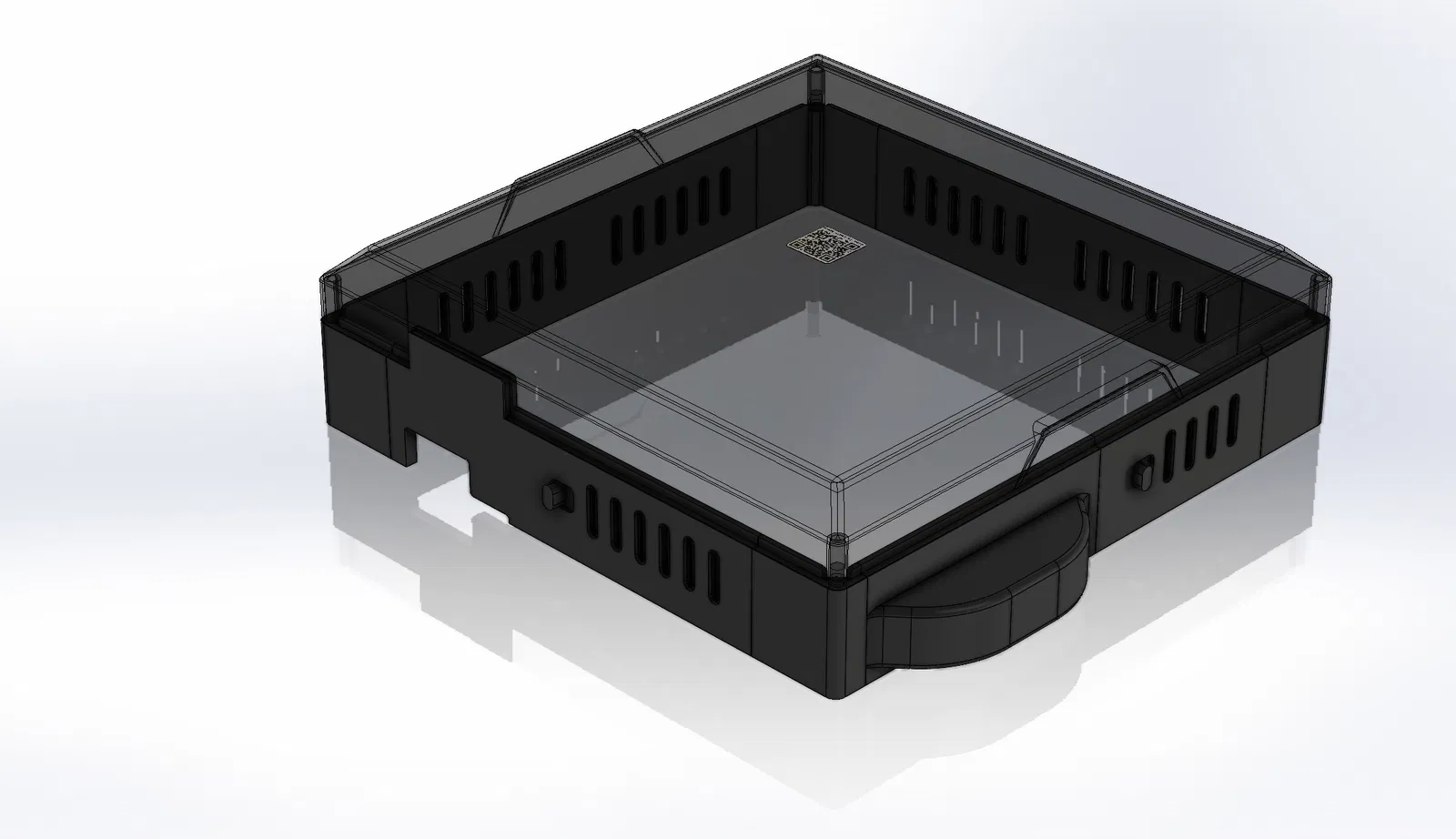
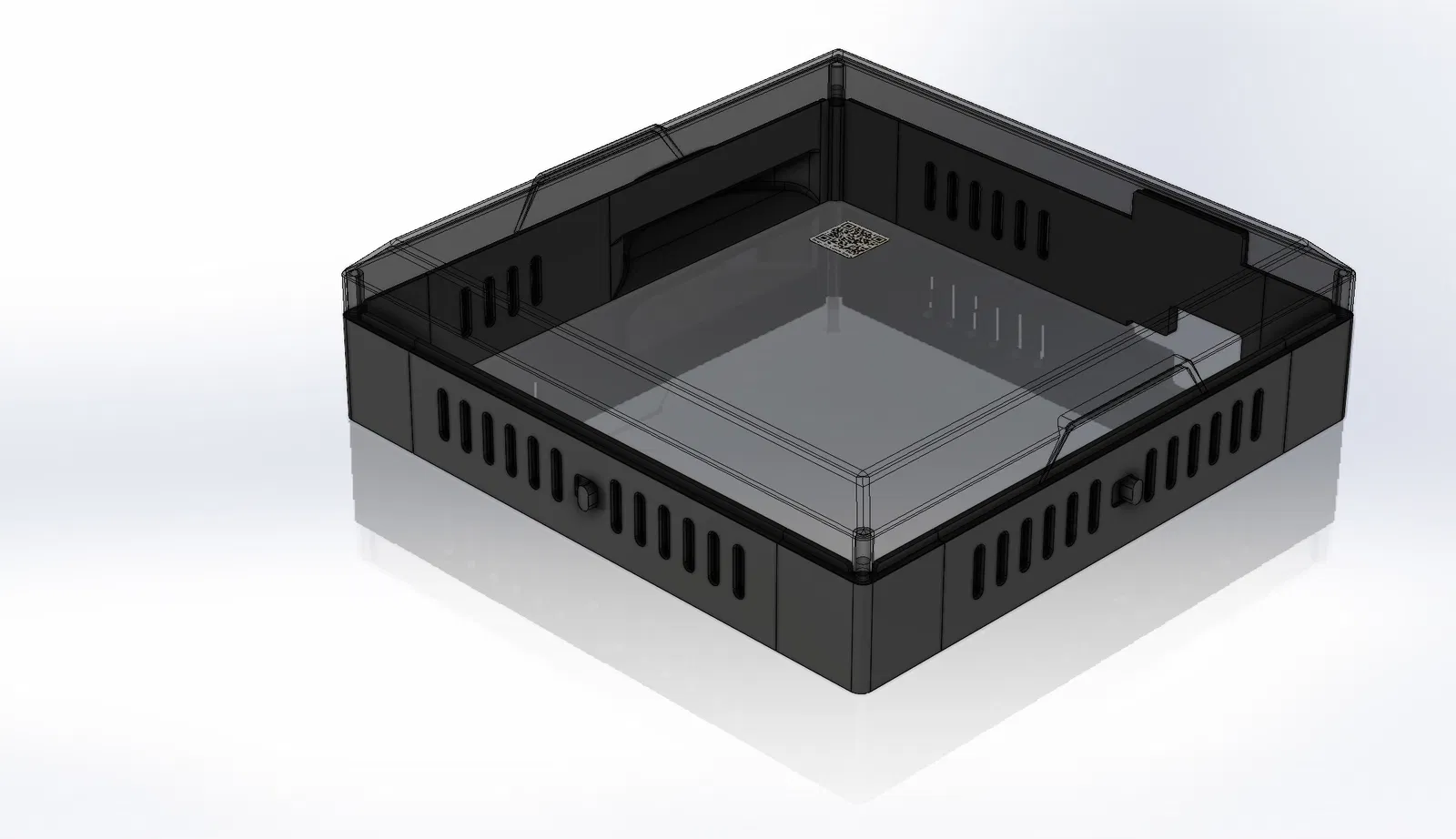
Mô hình Nâng Nắp V1 cho máy in 3D CREALITY K1, K1C, K1SE. Bao gồm hướng dẫn lắp ráp, danh sách vật liệu và cài đặt in chi tiết cho ABS và PLA. Tải các tệp STL và STEP có sẵn. Liên hệ nếu gặp sự cố khi in hoặc lắp ráp.






Mô tả
Nếu có bất kỳ vấn đề gì với việc in ấn hoặc lắp ráp, đừng ngần ngại nhắn tin cho tôi, tôi sẽ cố gắng hết sức để hỗ trợ bạn 😉.
/////CÁC LIÊN KẾT CHO PHẦN CỨNG ĐƯỢC SỬ DỤNG TRONG TẤT CẢ CÁC DỰ ÁN CỦA TÔI * liên kết liên kết_
ỐC VÍT M3 x 4mm (D) x 5mm (ĐK): https://amzn.to/3EovAVw
HEX SOCKET CAP M3 6mm-30mm (INOX): https://amzn.to/3R7wjx4
HEX SOCKET CAP M3 6-20mm (ĐEN): https://amzn.to/3R7wjx4
FLAT HEAD SOCKET CAP M3 4mm-12mm (INOX): https://amzn.to/3G3Z1wr
FLAT HEAD SOCKET CAP M3 8mm-25mm (ĐEN): https://amzn.to/43JeThP
PHIÊN BẢN MỚI:
/3d-model/161341-creality-k1-k1c-k1se-bo-nang-nap-v2-chieu-cao-50mm


/////LƯU Ý
Đảm bảo các bu lông (phiên bản bu lông) không quá dài. Chúng không nên nhô ra khỏi độ dày của khung để tránh làm hỏng bất kỳ bộ phận bên trong nào.
__Phiên bản PLA có một số dung sai quá chặt. Mọi thứ đều hoạt động tốt, nhưng không như với ABS. Phiên bản cuối cùng đã được điều chỉnh cho ABS. Tôi sẽ xem lại phiên bản PLA và cập nhật dự án._
Tùy thuộc vào việc bạn in bằng PLA hay ABS, hãy sử dụng các tệp STL cho các góc được dán nhãn PLA hoặc ABS. Tất cả các bộ phận đều giống nhau ngoại trừ các góc. Trong phiên bản ABS, các thành dày hơn 0,75mm do vật liệu co lại khi nguội. Sự khác biệt này đảm bảo không có khoảng trống giữa các bộ phận. Tuy nhiên, nếu bạn gặp bất kỳ vấn đề nào về lắp ráp, tôi đã bao gồm các tệp STEP để bạn có thể điều chỉnh các góc cho phù hợp hơn với máy in của mình.
__Khoảng 235g sợi nhựa_
/////DANH SÁCH VẬT LIỆU để in (tất cả các phiên bản - ABS hoặc PLA):
- 1 x LID_RISER_K1C_BACK_VENT
- 1 x LID_RISER_K1C_BACK_WALL
- 1 x LID_RISER_K1C_BUMP_VENT
- 1 x LID_RISER_K1C_BUMP_WALL
- 4 x LID_RISER_K1C_HANDLE
- 2 x LID_RISER_K1C_NORMAL_VENT
- 2 x LID_RISER_K1C_NORMAL_WALL
/////CÁC GÓC cho phiên bản ABS
(không có bu lông)
- 1 x LID_RISER_K1C_BUMP_CORNER_ABS (không có bu lông)
- 3 x LID_RISER_K1C_CORNER_ABS
(với bu lông M3x55mm)
- LID_RISER_K1C_BUMP_CORNER_ABS_BOLT
- LID_RISER_K1C_CORNER_ABS_BOLT
/////CÁC GÓC cho phiên bản PLA
(không có bu lông)
- 1 x LID_RISER_K1C_BUMP_CORNER_PLA
- 3 x LID_RISER_K1C_CORNER_PLA
(với bu lông M3x55mm)
- LID_RISER_K1C_BUMP_CORNER_PLA_BOLT
- LID_RISER_K1C_CORNER_PLA_BOLT
/////TÙY CHỌN ABS
Tôi đã sử dụng các cài đặt được đặt sẵn cho ABS trong OrcaSlicer để in.
Nhiệt độ đầu đùn và bàn nhiệt phụ thuộc vào loại sợi nhựa đang được sử dụng.
*Tôi khuyên bạn nên làm nóng trước buồng đến ít nhất 40ºC trước khi bắt đầu in. Chỉ kích hoạt quạt buồng sau khi nó đạt 50ºC.
/////CÁC THÀNH NGOÀI
Chỉ viền ngoài:
Độ rộng viền: 5 mm
Khoảng cách viền-đối tượng: 0 mm
Hỗ trợ: chỉ ở Thành sau, tại lối vào ống
Vị trí đường nối: Sau
/////ỐNG THÔNG HƠI và TAY CẦM
Chỉ viền ngoài:
Độ rộng viền: 1 mm
Khoảng cách viền-đối tượng: 1 mm
Hỗ trợ: KHÔNG ÁP DỤNG
Vị trí đường nối: Sau
/////CÁC GÓC
Chỉ viền ngoài:
Độ rộng viền: 5 mm
Khoảng cách viền-đối tượng: 0 mm
Hỗ trợ: KHÔNG ÁP DỤNG
Vị trí đường nối: Sau
/////THÀNH LỒI
Chỉ viền ngoài:
Độ rộng viền: 5 mm
Khoảng cách viền-đối tượng: 0 mm
Hỗ trợ: CÓ
Vị trí đường nối: Sau
Giấy phép

File mô hình




















Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!