Tháp Nhiệt độ PLA, PETG, ABS/ASA cho Prusa MINI+, MK3S+ và MMU2S

Tìm nhiệt độ in tối ưu cho PLA, PETG, ABS/ASA trên Prusa MINI+, MK3S+ và MMU2S với Tháp Nhiệt độ. Hướng dẫn chi tiết cách tải về, in và tự cắt lát để đạt kết quả tốt nhất.





Mô tả
Tải về, nạp và in!
Mỗi loại filament và mỗi máy in đều khác nhau. Để khai thác tối đa máy in của bạn, bạn cần những cài đặt riêng biệt, nghĩa là một nhiệt độ đầu phun cụ thể. Đây là lúc Tháp Nhiệt độ (Temperature Tower) phát huy tác dụng.
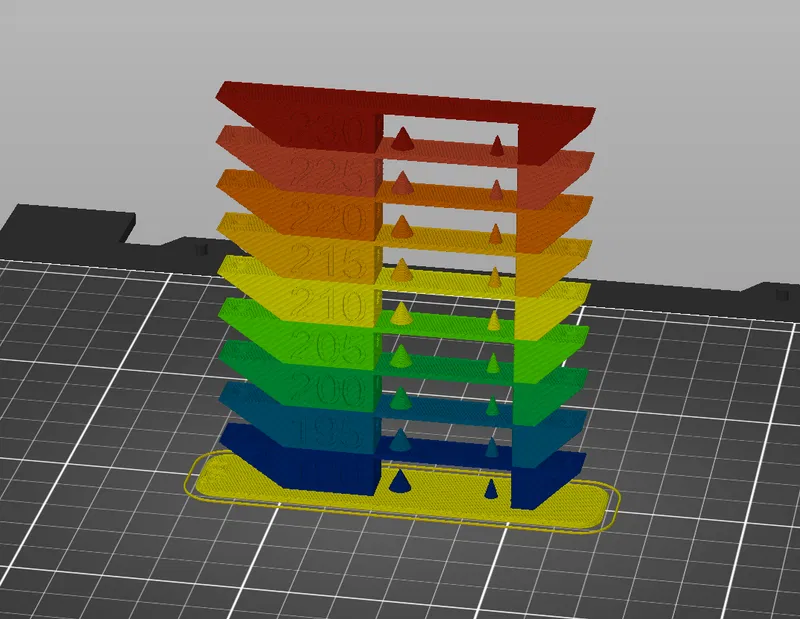
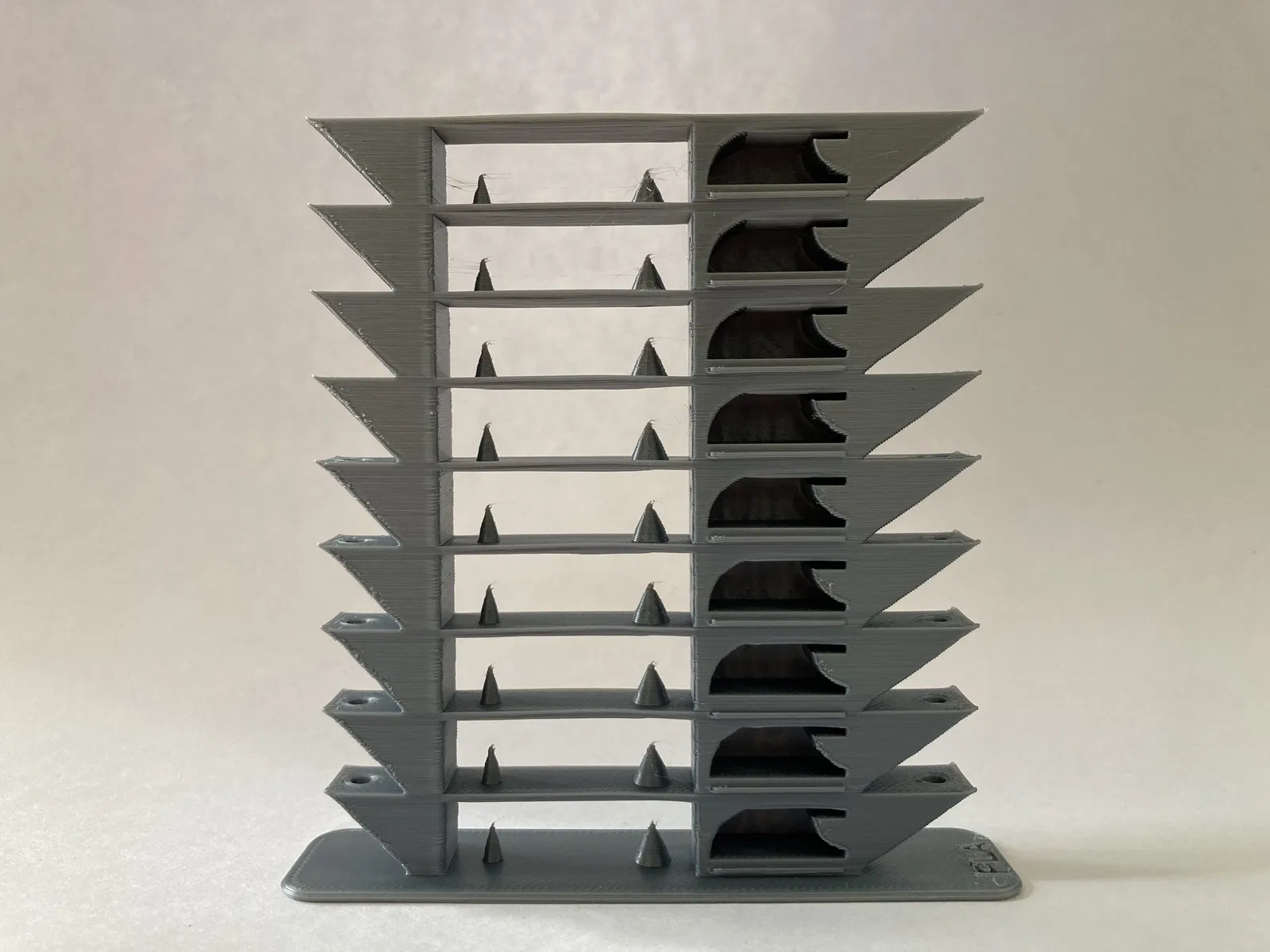
Mỗi tầng của tháp này được in với các nhiệt độ đầu phun khác nhau. Có một vài phần khó trên mỗi tầng, nơi bạn có thể thấy sự khác biệt giữa các nhiệt độ, chẳng hạn như các chi tiết nhô ra (overhangs), sợi nhựa thừa (stringing)... Bằng cách so sánh các tầng, bạn có thể tìm ra nhiệt độ in tối ưu của mình.
Để hoạt động được, bạn cần các G-code đã được sửa đổi. Có các G-code sẵn sàng để in với MK3S+, MK3S+MMU2S và MINI+. Nó cũng có thể hoạt động trên các máy in không phải là bản plus. Tôi cũng đã bao gồm các tệp .stl và .3mf để bạn có thể tự cắt lát (xem thêm bên dưới).
Đối với mỗi máy in, có một mẫu cho PLA, PETG, và ABS/ASA. Bạn cũng có thể sử dụng chúng với các loại filament khác. Tôi cũng đã bao gồm một tháp rỗng để bạn có thể tự thêm các giá trị của mình. Phạm vi cho các vật liệu đã được cắt lát sẵn:
PLA - 190 - 230°C
PETG - 220 - 260°C
ABS/ASA - 230 - 270°C

Hướng dẫn cắt lát (Slicing instruction)
Có hai cách để tạo tệp G-code đã sửa đổi của bạn. Một cách sử dụng tệp .3mf, cách kia là tệp stl cổ điển. Không có bảo hành rằng các G-code tùy chỉnh được cắt lát sẽ hoạt động.
Cách đơn giản hơn là sử dụng tệp .3mf. Chỉ cần mở nó trong PrusaSlicer, thực hiện một vài thay đổi và cắt lát. Các lệnh tùy chỉnh đã được bao gồm. Khi bạn mở tệp, bạn cần mở nó dưới dạng dự án, nếu không, G-code tùy chỉnh sẽ bị mất. Khi bạn thay đổi loại máy in, bạn cần chọn Transfer changes.
Nếu bạn muốn tự cắt lát mà không sử dụng tệp .3mf, bạn sẽ cần thêm một số lệnh vào cài đặt G-code tùy chỉnh trong PrusaSlicer. Sau khi đặt tệp STL của bạn vào slicer, hãy đảm bảo bạn đang ở chế độ Expert mode để xem tất cả các cài đặt. Sau đó vào Printer settings, ở bên trái, tìm cài đặt Custom G-code và xem phần Before Layer Change. Bạn sẽ cần thay thế văn bản đó bằng một trong các lệnh đã đặt, mà bạn có thể tìm thấy trong tệp Custom G-code (PDF, vì có vấn đề khi sao chép dữ liệu từ tệp .txt vào PrusaSlicer), bạn có thể tải xuống tại đây trong phần Other Files. Không bao gồm tên của filament (PLA, PETG...). Bạn vẫn cần thay đổi loại filament như bình thường. Nó ảnh hưởng đến nhiệt độ trong khi in phần đế.
Để đảm bảo bạn đã cắt lát đúng cách, trong phần xem trước trong PrusaSlicer, có một menu View ở góc dưới bên trái. Chỉ cần chọn Temperature và bạn sẽ thấy Temp Tower như hình trên.

Hỏi đáp:
Sao nó lại to vậy?!
Như bạn có thể đã nhận thấy, mẫu thử nghiệm nặng khoảng 30g và mất khoảng 4 giờ để in. Đó là do chiều cao và độ phức tạp của nó. Tất nhiên, mẫu có thể nhỏ hơn, nhưng sẽ ít có sự khác biệt rõ ràng giữa mỗi tầng. Khi nói đến việc thu nhỏ tỷ lệ, bạn cần lưu ý rằng sự thay đổi nhiệt độ phụ thuộc vào vị trí Z. Vì vậy, nếu bạn thu nhỏ, bạn cần viết lại các cấp độ Z trong mã tùy chỉnh. Tuy nhiên, tôi khuyên bạn nên dành nhiều thời gian và vật liệu hơn để có kết quả tốt hơn và rõ ràng hơn.
Nhiệt độ lẽ ra phải giảm từ cao xuống thấp chứ, thay vì bắt đầu từ nhiệt độ thấp nhất?
Tôi không phải là chuyên gia, nhưng mã tùy chỉnh được viết sao cho phần đế của tháp (trước tầng đầu tiên) được in với nhiệt độ điển hình cho loại vật liệu đó. Ví dụ, như bạn có thể thấy từ hình trên, phần đế của PLA Temp Tower được in ở khoảng 210°C, một giá trị khá trung bình đối với PLA. Sẽ hợp lý hơn nếu phần đế được in với nhiệt độ cao thay vì thấp vì độ bám dính của đế, nhưng trường hợp này không phải vậy. (Nếu bạn có lập luận khác, hãy nhắn tin cho tôi, chúng ta có thể trò chuyện và có thể bạn sẽ thuyết phục được tôi :D )
Cập nhật:
14.5.2022
- Thêm các tệp in cho MK3S và MINI
- Thêm tệp .3mf
- Tối ưu hóa nhẹ G-code tùy chỉnh để cắt lát riêng lẻ
- Mô tả mới, quy trình chi tiết hơn về cắt lát độc đáo và FAQ từ các bình luận
Nếu bạn có bất kỳ câu hỏi, vấn đề hoặc đề xuất nào, hãy viết chúng trong phần bình luận hoặc nhắn tin cho tôi. Tôi sẽ rất vui nếu bạn để lại phản hồi. Và như Jo đã nói: Chúc bạn in vui vẻ :D
Giấy phép

File mô hình






















Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!