Tháp Nhiệt Độ tự động chèn g-code - Tinh chỉnh PETG chống râu

Tự động thay đổi nhiệt độ đầu đùn sau mỗi đoạn trong tháp nhiệt độ bằng G-code. Tối ưu hóa cho PETG để loại bỏ hiện tượng râu.
15.9K
Lượt Xem
149
Lượt Thích
4.0K
Lượt Tải
Cập Nhật Dec 02, 2025

Mô tả
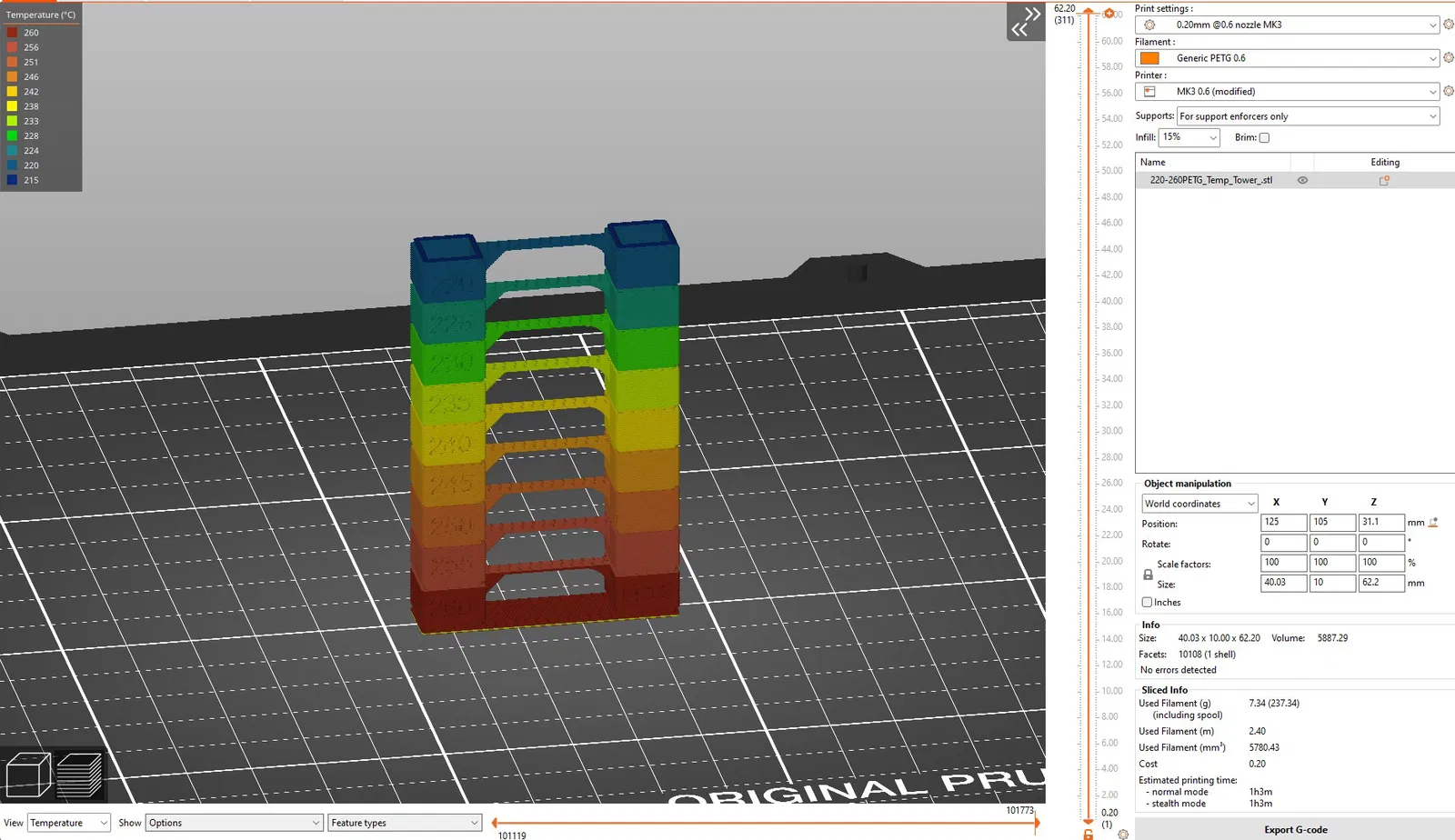
Thay vì phải tự cài đặt nhiệt độ cho từng lớp trên temp tower, bạn chỉ cần thêm một dòng G-code tùy chỉnh vào mục “before layer change G-code” trong PrusaSlicer là mọi thứ sẽ tự động diễn ra. Bạn có thể dùng file .3mf đính kèm làm điểm khởi đầu cho PLA, ABS và PETG. Hoặc tự nhập file .stl và chỉnh sửa G-code theo hướng dẫn bên dưới.
Việc cần làm: dùng Prusaslicer v2.6 để tự động thêm văn bản nhận dạng chìm vào mẫu thay vì dùng các file .stl đã cấu hình sẵn.
;Trình tạo chiều cao lớp temp tower của Dockguy cho PrusaSlicer
;
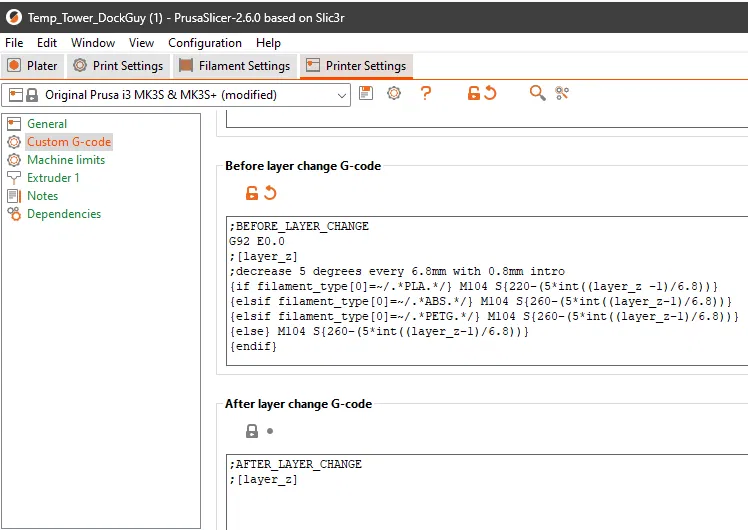
;Thêm đoạn code sau vào cài đặt Prusaslicer "Before layer change G-code" trong tab cài đặt máy in nâng cao:
;
;M104 S{d - (a * int((layer_z - b) / c))}
;
;trong đó
; a == bước nhiệt độ mỗi tầng (°C)
; b == độ dày của đế dưới trước temp tower (mm)
; c == độ dày của mỗi tầng temp tower (mm)
; d == nhiệt độ in tối đa (°C)
;
;
;Ví dụ để tinh chỉnh PLA từ 220->185°C:
M104 S{220-(5*int((layer_z-1)/6.8))}
;
;
;Ví dụ để tinh chỉnh PETG từ 260->220°C:
M104 S{260-(5*int((layer_z-1)/6.8))}
;
;
;Lưu ý về M104 so với M109
;
;Nếu máy in của bạn chạy nhanh và bộ đùn mất quá nhiều thời gian để nguội giữa các phần của tháp, một giải pháp là thay M104 bằng M109. Điều này đảm bảo bộ đùn đạt đến nhiệt độ thích hợp ở mỗi lần thay đổi lớp. M109 có thể có tác dụng phụ tiêu cực đến tính nhất quán vì có thể có một khoảng dừng ngắn trước mỗi lớp.
;
;Khối G-code xử lý nhiều loại sợi filament:
;
{if filament_type[0]=~/.*PLA.*/} M104 S{220-(5*int((layer_z -1)/6.8))}
{elsif filament_type[0]=~/.*ABS.*/} M104 S{270-(5*int((layer_z-1)/6.8))}
{elsif filament_type[0]=~/.*PETG.*/} M104 S{260-(5*int((layer_z-1)/6.8))}
{else} M104 S{260-(5*int((layer_z-1)/6.8))}
{endif}Giấy phép

File mô hình
Đang tải files, vui lòng chờ...




Vui lòng đăng nhập để bình luận.
Vui lòng đăng nhập để khoe bản in của bạn.
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!