Ống Phân Đoạn Chế Độ Vase Mode Linh Hoạt 2.5in

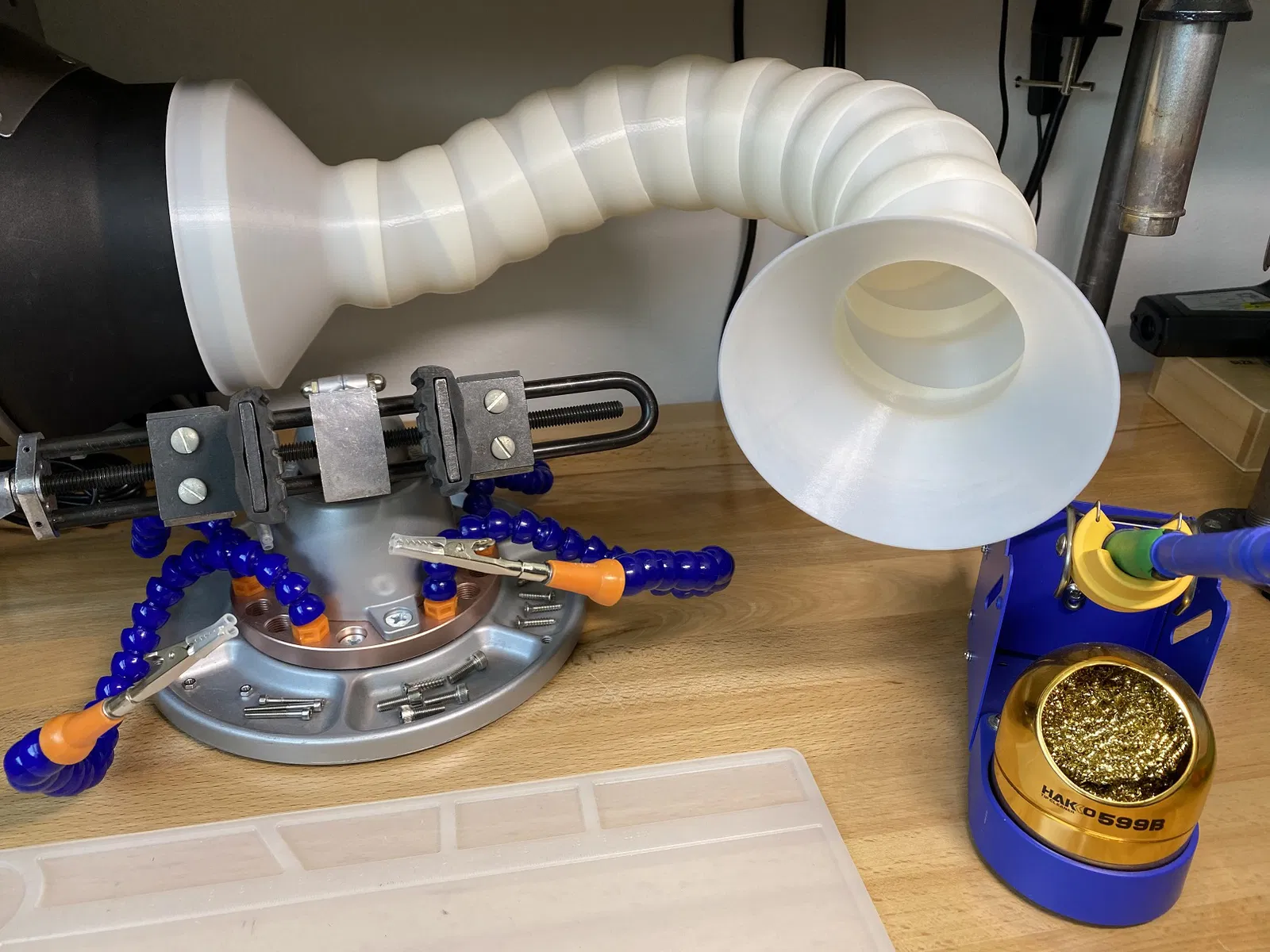
Hệ thống ống chân không 2.5in linh hoạt, dạng mô-đun, phân đoạn được thiết kế để in bằng chế độ vase mode. Các bộ phận có thể uốn cong 90°, có adapter đi kèm và tương thích với Loc-Line.





Mô tả
Hệ thống ống dạng mô-đun/phân đoạn linh hoạt 2.5in (ID 63.5mm) được thiết kế sao cho tất cả các bộ phận đều có thể in ở chế độ vase mode để in nhanh hơn và đảm bảo độ kín giữa các bộ phận.
Ống có thể uốn cong 90° với 6 đoạn và có bán kính uốn tối thiểu khoảng 5in (125mm). Mỗi đoạn tăng thêm khoảng 1.5in (35mm) vào chiều dài ống. Bộ chuyển đổi đi kèm kết nối ống dạng phân đoạn với quạt hút 6in hoặc ống chân không 2.5in tiêu chuẩn. Các đầu nối cũng được thiết kế sao cho luồng không khí chảy từ đầu rộng hơn (cái) sang đầu hẹp hơn (đực) của mỗi đoạn để giảm lượng bụi bị kẹt giữa các đoạn.
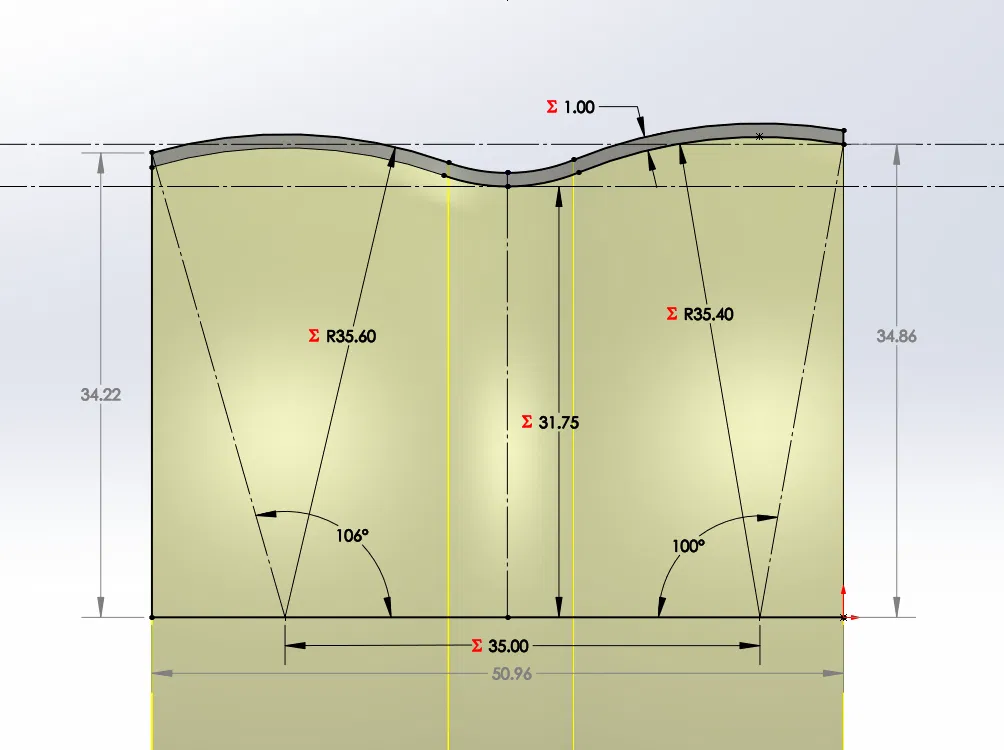
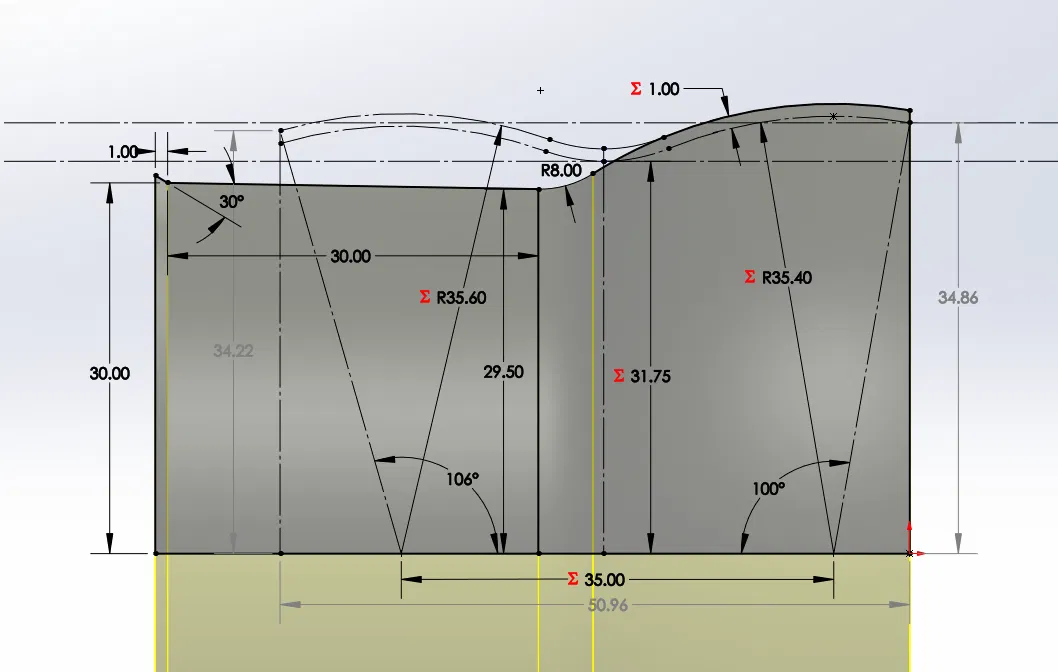
Các đoạn ống được tạo mẫu với kích thước lấy từ mô hình CAD của Hệ thống ống chân không Loc-Line 2.5in, vì vậy thiết kế này nên tương thích với Loc-Line. Tuy nhiên, tôi không sở hữu bất kỳ sản phẩm nào trong hệ thống Loc-Line 2.5in nên không có gì đảm bảo.
Kết quả in chế độ vase mode sẽ khác nhau tùy theo máy in. Cài đặt của tôi cho Prusament PC blend với đầu phun 0.4mm là:
- Chế độ Vase mode được bật với 0 lớp trên/dưới
- Chiều cao lớp khuyến nghị 0.15 với đầu phun 0.4mm
- Chiều rộng tham số bên ngoài là 1mm (quan trọng!)
- Chiều rộng lớp đầu tiên là 0.8mm với độ bù chân voi là 0.1mm
- Tốc độ in tham số bên ngoài lên tới 60mm/s
Mỗi đoạn riêng lẻ nặng 13g và mất khoảng 23 phút để in. Khoảng 15 đoạn không có giá đỡ (~50cm) có thể được nối với nhau trước khi nó bắt đầu bị võng. Tinh chỉnh cài đặt in để có độ khít hơn sẽ cho phép chiều dài không có giá đỡ dài hơn.
Ngoài ra, bạn có thể in tới 6 đoạn song song bằng cách tắt chế độ vase mode, tắt lớp trên/dưới và lớp độn (infill), và đặt chiều rộng đùn tham số là 0.5-0.6mm. Điều này sẽ làm tăng gấp đôi thời gian in (ước tính 4h 40m) và tạo ra một đường nối trên thành.
Độ dung sai có thể được điều chỉnh bằng cách tinh chỉnh chiều rộng đùn. Tăng chiều rộng nếu bạn cảm thấy các khớp bị lỏng quá mức. Giảm chiều rộng nếu các bộ phận khớp với nhau quá chặt.
Chiều cao lớp cũng có tác động nhỏ đến độ dung sai, vì hai đoạn được in với chiều cao lớp khác nhau là 0.1mm và 0.15mm sẽ có độ khít lỏng hơn so với một đoạn được in với chiều cao lớp là 0.15mm và 0.2mm. Tôi khuyên bạn không nên trộn lẫn chiều cao lớp hoặc bạn sẽ thấy một số khớp bị cứng hơn những khớp khác.
Các tệp thiết kế ban đầu có thể dễ dàng tùy chỉnh nếu bạn muốn kiểm soát nhiều hơn các kích thước.
Lưu ý cho những người sử dụng Octoprint: Tôi rất khuyên bạn nên in các bản in vase mode từ thẻ SD nếu có tùy chọn. Theo kinh nghiệm của tôi, chất lượng in giảm đáng kể khi in các bản in băng thông cao trực tiếp từ Octoprint do tốc độ baud nối tiếp và bộ đệm nội bộ hạn chế trên bo mạch Einsy.
Cập nhật ngày 15/5/2021: đã thêm thiết kế kẹp ống và di chuyển vị trí các tệp thiết kế.
Các tệp thiết kế có thể được tìm thấy trong bài đăng blog gốc tại https://0x7d.com/2021/modular-segmented-hose/
Giấy phép

File mô hình


















Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!