Cải tiến khung CoreXY cho máy in 3D Sovol SV08
Sửa chữa các sự cố sai lệch trong hệ thống truyền động dây đai CoreXY của tôi SV08.





Mô tả
Một vài điều trước tiên:
- Mod này rất có thể cải thiện chất lượng in của bạn nhưng nó cũng chắc chắn sẽ làm mất hiệu lực bảo hành của máy in.
- Đây vẫn là một công việc đang trong quá trình phát triển. Một số thứ có thể thay đổi tùy thuộc vào phản hồi mà tôi nhận được.
- Xin lỗi vì bức tường văn bản.
- Xin đừng chỉ đơn giản tải xuống và in các bộ phận, chúng chủ yếu chỉ để minh họa. Hãy đo các khoảng cách trên dây đai của máy in của bạn và tạo cả hai bộ với các khoảng cách chính xác cho máy in của bạn. Bạn có thể làm cho nó tệ hơn nếu không làm vậy.
- Đây không phải là một nhiệm vụ đơn giản. Bạn phải tháo rời một phần gantry của mình và thay thế một số bộ phận quan trọng. Trước khi bạn tháo rời máy in của mình, hãy đảm bảo bạn có đủ công cụ, vật liệu và kiến thức để lắp ráp lại máy in.
- Nếu bạn đang chạy phiên bản OpenSCAD ổn định (phiên bản 2021.01), điều này sẽ mất một thời gian để render. Ngay cả trong chế độ xem trước. Sử dụng phiên bản nightly hiện tại (tôi đã chạy nó với 2024.09.10 từ snap store trên linux) sẽ giảm thời gian này xuống chỉ còn vài giây. Tôi hy vọng sẽ có một phiên bản ổn định mới sớm nhưng ngay cả phiên bản nightly hiện tại cũng có hiệu suất tốt hơn nhiều. Tôi không gặp vấn đề gì khi render mô hình này với cả hai phiên bản.
- Hãy đảm bảo bạn đã hiệu chỉnh filament một cách hợp lý nhất có thể. Đây là một bản in cấu trúc. Sự bám dính lớp tốt là điều bắt buộc. Nếu bạn không chắc chắn, hãy in một tháp nhiệt độ, xem chất lượng nhưng quan trọng hơn là phá vỡ nó. Ở nhiệt độ nào thì nó trở nên cứng hơn hoặc không thể bẻ bằng tay? Đó là nhiệt độ bạn muốn in với. Nếu nó không đẹp như ở 10°C lạnh hơn? Không quan trọng! Hiệu chỉnh tiến độ tuyến tính. Hiệu chỉnh tỷ lệ dòng chảy bề mặt trên cùng của bạn. Bạn cần một bề mặt đồng đều. Thực hiện tất cả các bài kiểm tra với filament mà bạn sẽ sử dụng.
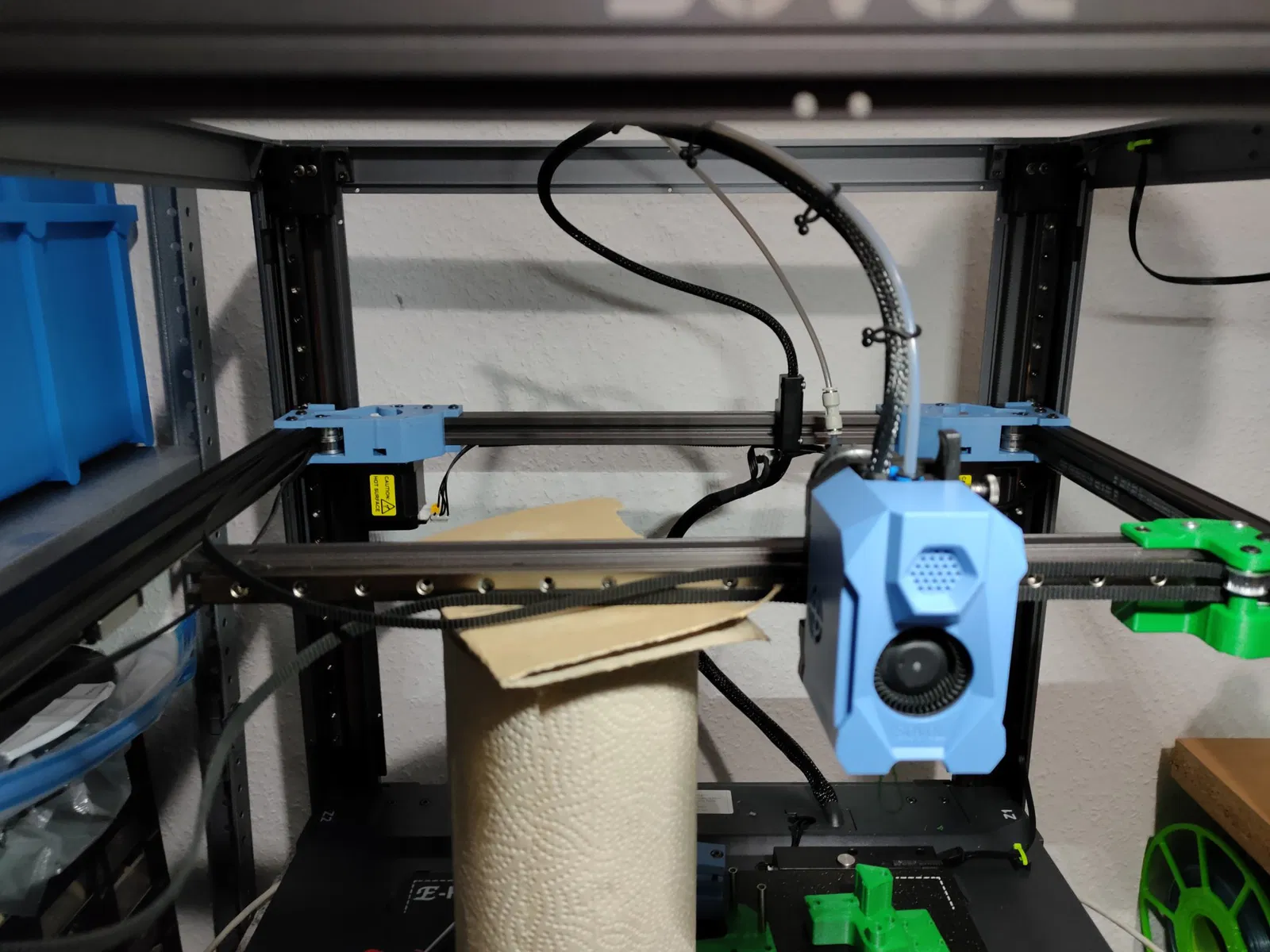
Tôi vừa mua chiếc SV08. Sau khi chuyển nó sang Klipper mainline và thay thế cảm biến cảm ứng kinh khủng đó bằng một cảm biến micro Biqu, tôi bắt đầu tối ưu hóa máy in. Trên các bộ phận chức năng có kích thước x hoặc y lớn hơn 150mm, tôi nhận thấy độ chính xác giảm đi. Độ chính xác càng giảm khi kích thước bộ phận càng lớn. Các bản in hiệu chuẩn cho độ căng dây đã giúp giảm lỗi này đáng kể nhưng tôi chưa bao giờ đạt được mức độ chấp nhận được. Tôi bắt đầu tìm hiểu về coreXY và cuối cùng phát hiện ra rằng việc định tuyến của các dây đai không song song với trục di chuyển. Nó không nhiều lắm. Điều quan trọng nhất là việc định tuyến từ pulley căng đến đầu công cụ. Nhưng đủ để gây ra những sai lệch nhẹ và độ căng dây cũng sẽ thay đổi một chút. Đây không phải là điều mà việc sửa lỗi lệch có thể khắc phục. Nó cần được sửa chữa cơ học. Thật là thất vọng. Tôi đã nghĩ đến việc gửi lại. Cuối cùng, tôi đã quyết định không làm vậy và đã thực hiện một sửa chữa. Giải pháp thay thế sẽ là xây dựng một chiếc Voron 2.4 350. Điều đó sẽ mất nhiều thời gian hơn và tôi không có nhiều thời gian để dành. Điều này đã tốn quá nhiều thời gian rồi.
Cách hiệu chuẩn kích thước lỗ và hướng dẫn căn chỉnh:
- Nếu bạn có các chèn M4 tiêu chuẩn (dài hơn) từ Ruthex hoặc các loại tương thích (lỗ 5.6mm, dài 8.1mm) trong tay, bạn có thể sử dụng carriage_test_demo. Nếu không, hãy thay đổi kích thước trong phần cài đặt của trình tùy chỉnh, kiểm tra generateTest và bạn có thể tạo một cái mới với kích thước yêu cầu.
- Rãnh ở trên cùng của mẫu thử phải vừa vặn với mặt dưới của thanh nhôm 2020 của trục x. Nếu bạn có thể xoay phần đó nhiều hơn một chút, hãy tăng tham số baseWProfilePin, nếu bạn cần phải ép nó, hãy làm cho nó nhỏ hơn.
- Các lỗ bên trong rãnh là M4 với một chèn ở dưới. Kiểm tra độ vừa vặn của chèn. Bạn không cần phải thực sự nung chảy chúng nhưng nhiều chèn có một hướng dẫn nhỏ ở một đầu. điều đó nên vừa vặn nhưng không cần lực.
- Lỗ lớn hơn ở một bên dành cho trục 5mm. Điều này nên là một khớp chặt nhẹ. Nếu bạn không sử dụng vật liệu chứa carbon hoặc sợi thủy tinh, bạn có thể in lỗ nhỏ hơn 0.1 đến 0.2mm và sử dụng một mũi khoan 5mm hoặc mũi khoan chất lượng cao. Với filament chứa, bạn không muốn làm điều đó mà không có công cụ tungsten carbide. Thép sẽ không tồn tại lâu hơn một lỗ.
- Lỗ nhỏ dành cho M3 và nó nên là một khớp lỏng.
- Nếu tất cả các lỗ có cùng một lỗi kích thước, hãy cân nhắc thử mở rộng lỗ trong slicer của bạn.
Cách đo các độ lệch:
- Di chuyển giá đỡ của bạn lên khỏi mặt bàn để có thể tiếp cận tốt hơn. Khoảng từ 100 đến 200mm sẽ hoạt động tốt.
- Tắt máy in của bạn hoặc ít nhất là vô hiệu hóa các động cơ bước.
- Tốt nhất là rút phích cắm các động cơ bước trên giá đỡ. Di chuyển đầu công cụ bằng tay quá nhanh có thể làm hỏng các bộ điều khiển động cơ bước của bạn.
- Bạn cần thực hiện 8 phép đo. Tất cả các đoạn dây đai dọc theo trục x sẽ xác định các độ lệch y của bạn, các đoạn dây đai dọc theo các ray y đi quanh các bánh răng trong các giá đỡ sẽ xác định các độ lệch x của bạn. Hãy dành thời gian của bạn.
- Bên trái của máy in khi đứng trước nó cũng là các độ lệch bên trái (x = 0).
- Bánh răng phía sau trong giá đỡ y thì nằm hơi lùi lại một chút và cũng gần với bên ngoài hơn. Dây đai đi quanh nó ra phía sau máy in.
- Đối với phép đo chính, hãy kéo các bánh răng ra xa nhau nhất có thể. Đối với các phép đo bên trái của đầu công cụ, hãy di chuyển nó hoàn toàn sang bên phải. Bây giờ hãy lấy thước kẹp của bạn với thước đo độ sâu và đo khoảng cách giữa ray phía sau các dây đai bên trái cạnh bên đầu công cụ. Ngay khi bạn chạm vào dây đai với thước kẹp và có chốt áp vào ray, hãy đặt số không. Sau đó, hãy đến đầu bên kia và đo cho dây đai trên và dưới một cách riêng biệt. Phép đo tương đối cho bạn các độ lệch y bên trái của bạn. Ở bên trái, dây đai trên là bánh răng phía sau, dây đai dưới là bánh răng phía trước. Ở bên phải thì ngược lại. Lặp lại cho bên phải của đầu công cụ.
- Tôi đã đo các độ lệch x so với các thanh extrusions 2020. Nên gần đủ. Các đoạn từ phía sau đến bánh răng căng không liên quan vì chúng không gây ra chuyển động của trục. Di chuyển đầu công cụ của bạn hoàn toàn ra phía sau, đặt số không cho thước kẹp của bạn tại bộ căng so với dây đai xa hơn khỏi 2020 và đo độ lệch của bạn ở phía trước giá đỡ y ở cả hai bên. Ở đây bạn phải đảo ngược giá trị của bạn. Một phép đo âm là một độ lệch dương và ngược lại. Đây là các độ lệch x cho các bánh răng phía trước.
- Di chuyển đầu công cụ của bạn hoàn toàn ra phía sau.
Đo lường các độ lệch của dây đai bên trái trên cùng và bên phải dưới cùng. Đặt số không ở phía sau gần các bánh đà của động cơ. Những độ lệch này cũng được đảo ngược và cho các bánh đà phía sau
- bạn nên có tất cả tám độ lệch. Đừng quên cắm các động cơ bước của bạn!
- nhập các độ lệch đã đo vào trình tùy chỉnh của OpenSCAD - chúng nằm ở phía trên cùng
- bỏ chọn generateTest và xác nhận các tùy chọn khác của bạn
- render (F6) và xuất tệp stl (F7)
- chuyển đổi generateRight và xuất bộ thứ hai.
Vật liệu và cài đặt in:
Tôi đã sử dụng PETG gia cố sợi thủy tinh từ Tinmorry. Nó giá cả phải chăng, in rất tốt nhưng bạn sẽ cần ít nhất một đầu phun bằng thép cứng và nó thường cần một chút thời gian để làm khô. Nó cũng yêu cầu nhiệt độ đầu phun cao hơn dự kiến. Sau khi thử nghiệm nhiệt độ, tôi đã đặt nó ở 285°C. Nhưng mặt khác, họ cho biết nhiệt độ từ 260 đến 290°C nên cũng không sao. Dưới 275 độ, độ bám dính của lớp khá kém. Nếu bạn sử dụng loại này, hãy cho một ít keo dán dựa trên PVA (keo dán, sữa 3D…) lên bề mặt in của bạn.
Đây là các tham số của tôi trong phần mềm cắt eSlicer:
- Đầu phun 0.6mm (đồng với đầu carbide tungsten)
- 4 lớp viền
- 2.4mm trên/dưới
- 25% gyroid
- 1 lớp trên/dưới đồng tâm
- Chiều cao lớp thích ứng giữa 0.2 và 0.35mm (bạn có thể tạm thời đặt giới hạn của máy đùn ở các giá trị này) - chia mô hình thành các đối tượng và thiết lập tự động cho mỗi mảnh với cài đặt chất lượng 0.1. Điều này chủ yếu để có độ chính xác kích thước tốt hơn ở trục z.
- Chỉ cần hỗ trợ cho các lỗ của các chốt - nếu bạn đang sử dụng tùy chọn pinWithHead. Mọi thứ khác in hoàn toàn mà không cần nó.
- Không thực sự cần mở rộng lớp đầu tiên vì mọi thứ nên được trang bị các cạnh vát.
- Tôi đã in cả hai bộ riêng lẻ ở giữa bàn in. Lỗi với phần cứng tiêu chuẩn đủ nhỏ để hoạt động.
Phần cứng:
- 6 chèn nhiệt M4 dài khoảng 8mm
- 6 M4x40 với độ dày trên cùng mặc định - tốt nhất là 6 cái với đầu thấp
- 4 chốt/đinh 5mm dài 40mm cho các mô hình đã cung cấp. 35 đến 45mm có thể sẽ hoạt động nhưng chưa được thử nghiệm. Bạn không nên sử dụng những cái cũ. Chúng quá ngắn và sẽ không đủ tiếp xúc với các bộ phận đã in
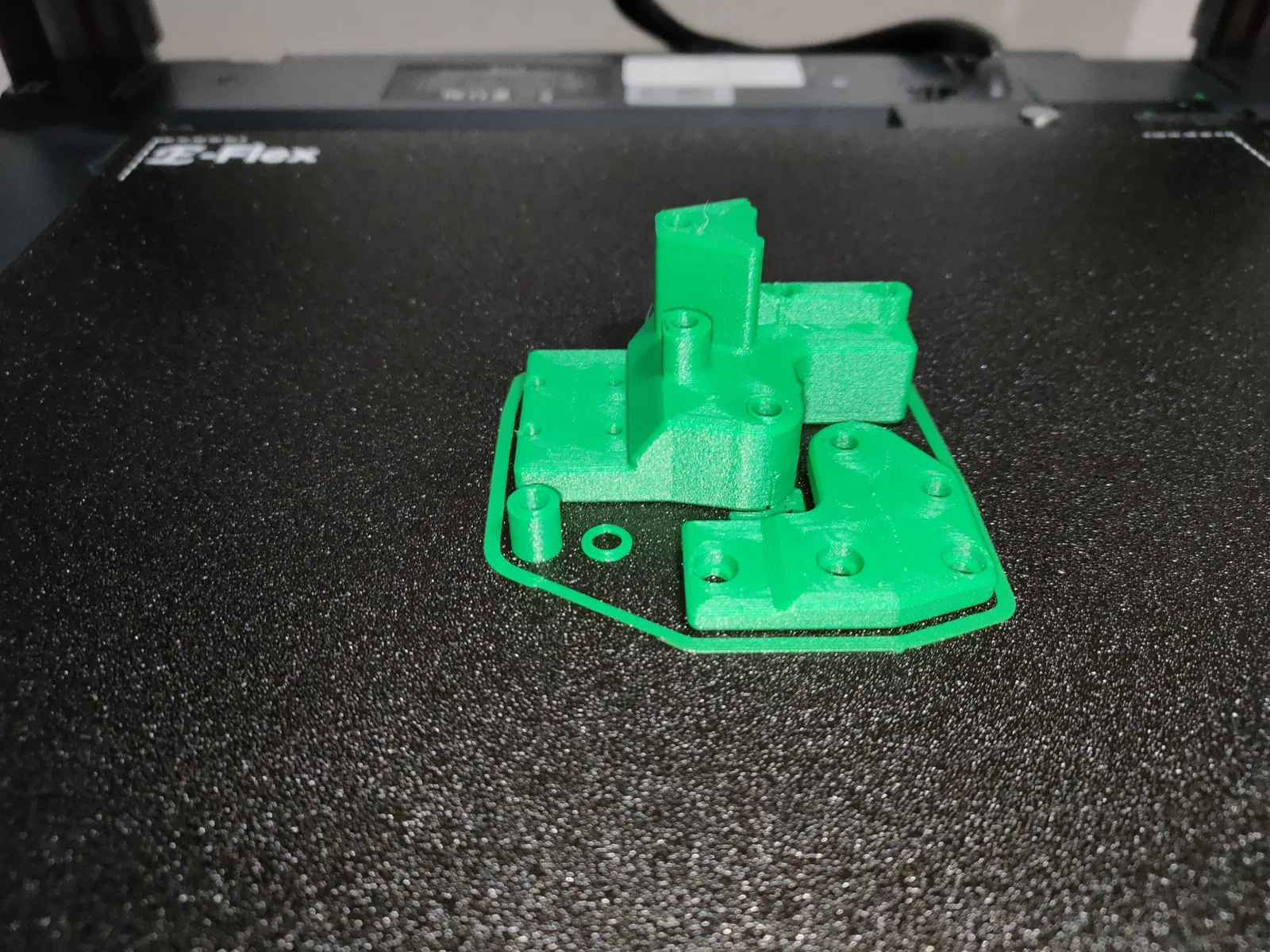
Lắp ráp và cài đặt:
-
kiểm tra sự phù hợp của các pin của bạn trong các phần trên và dưới (lỗ thẳng ở trên, khoảng cách ở dưới). Nếu chúng trượt ra ngoài một cách tự nhiên, thì chúng quá lỏng - kiểm tra hiệu chuẩn của bạn và tốt nhất là in lại, xin lỗi. Nếu không, bạn có thể để chúng trong phần dưới lớn hơn.
-
lắp đặt các chèn ở đáy của phần lớn nhất của mỗi bộ (3 lỗ theo một đường thẳng).
-
đến máy in của bạn và di chuyển khung lên khoảng giữa.
-
có ai đó giúp bạn hoặc một cái gì đó để tạm thời hỗ trợ trục x sẵn sàng (điều chỉnh z cho phù hợp).
-
tắt máy in của bạn và ngắt kết nối các động cơ bước.
-
che bề mặt nóng của bạn bằng bìa cứng, khăn giấy hoặc thứ gì đó tương tự để tránh dầu mỡ từ đường ray trên bề mặt.
-
cố định đầu công cụ của bạn một cách chắc chắn khoảng giữa trục x. sử dụng băng dính, dây buộc, nam châm ở trên đường ray bên trái và bên phải của đầu công cụ. Điều này ngăn chặn xe trượt ra khỏi đường ray trong các bước tiếp theo. Tin tôi đi, điều đó sẽ làm hỏng ngày của bạn.
-
thả lỏng độ căng của dây đai. nới lỏng hai vít ở bên cạnh mỗi bộ điều chỉnh và sau đó vặn vít giữa các dây đai theo chiều kim đồng hồ cho đến khi hết. (Tôi biết việc siết chặt một vít để thả lỏng độ căng…)
-
ngắt kết nối các dây đai từ đầu công cụ (2 vít M3 ở mỗi bên).
-
Gỡ bỏ các ròng rọc khỏi xe y. có các chèn M4 trong các bộ phận gốc bên dưới các pin. Bạn có thể sử dụng một trong những vít M4 dài để nhẹ nhàng đẩy chúng ra sau khi gỡ bỏ các vít nhỏ ở trên cùng. Cẩn thận, ở trên các ròng rọc dưới có một số khoảng cách nhỏ.
-
đặt dây đai lỏng ra khỏi đường đi.
-
Gỡ bỏ các vít giữ phần nhôm 2020 của trục x ở trên cùng.
-
gỡ bỏ bốn vít m3 ở mỗi bên bên dưới các đường ray tuyến tính. sau khi gỡ bỏ một bên đầu tiên, bạn sẽ cần hỗ trợ nó hoặc có ai đó giữ nó lên.
-
hạ lắp ráp, kéo các xe cũ sang một bên và hạ phần nhôm đó với đầu công cụ của bạn nhẹ nhàng lên bề mặt đã che của bạn. Nếu bạn không thực hiện bất kỳ biện pháp nào để ngăn xe trượt ra khỏi đường ray thì giờ đây không có gì ngăn cản điều đó.
-
lắp phần dưới của xe kéo bên trái và bên phải vào các ray tuyến tính bằng cùng một vít M3. đừng siết chặt chúng hoàn toàn ngay bây giờ.
-
đặt ray lên các xe kéo (thuận tiện hơn nhiều phải không?)
-
đặt một vít tạm thời qua phần đùn để ngăn nó rơi xuống
-
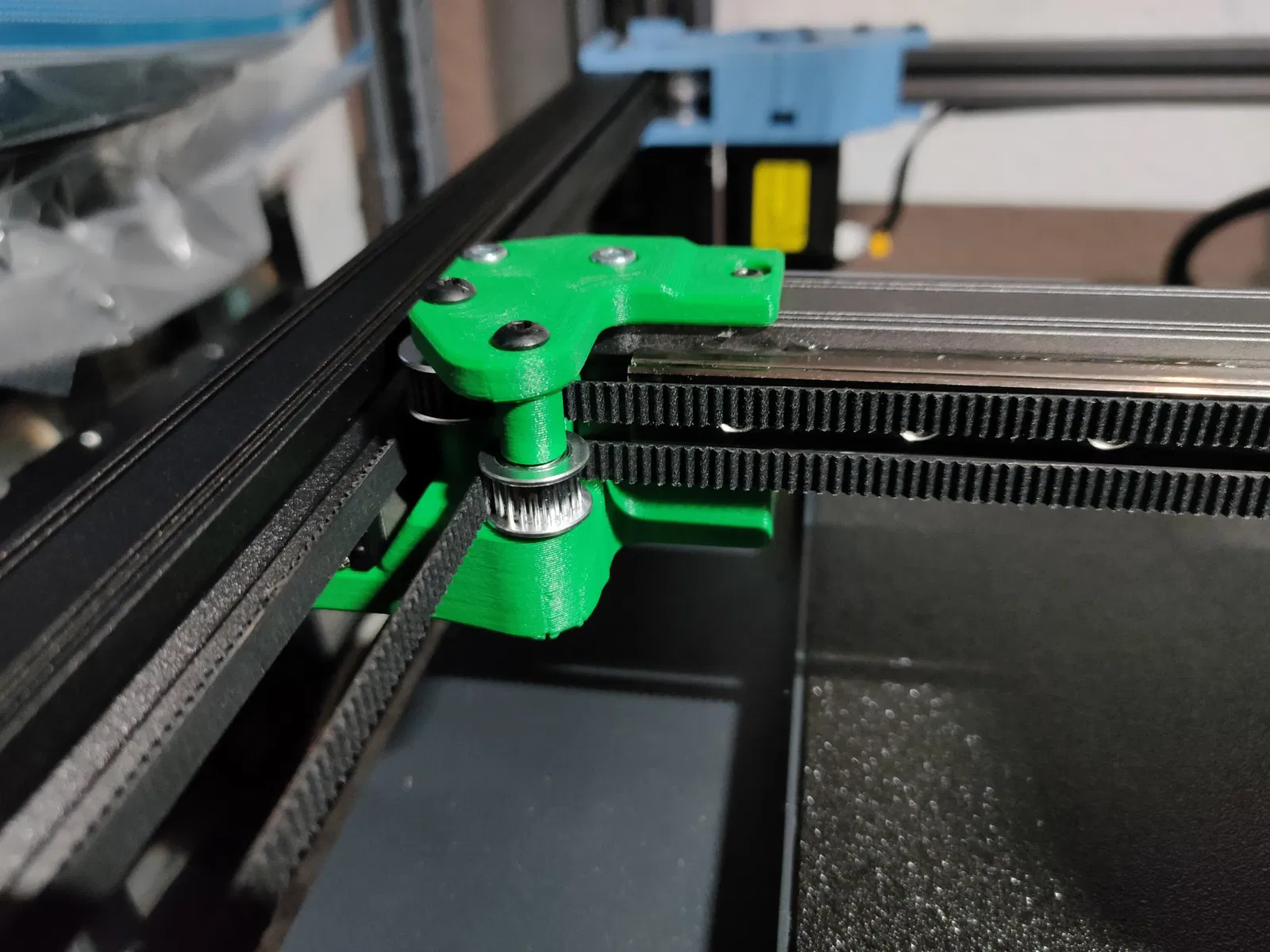
đặt các bánh răng vào. những cái có răng ở phía trước
-
đặt các miếng đệm in vào. những cái ngắn hơn đặt lên trên bánh răng trên cùng. vòng nhỏ ở một đầu trước (ngồi sát vào vòng bi bên trong của bánh răng). Bạn cũng có thể sử dụng miếng đệm hẹp đó nhưng chúng có xu hướng cắn vào vỏ và mất chức năng của chúng
-
đặt dây đai vào các xe kéo, gỡ bỏ vít tạm thời và đặt nắp trên cùng và đặt tất cả các vít một cách lỏng lẻo. Đừng lo lắng, lúc này nó cảm thấy khá lung lay
-
gắn dây đai vào đầu công cụ. Tôi phải rút ngắn dây của mình bằng một răng chỉ ở một bên.
-
di chuyển trục x về phía sau sát với giá đỡ động cơ. bắt đầu siết chặt tất cả các vít trên các xe kéo. chú ý rằng cả hai bên đều chạm vào giá đỡ động cơ. nếu một bên không chạm sau khi siết chặt, hãy điều chỉnh lại. Một lượng nhỏ có thể được khắc phục bằng cách căng dây. Nó nên ít hơn một milimét. Càng tốt bạn căn chỉnh điều này, càng tốt cho máy in của bạn
-
bắt đầu căng dây đai của bạn. Vặn các vít trở lại với số lượng bằng nhau. Ba đến bốn vòng đầy là một khởi đầu tốt. Nếu bạn ra giữa trên bộ căng, bạn sẽ phải rút ngắn dây đai. Siết chặt các vít căng hết cỡ (lò xo nén hoàn toàn), gỡ bỏ dây đai từ một bên, trượt dây đai ra bên và trượt chúng quay lại xa hơn một răng so với đầu và thử lại
-
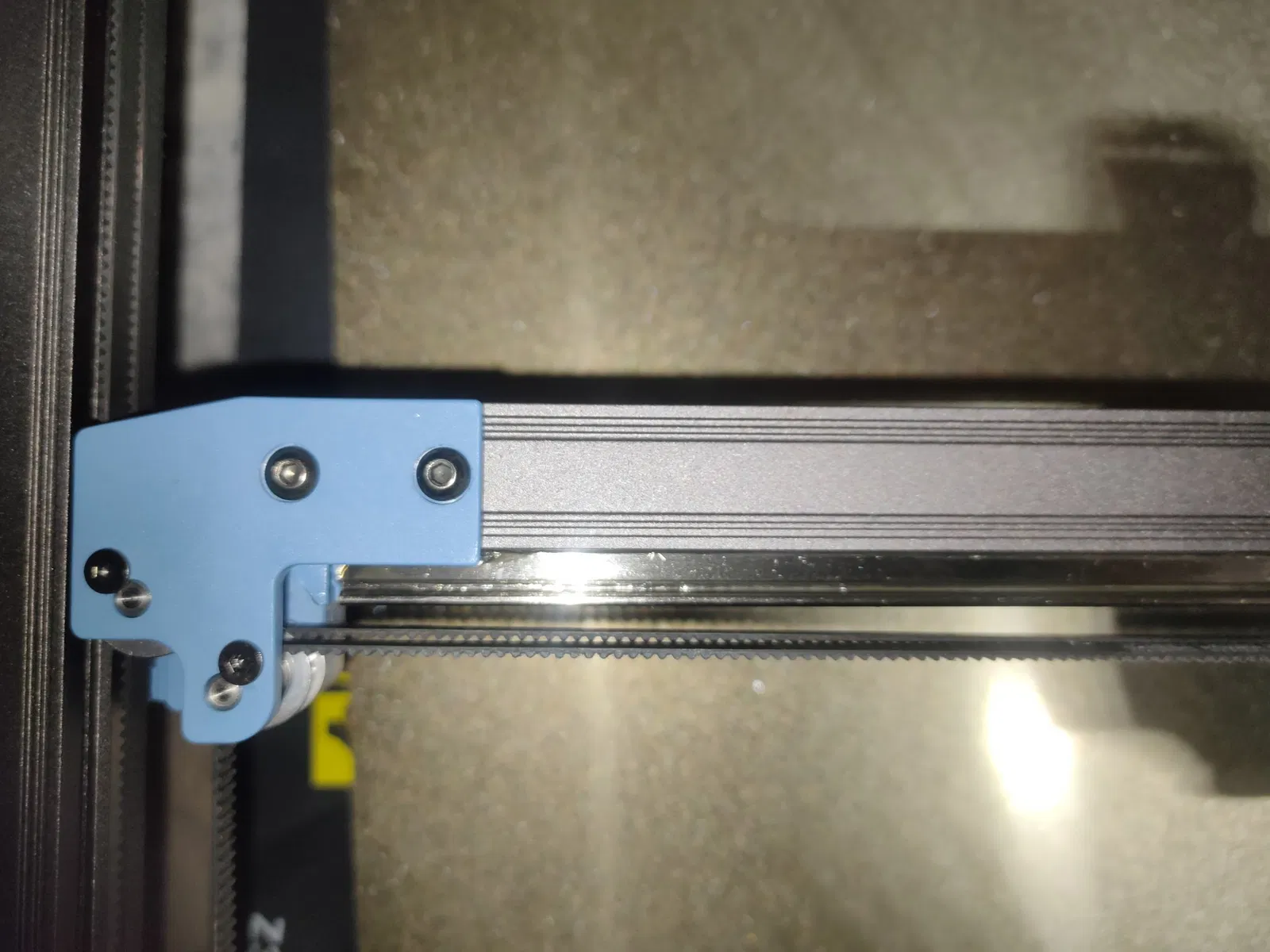
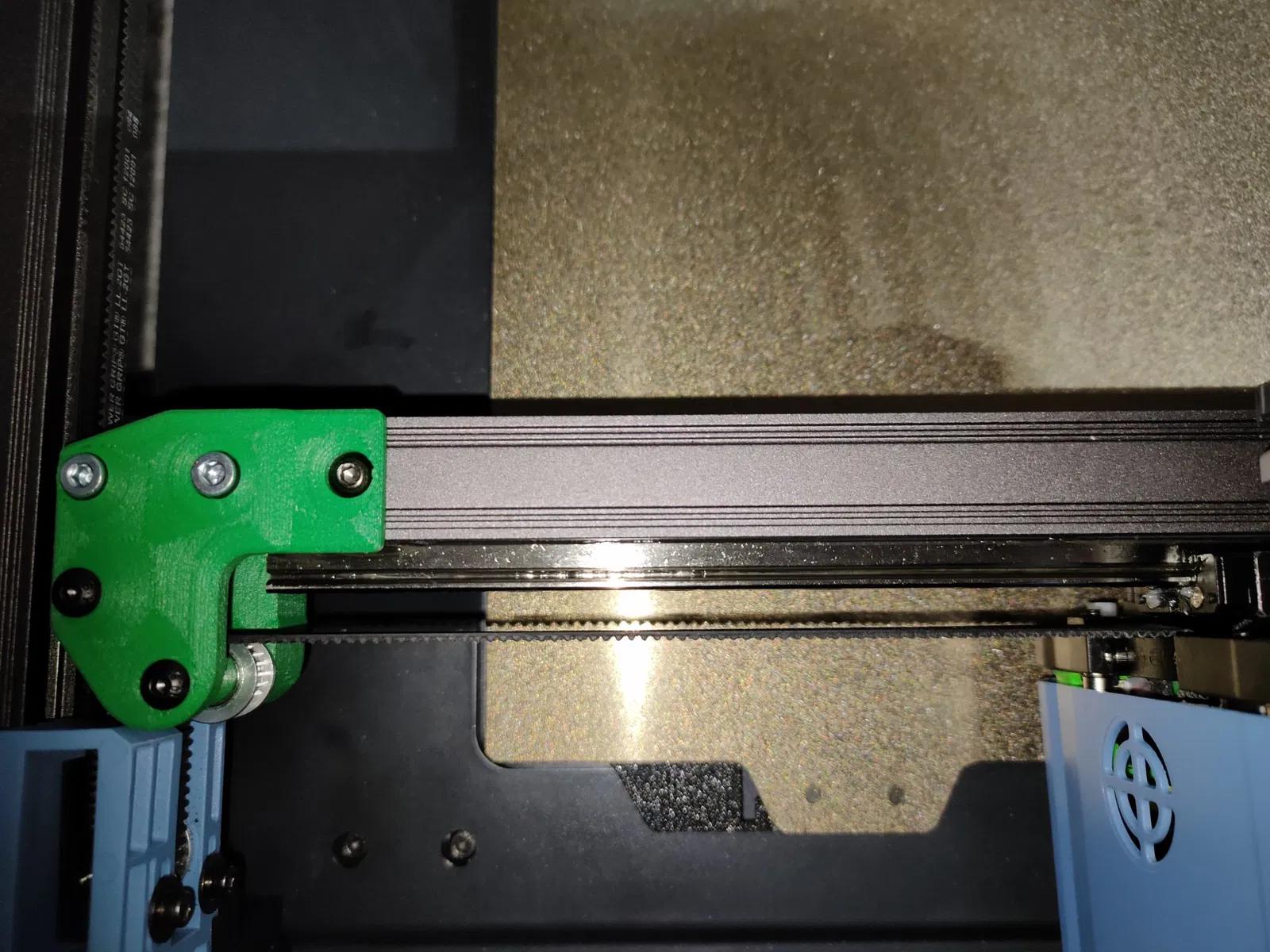
sau khi đặt lại độ căng thích hợp cho dây đai, hãy nhìn vào các phần bị ảnh hưởng bởi sự thay đổi này. Nếu mọi thứ diễn ra suôn sẻ, dây đai bây giờ chạy song song với các trục đã di chuyển. khi bạn nhìn vào dây đai dọc theo trục x từ trên xuống, chúng bây giờ chạy ở cùng một khoảng cách. Nếu có một độ lệch rõ ràng trong bất kỳ phần nào trong số này thì có điều gì đó không đúng.
Hoặc là sai lệch hoặc dây đai đã bị rời khỏi ròng rọc.
- Di chuyển đầu công cụ của bạn đến tất cả bốn góc bằng tay. Có gì cản trở không? Động cơ extruder có vượt qua giá đỡ mới vào giới hạn cơ khí không?
- Cắm lại các động cơ bước của bạn
- Chúc mừng, việc lắp đặt đã hoàn tất.
cài đặt sau
- xác nhận rằng các bước của bạn đã được kết nối
- đưa máy in của bạn về vị trí gốc.
- Đừng ngạc nhiên khi khung máy chạy mượt mà và yên tĩnh hơn nhiều.
- di chuyển trục y với các bước lùi lại cho đến khi gần va chạm. Nếu các khoảng cách của bạn gần giống như của tôi, 10mm là điểm bắt đầu tốt
- di chuyển trục x về phía số không. Tôi bắt đầu với 15mm theo từng bước 1mm
- mở file printer.cfg của bạn và điều chỉnh vị trí về gốc của x và y theo lượng còn lại trong bài kiểm tra trước
- tạm thời vô hiệu hóa việc làm sạch vòi phun. tất cả các vị trí ở đó cần được điều chỉnh theo sự thay đổi.
- Nếu bạn sử dụng kịch bản đó để hiệu chỉnh khoảng cách z với cảm biến áp suất thì cũng vô hiệu hóa cái đó
- kiểm tra rằng QGL và việc căn chỉnh giường vẫn nằm trong giới hạn mới
- Với klipper dòng chính, bạn sẽ đo lại độ cộng hưởng
- Hiệu chỉnh độ căng dây đai
Ưu điểm:
- Cứng cáp hơn
- dễ dàng tiếp cận hệ thống dây đai trong tương lai
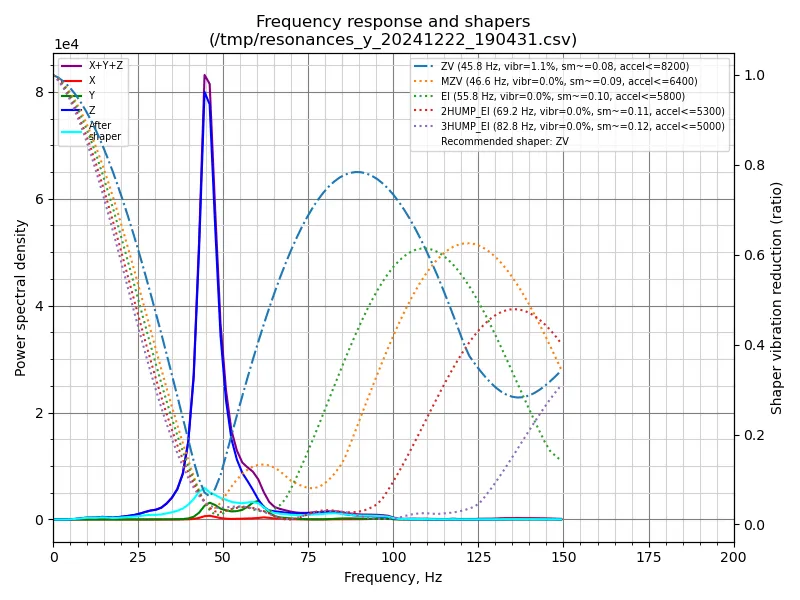
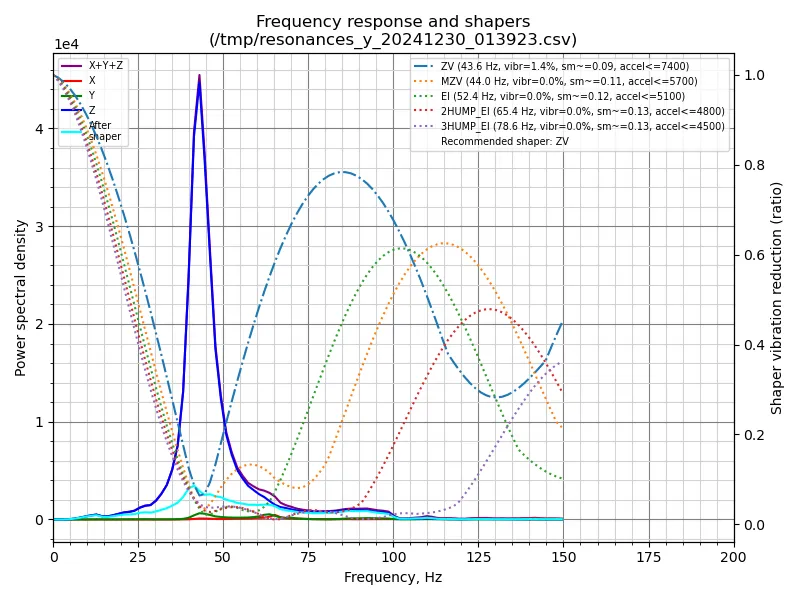
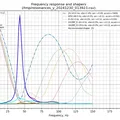
- độ cộng hưởng ít hơn - biên độ giảm gần 50% trong trường hợp của tôi (xem kết quả y trước [20241222] và sau [20241230])
- hoàn toàn tham số
- in trong chưa đầy một giờ mỗi bên với một hồ sơ thực sự chậm
Nhược điểm:
- Nặng - khoảng 36g trọng lượng thêm vào
- giảm nhẹ hành trình x và y (x khoảng tổng các khoảng cách của ròng rọc trước và y là ròng rọc trước lớn hơn) trong trường hợp của tôi x giảm xuống còn 350mm và y xuống còn 361mm
- cần phần cứng bổ sung
- làm mất hiệu lực bảo hành vô dụng
- vật liệu không phù hợp như PLA có thể gặp sự cố bất ngờ giữa chừng in
- đo lường khoảng cách phức tạp dễ mắc lỗi
Cập nhật:
- V1.1
- cải thiện việc tạo lỗ pin. Bây giờ bạn có thể sử dụng tùy chọn đầu pin cho một lỗ nhỏ hơn bên dưới một pin thông thường để nó không thể rơi xuống và có cách để đẩy pin ra nếu cần. Với các cài đặt mặc định, lỗ sẽ được định kích thước cho một chèn kiểu M3 Voron. Điều này giống như chức năng trên các bộ phận nguyên bản
- Tham số mới holeDia5mmShaftTop. Bạn có thể làm cho các lỗ trong các bộ phận trên lớn hơn một chút để bạn không kéo ra các pin khi gỡ bỏ phần trên
- đã loại bỏ tham chiếu đến các đinh ốc đồ nội thất vì chúng không hoạt động như các pin. chúng bắt đầu bị cong
Giấy phép

File mô hình






Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!