Hệ Thống Làm Mát Tự Động Cho Bàn Kính

Bạn ghét phải chờ đợi bàn in nguội? Hệ thống làm mát tự động này dùng quạt 4010 và công tắc hành trình để giảm hơn một nửa thời gian chờ, giúp bạn lấy bản in ra nhanh chóng. Thiết kế thông minh, tận dụng đồ có sẵn và tối ưu hiệu quả quạt.






Mô tả
Sau khi gắn kính cường lực Creality cho máy Ender 3 Pro, tôi thấy rất ưng ý. Cái "vấn đề" duy nhất là nó tốn quá nhiều thời gian để nguội (vâng, tôi không kiên nhẫn lắm) trước khi nhả bản in. Tôi chỉ ghét phải chờ đợi.
Thế nên tôi đã nghĩ ra một hệ thống làm mát cho bàn in để đẩy nhanh quá trình này. Có thể có những cách làm tốt hơn nhưng đây là tiêu chí thiết kế của tôi:
-
Tôi muốn tận dụng những bộ phận có sẵn.
-
Tôi không muốn nó chiếm thêm không gian không cần thiết hoặc cản trở.
-
Tôi muốn xem mình có thể khai thác được bao nhiêu từ mấy cái quạt 4010 rẻ tiền đó.
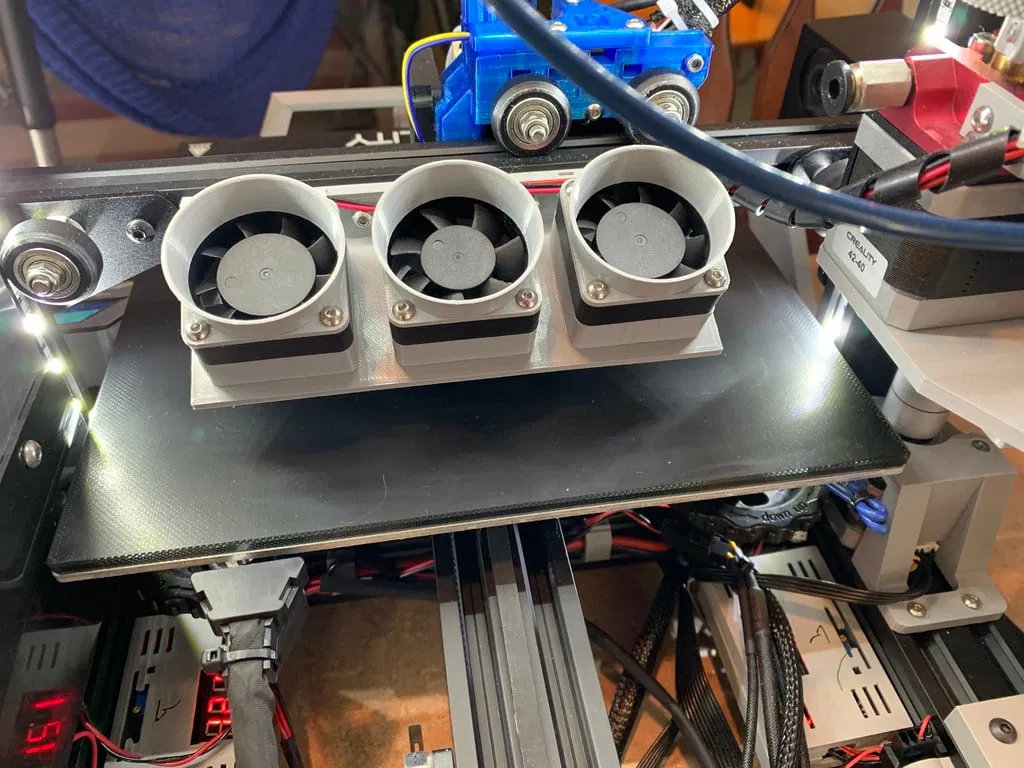
Cách hoạt động là khi in xong, bàn in sẽ trượt về phía trước, kích hoạt một công tắc hành trình và bật 3 cái quạt để làm mát bàn nhanh hơn. Tại sao lại là 3 cái? Vì tôi có sẵn và càng nhiều càng tốt!
Vậy, bạn có thể hỏi, cái này có thực sự hiệu quả không?
Đầu tiên là cụm quạt:
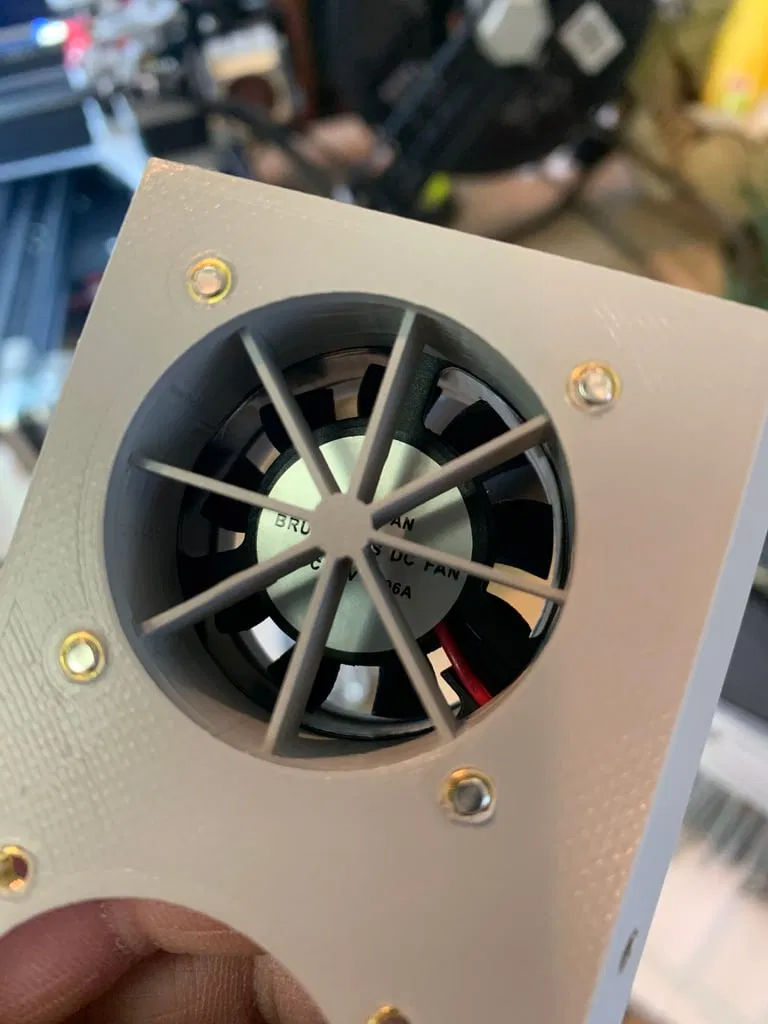
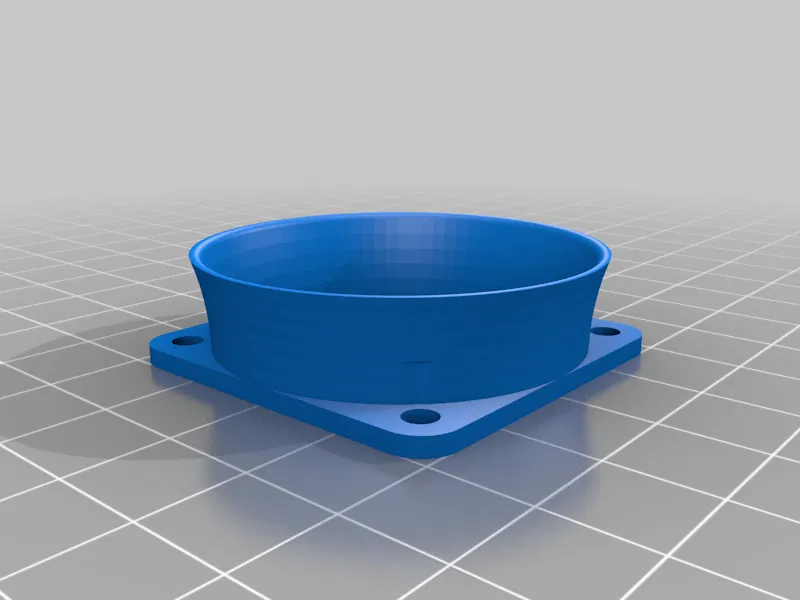
- Bộ phận 1 là cái phễu quạt 40mm (40mmFanFunnel) mà tôi mượn ý tưởng từ clough42. Bạn có thể tìm thiết kế gốc của anh ấy ở đây: https://www.thingiverse.com/thing:343026 Tôi đã thử nghiệm rất nhiều và thấy rằng việc gắn cái đầu vào này ở phía trước quạt 4010 rẻ tiền giúp giảm tiếng ồn và cải thiện hiệu quả.
- Bộ phận 2 là cái quạt. Tôi dùng một gói rẻ tiền trên Amazon nhưng bạn có thể tìm thấy chúng rẻ hơn trên AliExpress. Đây là cái tôi đã dùng: https://www.amazon.com/gp/product/B07Q5R9HF4/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&psc=1
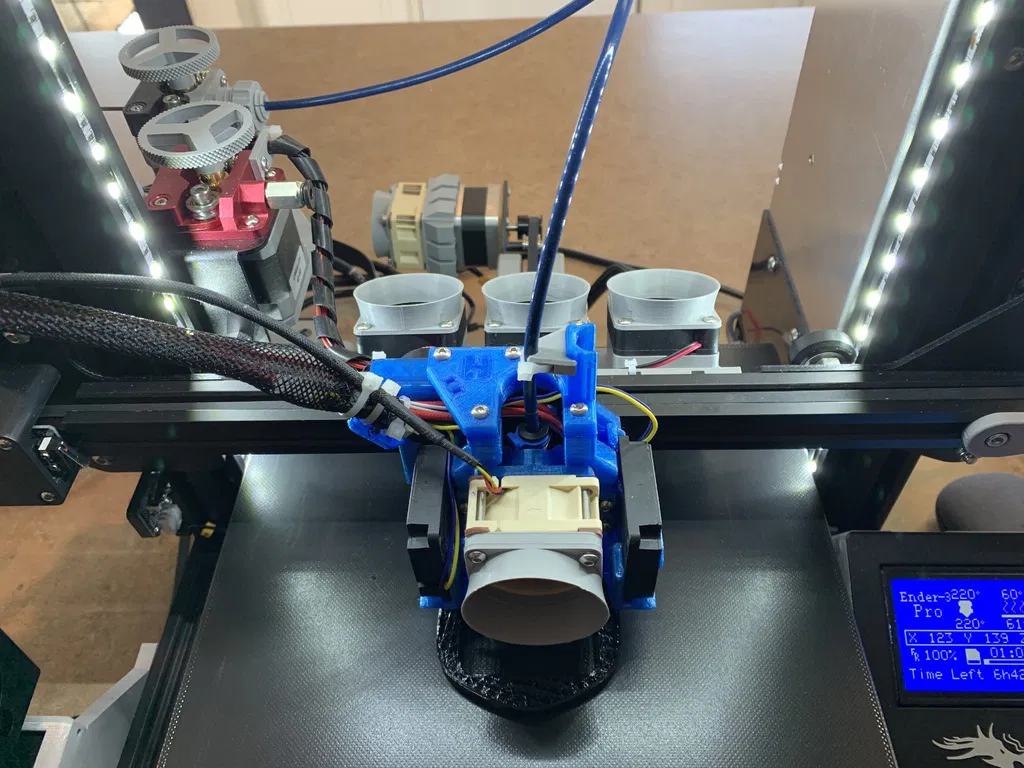
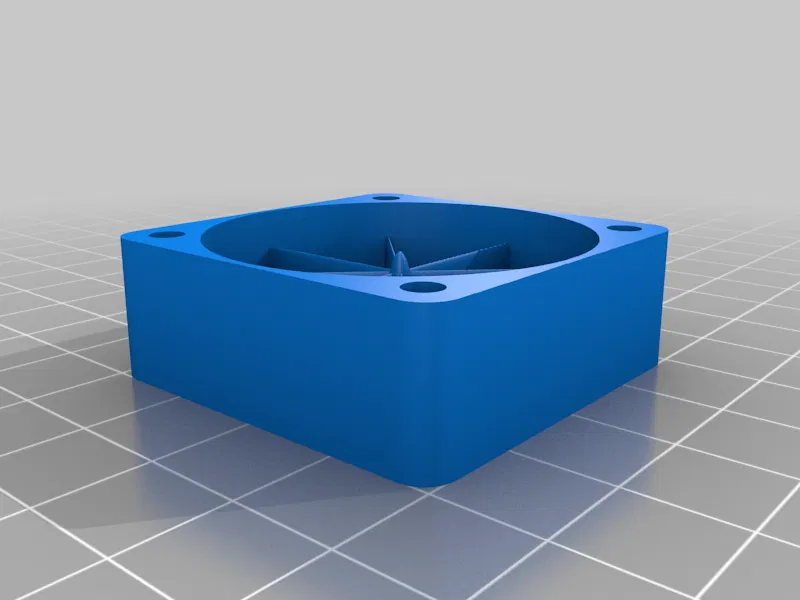
- Bộ phận 3 là cái ống dẫn khí tuabin. Tôi tự thiết kế cái này nhưng mọi ý tưởng đều đến từ một video tuyệt vời của Alex Kenis. Tôi khuyên bạn nên xem nó. https://www.youtube.com/watch?v=SX-okOHvh1Q. Thêm cái ống dẫn khí ra này giúp tăng gấp đôi lưu lượng gió cho mấy cái quạt nhỏ này.
Vậy nó có hiệu quả không? Đây là bài kiểm tra của tôi. Với nhiệt độ môi trường 22 độ C, tôi làm nóng bàn đến 60 độ C và để ổn định. Sau đó, tôi để nó nguội về nhiệt độ môi trường 3 lần và lấy trung bình thời gian - 38 phút. Tôi cũng làm bài kiểm tra tương tự với 3 quạt chạy - trung bình 18 phút. Vì quạt được gắn trên trục X, thời gian làm mát sẽ thay đổi tùy thuộc vào chiều cao của bản in. Bản in cao 60mm trở xuống mất khoảng 21 phút để nguội và bản in cao hơn 60mm mất khoảng 16 phút để nguội. Điểm mấu chốt là hệ thống này giúp giảm thời gian làm mát của tôi xuống hơn một nửa!
Cài đặt:
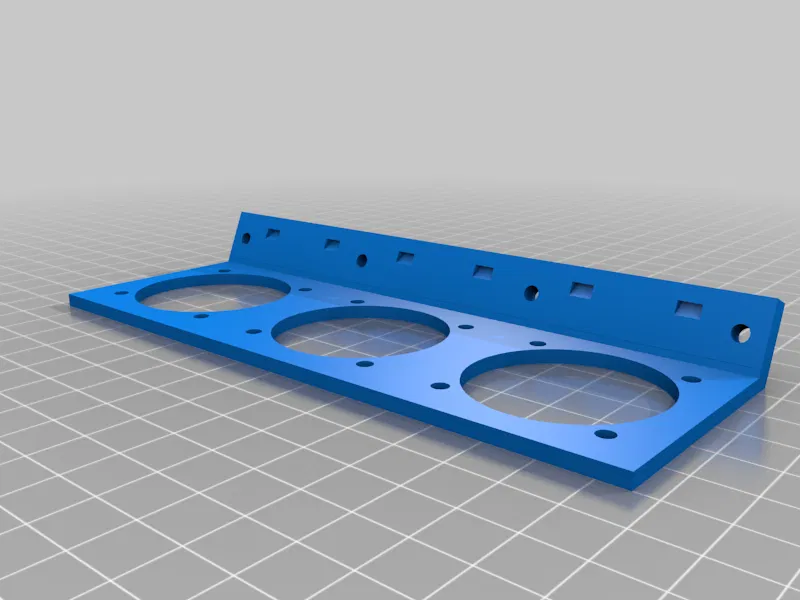
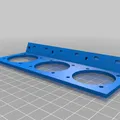
- Lắp ráp 3 cụm quạt và gắn chúng lên giá đỡ. Bạn có thể dùng 12 bu lông M3x25 và đai ốc M3 để cố định các cụm quạt. Thậm chí còn tốt hơn nếu bạn dùng máy khoan cầm tay và khoan lỗ cho các ốc ren đồng thau (xem hình của tôi). Việc lắp đặt sẽ gọn gàng hơn và chỉ cần 12 bu lông M3x25 mà không cần đai ốc.
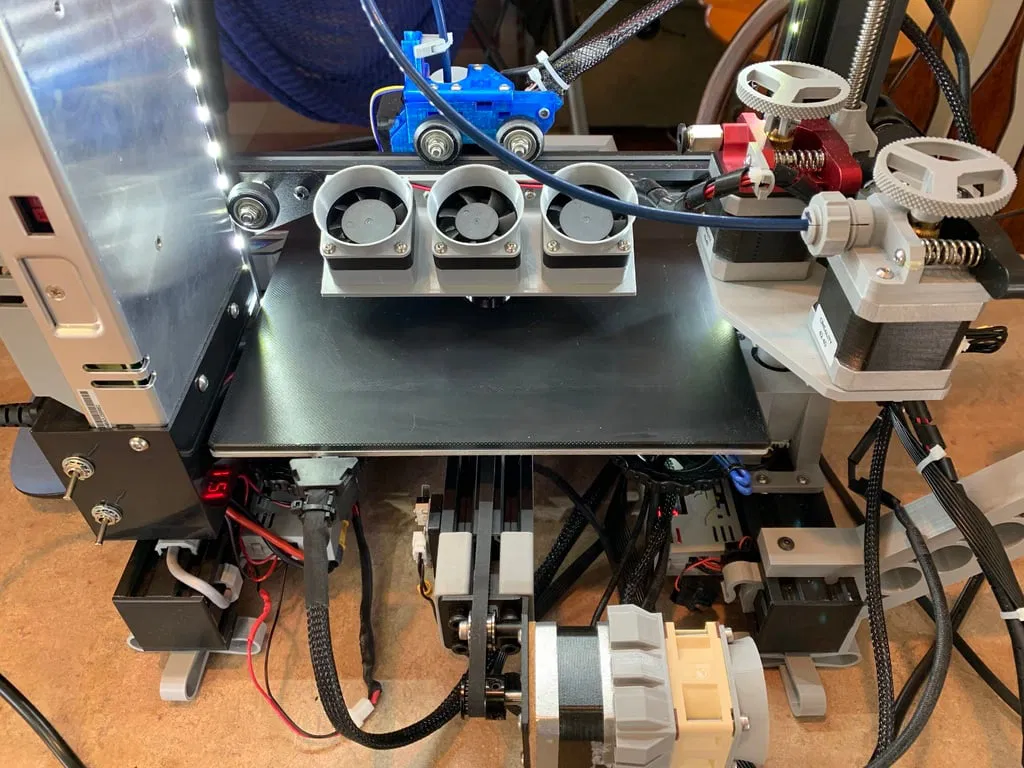
- Gắn bộ phận này vào phía sau thanh ray trục X. Tôi dùng 2 bu lông M2x8 với đai ốc T. Nó sẽ không va vào bản in vì tôi đã đặt góc nghiêng để giữ nó cao hơn đầu phun.
- Có các khe trên giá đỡ để luồn dây rút giữ cho dây cáp gọn gàng.
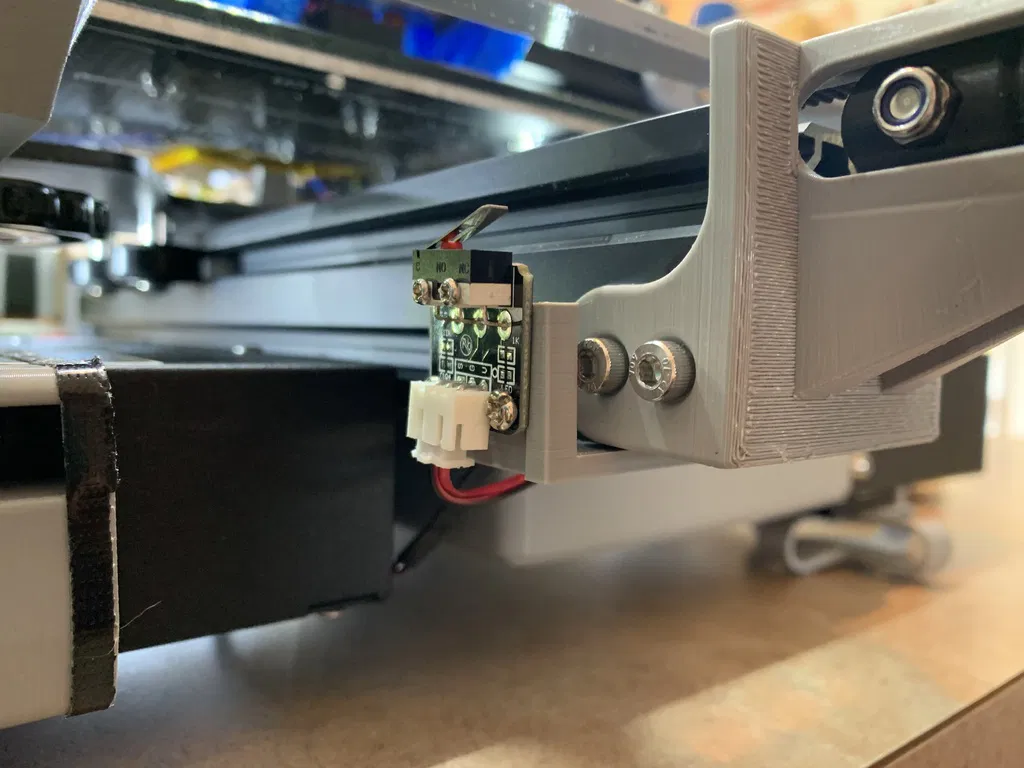
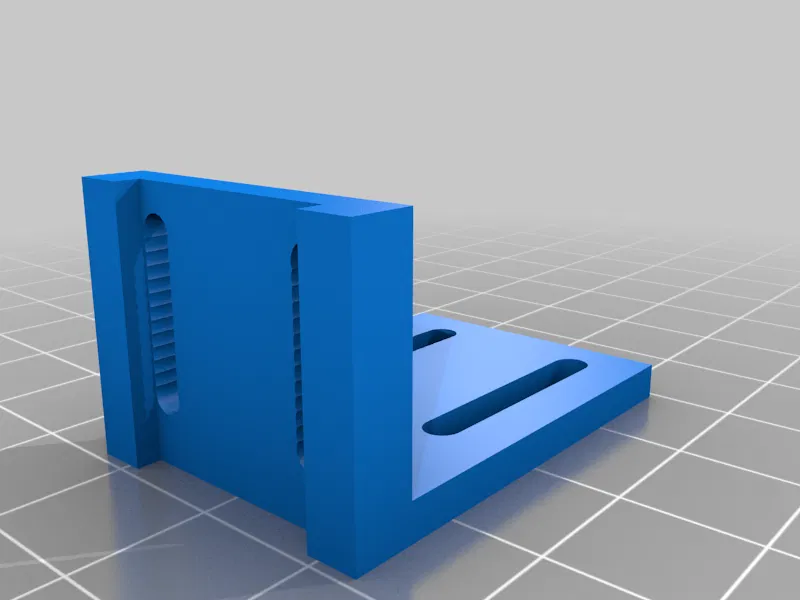
- Tìm một công tắc hành trình của Creality. Bạn có thể mua chúng trên Amazon và AliExpress. Tôi có sẵn một cái. Bạn có thể dùng vít đi kèm công tắc để gắn nó vào giá đỡ tôi đã làm. Sau đó dùng 2 bu lông M3x10 và đai ốc T để cố định giá đỡ bên dưới trục Y, gần phía trước máy in. Điều chỉnh độ cao và khoảng cách với thanh ray nhôm sao cho các con lăn của xe trục Y kích hoạt công tắc khi xe trục Y di chuyển về phía trước.
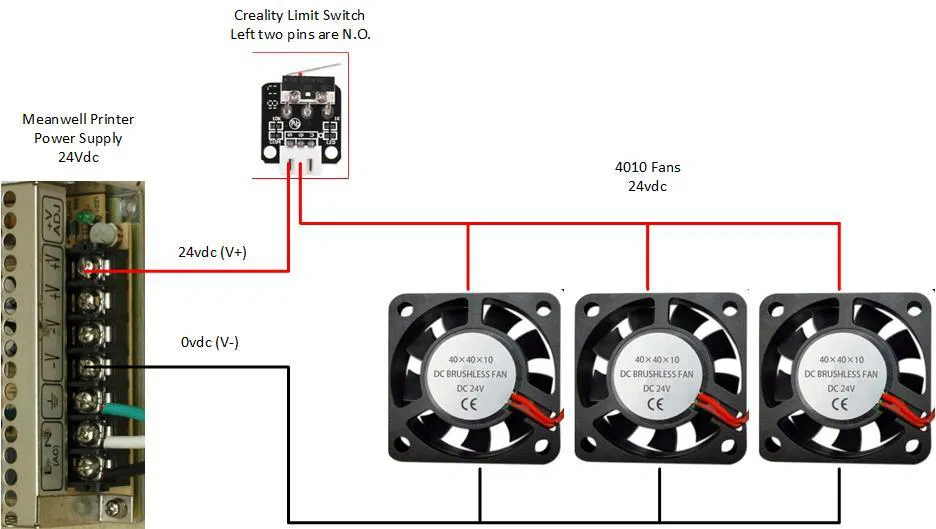
- Đấu dây mọi thứ lại. Tôi đã cung cấp một sơ đồ đấu dây đơn giản và tiện lợi. Lưu ý rằng công tắc hành trình có các chân thường mở (normally open) và thường đóng (normally closed). Bạn cần dùng chân thường mở. Nếu đấu sai, bạn sẽ biết vì quạt sẽ chạy sai thời điểm. Trên sơ đồ đấu dây, bạn có thể thấy công tắc NC là hai chân bên trái.
Vậy là xong.....chúc bạn làm mát bàn in vui vẻ!
Cài đặt in
Thương hiệu máy in:
Creality
Máy in:
Ender 3 Pro
Rafts:
Không
Supports:
Không
Độ phân giải:
0.2
Infill:
20
Chất liệu in: Hatchbox PLA
Xám
Ghi chú:
Các cánh tản nhiệt trên cánh quạt đẩy khí có độ côn. Nếu máy in của bạn không in tốt các đường mảnh, hãy hạ bộ phận xuống 0.5 mm so với bề mặt in trong slicer và các đường lớp đầu tiên sẽ gần với đầu phun 0.4mm hơn.
Danh mục: Phụ kiện máy in 3D
Giấy phép

File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!
Chưa có bình luận nào. Hãy là người đầu tiên!