Dụng cụ Hiệu chỉnh E-steps Kiểu Lỗ Khóa

Dụng cụ hiệu chỉnh E-steps độc đáo cho máy in 3D, giúp đo lường chính xác lượng filament đùn ra. Thiết kế kiểu "lỗ khóa" giúp giữ sợi filament thẳng và là thước đo chiều sâu cho caliper. Tương thích với direct drive và bowden, in bằng PLA, không cần support. Bao gồm file Gcode và bản CAD.

Mô tả
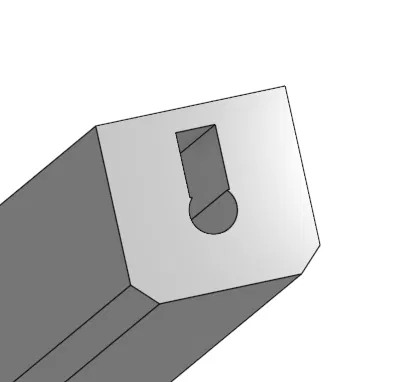
Dụng cụ này cho phép bạn hiệu chỉnh e-steps cho máy in 3D của mình. Nó giữ cho sợi filament thẳng và cũng dẫn đường cho thước cặp đo chiều sâu, cho phép đo lường nhất quán. Tôi chưa bao giờ thích phương pháp dùng bút và thước kẻ vì nó khiến tôi cảm thấy như mình cần có thêm một tay nữa. "Keyhole" (Lỗ khóa) đề cập đến mặt cắt ngang của kênh dẫn. Hai tệp gcode được cung cấp để thực hiện các lần đùn cần thiết.
Không cần hỗ trợ khi in và PLA hoạt động tốt.
Tùy thuộc vào kích thước của thước cặp đo chiều sâu, bạn có thể cần chỉnh sửa lại mô hình, vì vậy phiên bản file step đã được cung cấp để thuận tiện cho việc này.
Khả năng lặp lại:
Để kiểm tra khả năng lặp lại, tôi đã sử dụng công cụ này 5 lần để đo lượng đùn của máy in và với mức độ tin cậy 95%, kết quả cho thấy sự biến động dự kiến là +/- 0,05%.

Hướng dẫn:
**Lưu ý: Tôi chỉ thử nghiệm điều này với máy in trục đùn trực tiếp (direct drive), nhưng thiết lập bowden cũng sẽ tương tự, chỉ khác là sợi filament sẽ được đẩy qua dụng cụ thay vì kéo.
- Luồn sợi filament bạn sẽ sử dụng để hiệu chỉnh e-steps vào phần tròn của kênh dẫn. Đây là mặt vát của dụng cụ. Kéo hết cỡ và để thừa vài inch.

- Nạp filament vào máy in 3D của bạn.

- Ép dụng cụ vào bộ phận đùn và giữ sợi filament thẳng ở phía trên, nhưng không kéo nó. Sau đó, cắt sợi filament ngay sát mép trên của dụng cụ một cách vuông góc nhất có thể.

- In tệp "esteps 1 - 20 mm.gcode". Tệp này sẽ đùn ra 20 mm filament. Nhiệt độ được đặt cao (cao hơn 10°C so với nhiệt độ PLA thông thường, vì vậy hãy điều chỉnh trong tệp nếu filament của bạn khác) và tốc độ chậm để giảm thiểu tác động đến tốc độ cấp liệu của bộ đùn.
Sau khi gcode hoàn thành việc đùn, hãy luồn thước cặp đo chiều sâu vào khe trên cùng của dụng cụ "keyhole" và hạ xuống cho đến khi tiếp xúc với filament. Hãy chắc chắn rằng thước cặp đo chiều sâu được luồn sao cho nó tiếp xúc đúng với filament (vì chúng thường có một rãnh cắt ở một bên). Filament nằm ở phía kênh có phần bo tròn, là mặt cũng có vát (xem bước 1). Không ấn mạnh. Đặt thước cặp về 0 và nhấc ra.

- Bây giờ hãy in tệp "esteps 2 - 100 mm.gcode". Tệp này sẽ đùn ra 100 mm filament, lại một lần nữa với tốc độ chậm và nhiệt độ cao.
Sau khi máy in hoàn thành việc đùn, hãy luồn thước cặp đo chiều sâu vào lần nữa như ở bước 4 cho đến khi nó chạm vào filament tại vị trí mới và ghi lại giá trị. Đây là lượng mà máy in đã thực sự đùn ra.

Giấy phép

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!