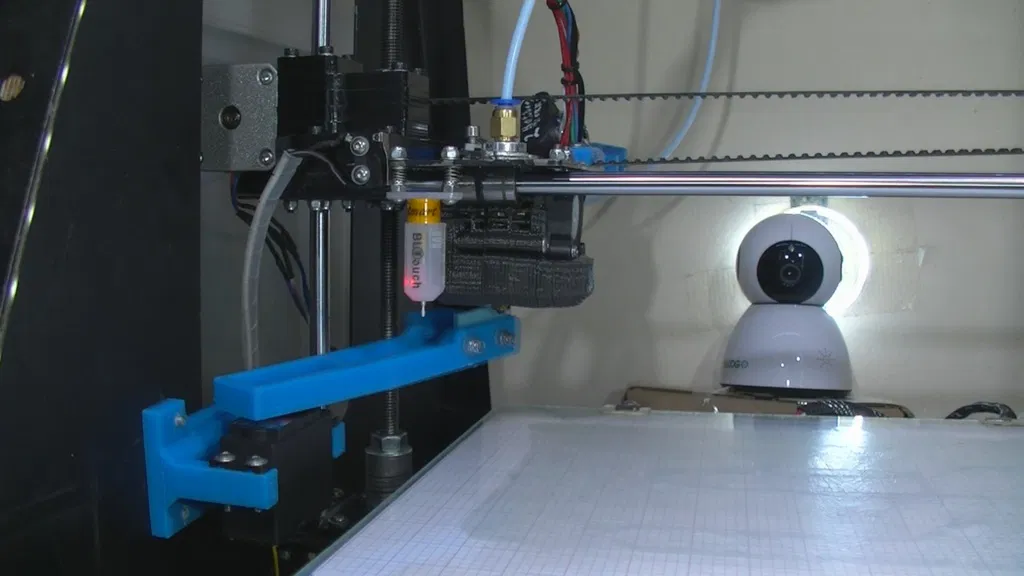
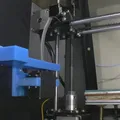
Cánh tay gạt bụi đầu phun chạy bằng Servo
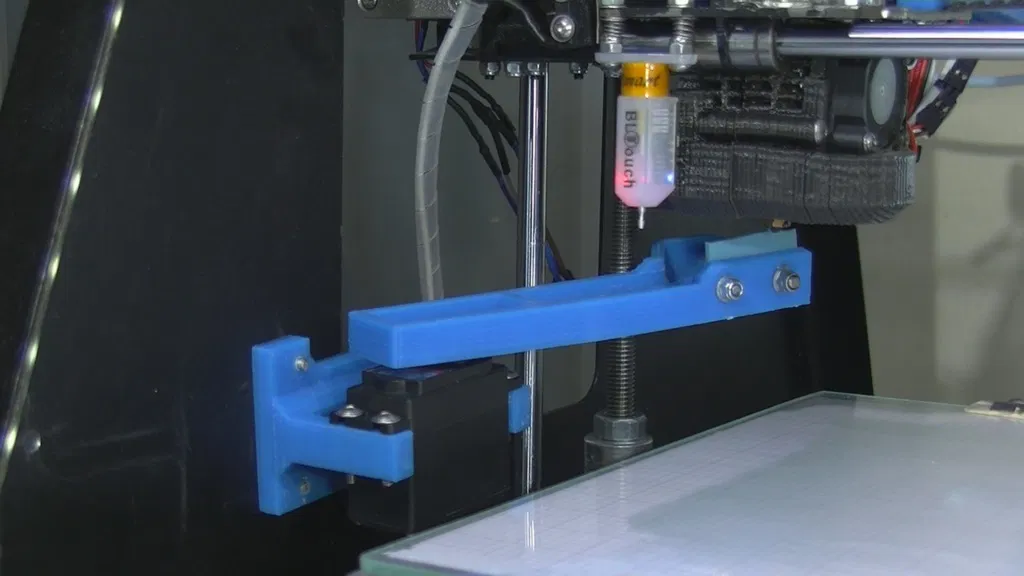
Mô hình cánh tay gạt bụi đầu phun chạy bằng Servo, sử dụng Servo HiTec HS311 trên RAMPS 1.4. Cải tiến bộ gạt bụi với bàn chải sắt để xử lý hiệu quả vết nhựa chảy ra. Bao gồm các thử nghiệm, giải pháp khắc phục sự cố nguồn điện và mã G-code mẫu.




Mô tả
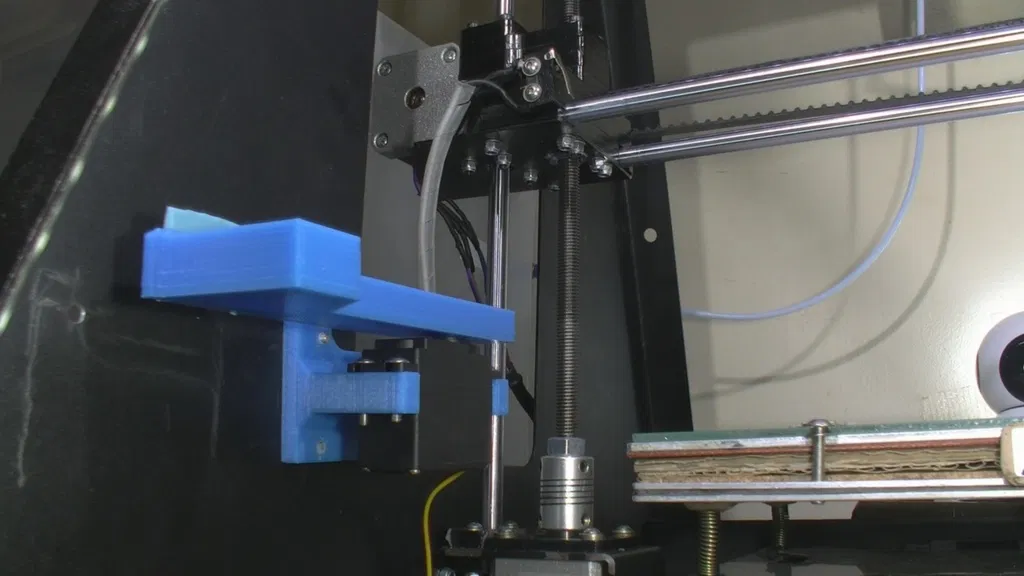
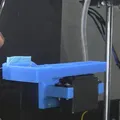
Cánh tay gạt bụi đầu phun chạy bằng Servo.
Servo HiTec HS311 trên RAMPS 1.4
Chập điện có thể là vấn đề: Thử mạch bảo vệ Servomotor. Một diode có thể khắc phục sự cố này https://youtu.be/IierWEZ0SKU qua @YouTube
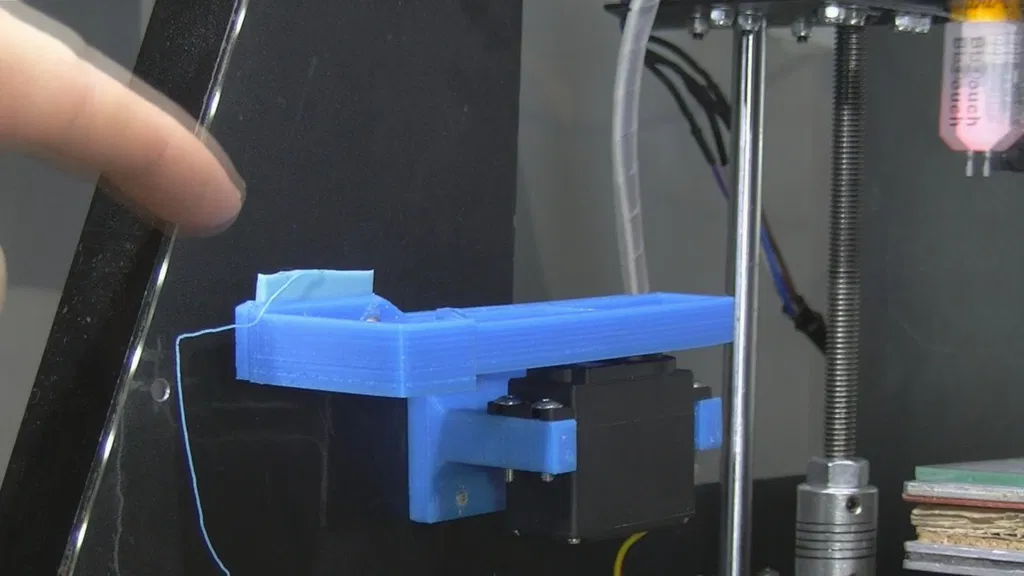
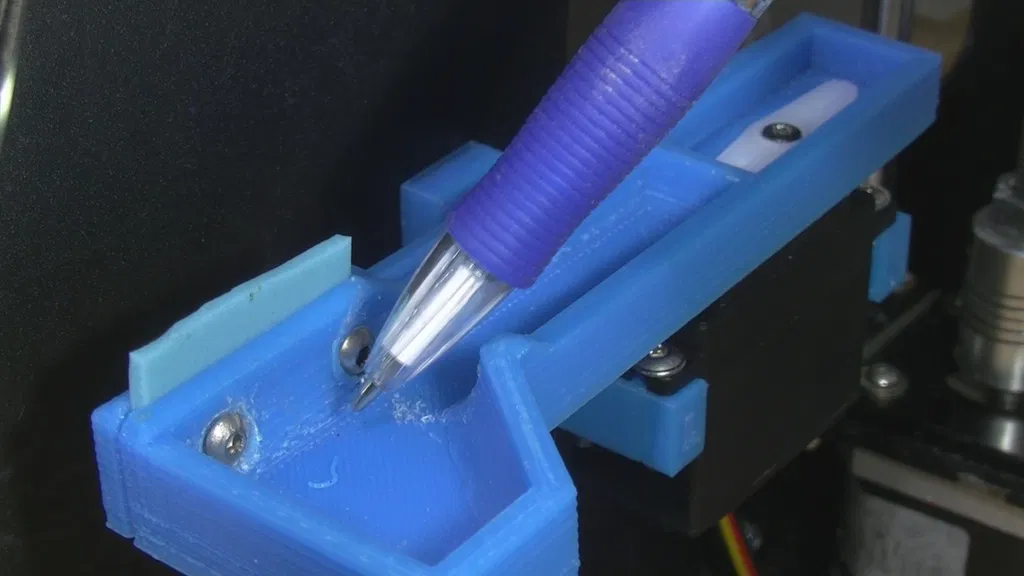
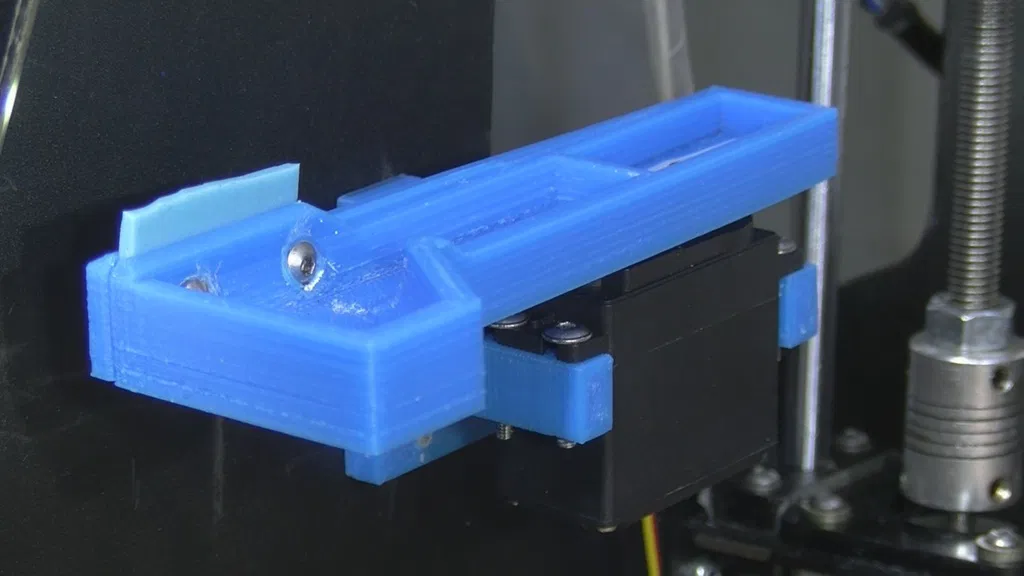
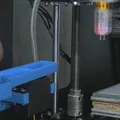
Cải tiến bộ gạt bụi đầu phun. Tay in 3D điều khiển bằng Servo để lau vết nhựa chảy ra khỏi đầu phun. Bàn chải sắt để làm việc hiệu quả hơn:
Cải tiến bộ gạt bụi đầu phun. Chạy bằng Servo. In 3D https://youtu.be/lwQ_tgOPKMM
eBay: 6 Bộ Bàn Chải Sắt Đồng để làm sạch Xỉ Hàn và Rỉ Sét Q2L5 https://www.ebay.co.uk/itm/28295962126
VẪN CÒN VẤN ĐỀ NHỰA CHẢY RA!!! Đã khắc phục bằng bàn chải sắt xem video trên https://www.youtube.com/watch?v=TltG8CB8cbI
Bắt đầu một lần in 3D thực tế. Lần này đã THẤT BẠI với tôi, (Đã khắc phục bằng bàn chải sắt xem video trên), vì mặc dù nó đã lau sạch đầu phun "Nhái" E3D v6 của tôi, đầu phun vẫn chảy nhựa ra khá nhiều sau khi vệ sinh bằng phương pháp cánh tay gạt bụi đầu phun chạy bằng Servo này và điều đó xảy ra ngay cả khi tôi yêu cầu lau đầu phun ban đầu và lau sạch đầu phun một lần nữa sau quy trình Tự động cân bằng mặt phẳng.
Tôi có lẽ cần một đầu phun E3D v6 "thật" chứ không phải hàng nhái mà tôi đang dùng hoặc/và thử in ở nhiệt độ thấp hơn 245 mà tôi đang sử dụng cho ABS.
Cánh tay gạt bụi đầu phun chạy bằng Servo Tốt hay Xấu Đã khắc phục bằng bàn chải sắt xem video trên
Thử nghiệm cánh tay gạt bụi đầu phun chạy bằng Servo Lạ lùng, tôi tin rằng các vấn đề tôi gặp phải là do cấp nguồn trực tiếp từ cổng Servo trên bo mạch RAMPS, điều này có thể không đủ năng lượng để điều khiển Servo HS 311 này một cách đáng tin cậy. https://youtu.be/QG8h34WXnKs
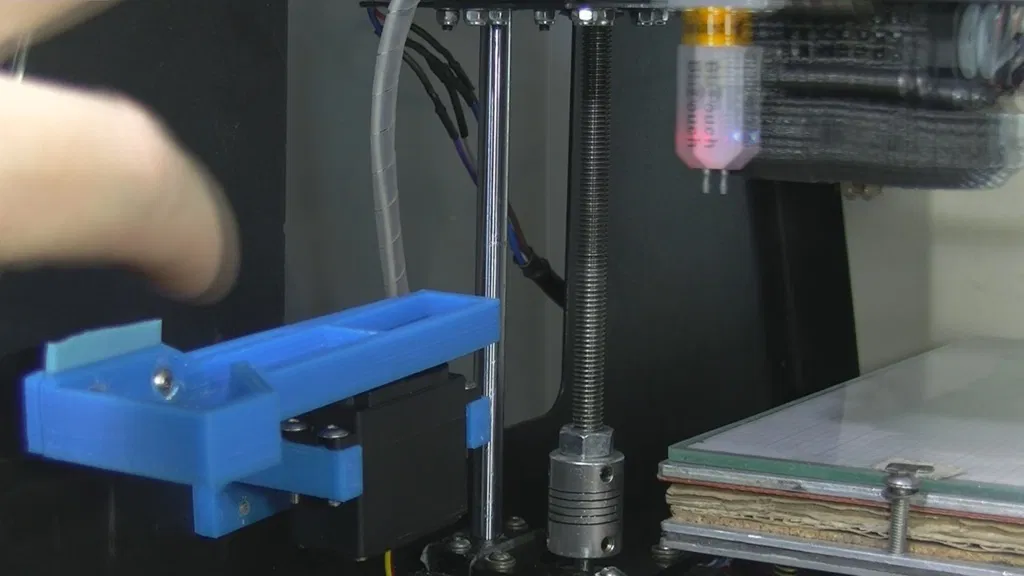
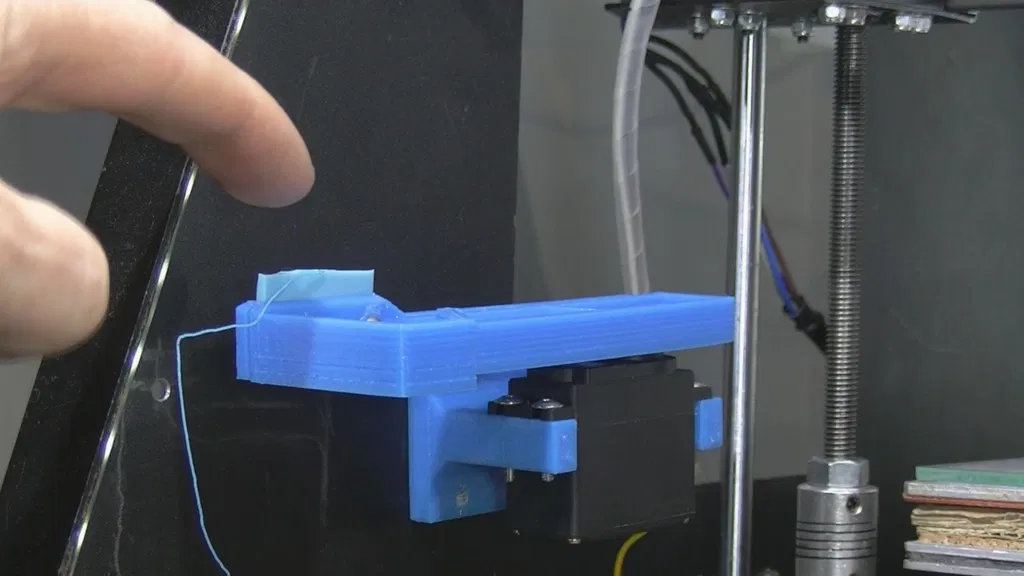
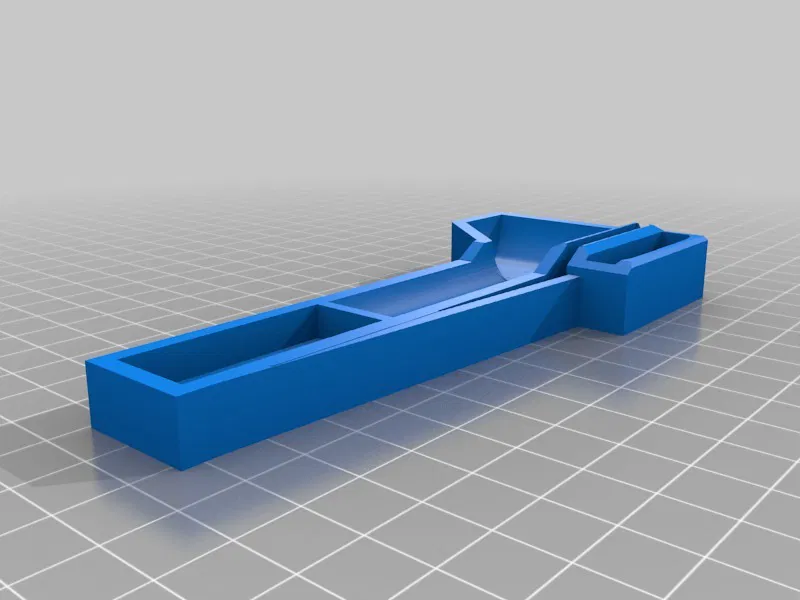
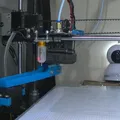
"Extra tray Servo driven nozzle wiper arm.stl" dùng để gắn vào phiên bản khay đơn nếu bạn muốn... Để lau cả hai chiều tới và lui và cố gắng hứng nhựa thừa.
Thông thường, nhựa chảy ra sẽ bám vào Bàn chải Silicon. Bàn chải sắt tốt hơn nhiều Đã khắc phục bằng bàn chải sắt xem video trên. Khi cánh tay gạt di chuyển đến vị trí đậu phía trước, nó có thể được gỡ bỏ.
RAMPS dường như không thể cấp nguồn ổn định cho Servo HS311 này. Có lẽ tốt nhất là tạo ra nguồn 5V riêng của bạn, (7805) từ 12V. Nguồn 5V của RAMPS thực sự không đủ năng lượng (khiến servo bị giật), điều này đôi khi xảy ra với tôi, hoạt động lạ, khởi động lại RAMPS, không chạy G-Code theo trình tự, v.v. khi cắm trực tiếp Servo HS311 vào bo mạch RAMPS, ngay cả khi lấy 5 Volt từ nguồn RAMPS VCC.
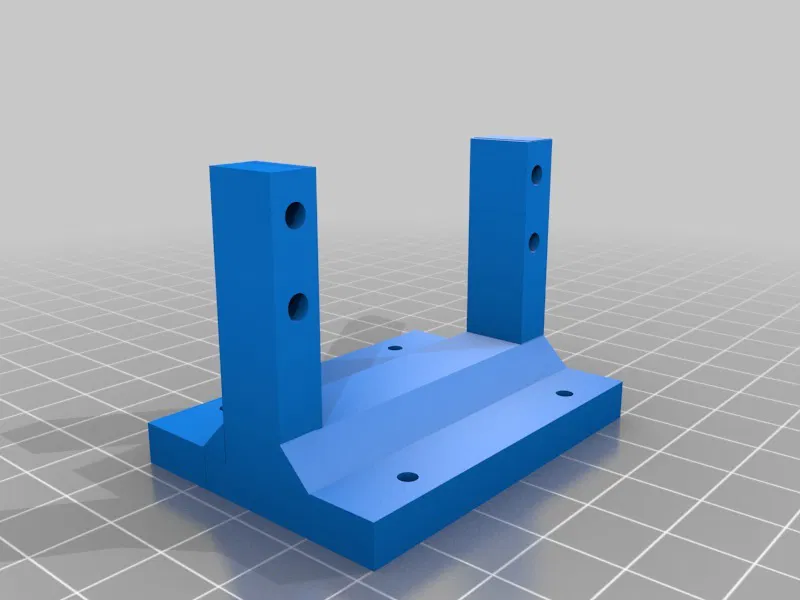
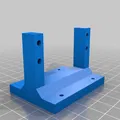
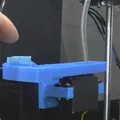
Xin lưu ý: Giá đỡ cho Servo HS311 có lẽ sẽ không phù hợp với máy in 3D của bạn, các lỗ lắp và cánh tay đỡ là tốt cho Servo HS 311.
Hitec HS311 Servo
Loại động cơ: Động cơ Ferrite ba cực đáng tin cậy
Loại ổ bi: Không có
Tốc độ (4.8V/6.0V): 0.19 / 0.15 giây @ 60 độ.
Mô-men xoắn oz./in. (4.8V/6.0V): 42 / 51
Mô-men xoắn kg./cm. (4.8V/6.0V): 3.0 / 3.7
Kích thước inch: 1.57 x 0.78 x 1.43
Kích thước mm: 39.88 x 19.81 x 36.32
Trọng lượng ounce: 1.51 Trọng lượng gram: 42.81
Tôi đã gặp sự cố, nhưng không thấy trong các lần thử nghiệm mới nhất của mình, bao gồm cả việc đặt lại RAMPS ở các vị trí khác nhau khi cánh tay di chuyển để làm sạch đầu phun...
Khi máy in 3D, RAMPS, được cấp nguồn lần đầu, servo sẽ di chuyển khoảng 10°, tôi di chuyển đến vị trí Đậu trong G-code của mình, bên dưới.
- Có lẽ không đủ Ampe trực tiếp từ bo mạch RAMPS. Đọc thông tin đề xuất rằng đây là trường hợp và Servo nên được cấp nguồn từ nguồn điện 5 Volt riêng biệt.
Thông tin bổ sung Lệnh Marlin Wipe Nozzle, phần trên sử dụng G-Code để di chuyển cánh tay gạt và không sử dụng Lệnh Marlin Wipe Nozzle có thể tốn dung lượng máy in 3D.
define NOZZLE_CLEAN_FEATURE
- Tính năng làm sạch đầu phun - THỬ NGHIỆM
- Thêm lệnh G12 để thực hiện quy trình làm sạch đầu phun.
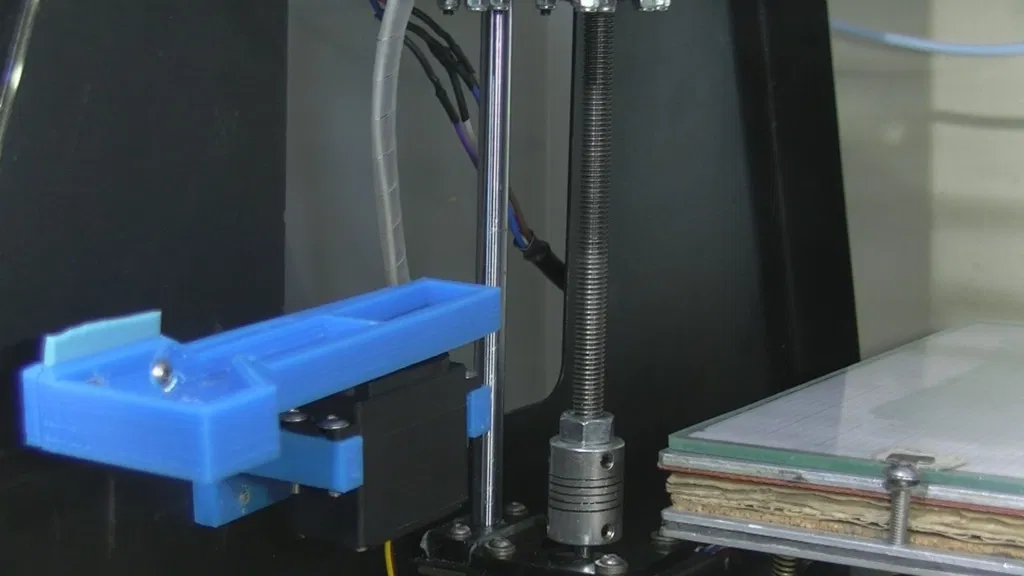
Đã thêm "Cánh tay gạt bụi đầu phun kép chạy bằng Servo", có một khay nhỏ bổ sung để hứng nhựa nếu bạn muốn lau theo cả hai hướng.
Đây là bản Remix, với lời cảm ơn LỚN, của:-
Cánh tay gạt bụi đầu phun chạy bằng Servo cho máy in delta
bởi fjohn624, xuất bản ngày 6 tháng 8 năm 2015 https://www.thingiverse.com/thing:958642
G-Code tôi đã sử dụng. Lưu ý bạn sẽ cần thay đổi cái này, nó chỉ là cơ bản để bạn bắt đầu.
Cài đặt Chiều cao đầu phun sẽ cần thay đổi cho máy in 3D và chiều cao cánh tay gạt, v.v.
Đây là phương pháp di chuyển G-Code khác với phương pháp ban đầu (của fjohn624), phương pháp này có thể tốt hơn nhiều, rất nhiều so với phương pháp của tôi bên dưới. Tôi cần thử nghiệm thêm.
Ví dụ: thêm một lần đẩy một ít nhựa vào khay gạt và rút dây...
Sử dụng Servo dưới G-Code, trong G-code Bắt đầu của quá trình in 3D để di chuyển cánh tay có gắn một miếng silicon để làm sạch nhựa chảy ra, Bàn chải Silicon, Bàn chải sắt có thể tốt hơn, ví dụ https://youtu.be/y3l7kjuVhro).
; Thử nghiệm làm sạch đầu phun bằng Servo
; Thông báo M117 Thử nghiệm làm sạch đầu phun bằng Servo
G21 ; đặt đơn vị theo milimét
G90 ; sử dụng tọa độ tuyệt đối
; Đảm bảo Cánh tay gạt được Đậu ở phía trước máy in ở phía trước để không cản đường M280 P1 S 180
; Định vị tất cả các trục. Lưu ý không có nhiệt
; Sẽ di chuyển đến trung tâm cho Đầu dò thông minh BLTouch G28
; Nâng Z lên đến Chiều cao lau đầu phun.
; Đặt đầu phun vào vị trí Z chính xác để lau
; LƯU Ý Miếng Silicon lau chỉ nên cạo nhẹ cạnh trên của đầu phun
; Cao hơn sẽ khiến cánh tay gạt, Miếng Silicon lau, bị kẹt vào đầu phun gây ra hiện tượng khởi động lại máy in 3D G1 Z 48.00 F2500
; Định vị X. Đặt đầu phun vào vị trí X chính xác để lau
G28 X
; Phần đẩy nhựa
; Di chuyển Cánh tay gạt đến ngay trước khi lau đầu phun
; Đặt Khay trên cánh tay gạt bên dưới đầu phun
; Sẵn sàng hứng bất kỳ vết nhựa chảy nào khi đầu phun nóng lên
M280 P1 S40
; #######################################################
; Bắt đầu gia nhiệt sẽ ở đây. Chờ nhiệt độ
; #######################################################
; Đặt nhiệt độ bộ đùn (chờ cho đến khi đạt được). 245 là cài đặt nóng chảy ABS thông thường của tôi M109 S245
; Đặt lại bộ đùn. Bất kỳ lần nạp nào trước đó có thể khiến bộ nạp chạy ngược nếu không
; G92 E0 đặt vị trí bộ đùn mới
G92 E0
; Nạp 10mm Filament vào Khay gạt để làm sạch đầu phun G1 E 10 F300
; Tạm dừng bốn giây để chờ bất kỳ vết nhựa chảy nào từ lần đẩy
; Lệnh chờ (G4 P60000 là một phút)
G4 P4000
; Rút 2mm Khuyến nghị Tối đa cho E3D v6. Để cố gắng ngăn chặn bất kỳ vết nhựa chảy nào G1 E -2 F300
; Tạm dừng thêm một giây sau khi Rút dây để chờ bất kỳ vết nhựa chảy nào từ lần đẩy
; Lệnh chờ (G4 P60000 là một phút)
G4 P1000
; Di chuyển Cánh tay gạt ngay sau đầu phun. Điều này sẽ thực sự lau đầu phun.
; LƯU Ý: 25 là Tối đa có thể di chuyển, gần với Thanh ren, v.v.
M280 P1 S 25
; Tạm dừng để cánh tay gạt di chuyển, nửa giây
; Lệnh chờ (G4 P60000 là một phút)
G4 P500
; Nâng Z lên để di chuyển đầu phun phía trên Chiều cao lau sẵn sàng di chuyển trở lại vị trí đậu
G1 Z 60.00 F2500
; Tạm dừng 2 giây để chờ đầu phun của máy in di chuyển lên, lệnh trên, trước khi di chuyển cánh tay gạt trở lại vị trí đậu
; Lệnh chờ (G4 P60000 là một phút)
G4 P2000
; Di chuyển Cánh tay gạt đến Vị trí đậu phía trước ở phía trước máy in để không cản đường
M280 P1 S180
; Tạm dừng để cánh tay gạt di chuyển, nửa giây
; Lệnh chờ (G4 P60000 là một phút)
G4 P500
; Kết thúc thử nghiệm làm sạch đầu phun bằng Servo
; Thông báo
M117 Kết thúc thử nghiệm làm sạch đầu phun bằng Servo
; Thực hiện một số chuyển động trục X để mô phỏng in 3D
; Đảm bảo nó không bị lỗi, đặt lại RAMPS, v.v.
G1 XO Y0 F12500 ; Trái
G1 X245 Y0 F12500 ; Phải
G1 XO Y0 F12500 ; Trái
G1 X245 Y0 F12500 ; Phải
G1 XO Y0 F12500 ; Trái
G1 X245 Y0 F12500 ; Phải
G1 XO Y0 F12500 ; Trái
G1 X245 Y0 F12500 ; Phải
G1 XO Y0 F12500 ; Trái
G1 X245 Y0 F12500 ; Phải
Danh mục: Phụ kiện máy in 3D
Giấy phép

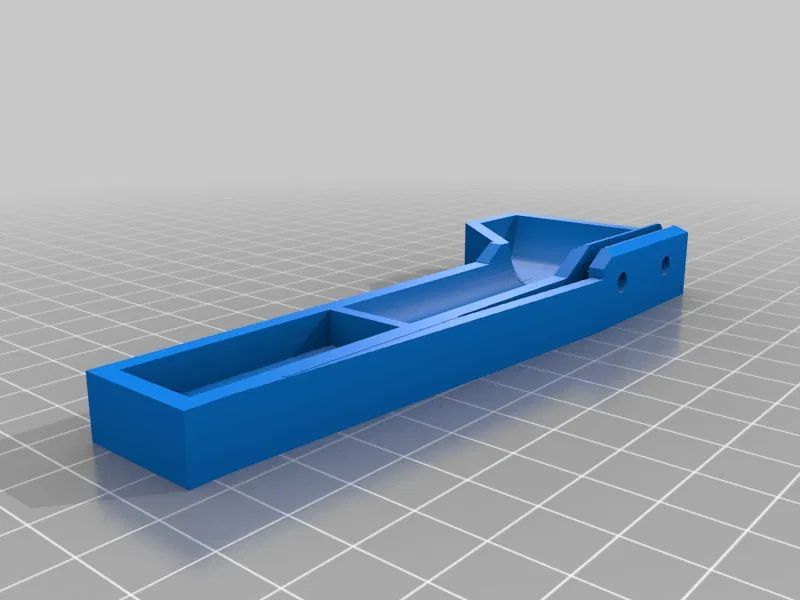
File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!