Bộ kiểm tra căn chỉnh Dual-Extrusion

Dễ dàng hiệu chỉnh độ lệch công cụ của bạn với Dual-Extrusion Alignment Tester. Chỉ cần 25 gram filament để căn chỉnh máy in 3D của bạn một cách chính xác. Hướng dẫn từng bước bao gồm.


Mô tả
Cách hoạt động:
Đo khoảng cách gần đúng giữa hai đầu phun của bạn, rồi cài đặt giá trị đó làm độ lệch công cụ (tool offset) trong tệp cấu hình máy in của bạn. Sau đó, bạn in 3 tệp (mỗi tệp tốn khoảng 7g nhựa) cho phép bạn tinh chỉnh dần các giá trị độ lệch công cụ cho đến khi hoàn hảo.
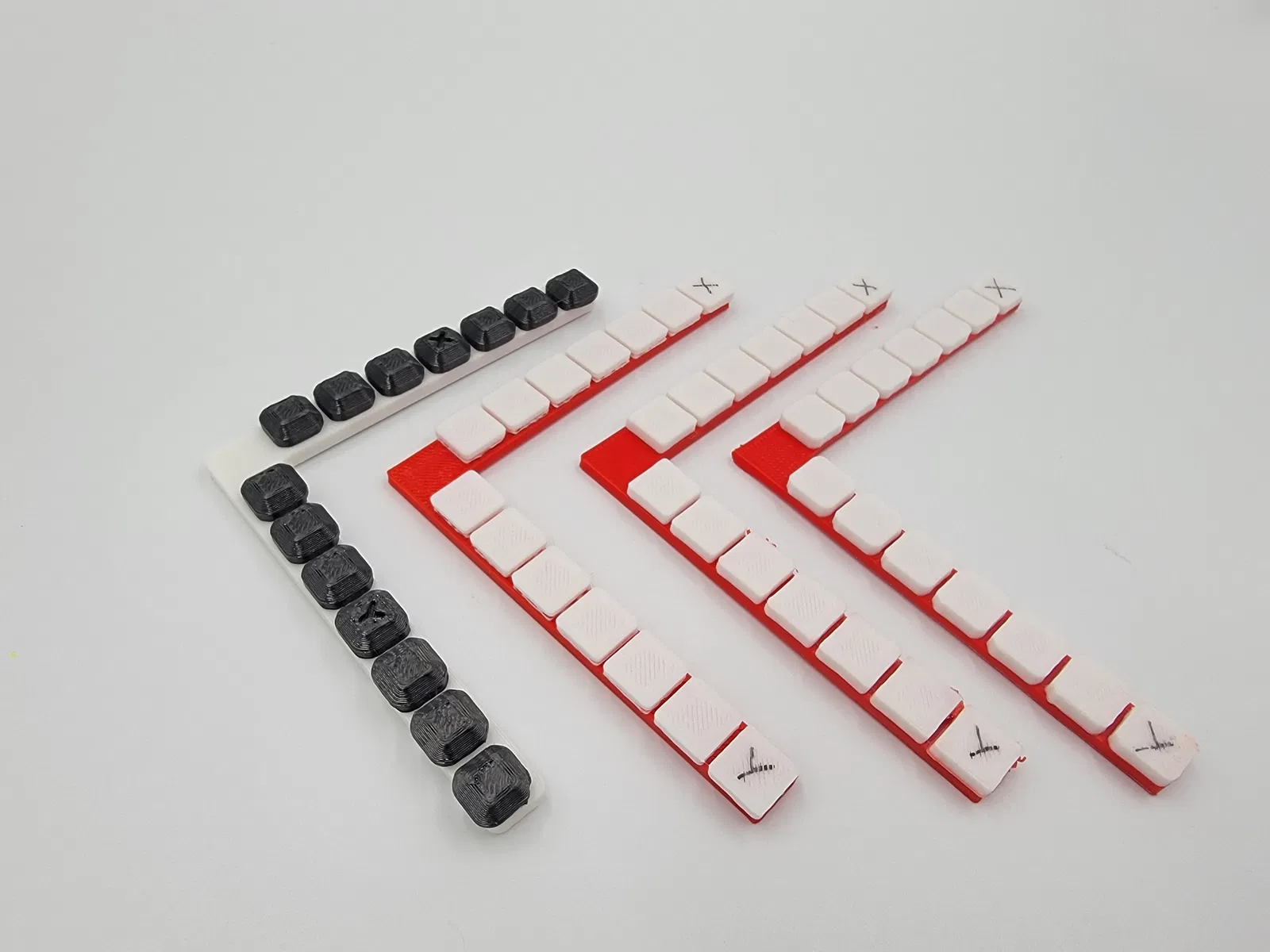
Tệp Bottom.STL nên được in bằng máy đùn chính của bạn. Các tệp 0.45mm Steps.STL, 0.15mm Steps.STL, và 0.05mm Steps.STL đều nên được in bằng máy đùn thứ hai của bạn.
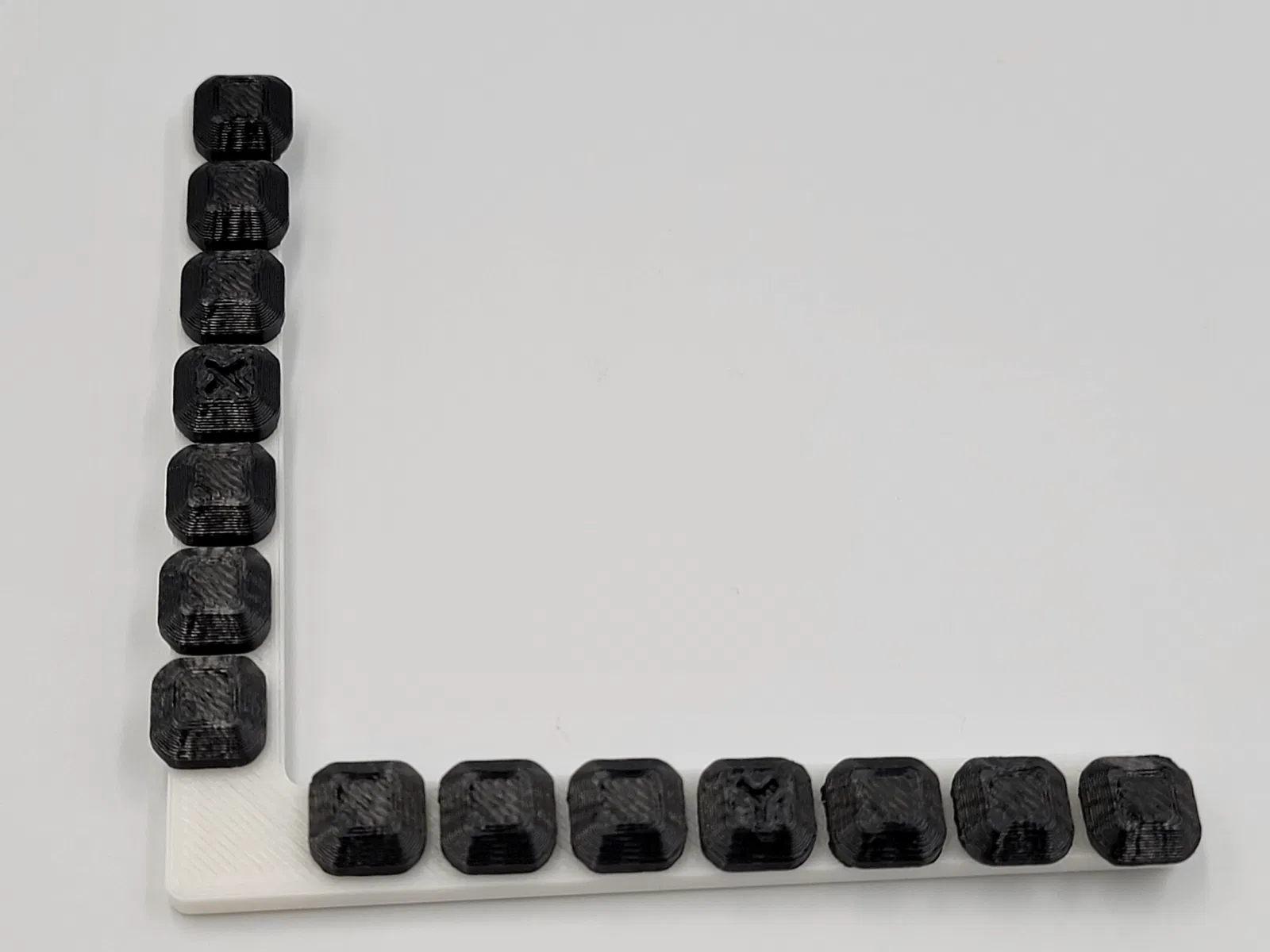
Về lý thuyết (nếu độ lệch công cụ của bạn là hoàn hảo), khối ở giữa trên mỗi nhánh (khối có chữ cái) sẽ thẳng hàng hoàn hảo với tệp Bottom. Vì bạn chưa hiệu chỉnh độ lệch công cụ của mình, nên điều này sẽ không xảy ra.
Mỗi khối dọc theo các nhánh được dịch chuyển một khoảng bằng số được ghi trong tên tệp so với khối liền kề với nó. Nếu một trong những khối khác này thẳng hàng với tệp đáy tốt hơn khối ở giữa, thì bạn có thể chỉnh sửa độ lệch công cụ của mình một lượng đã biết. Bằng cách lặp lại quy trình này với các khoảng dịch chuyển ngày càng nhỏ, bạn có thể dễ dàng tinh chỉnh đến giá trị hoàn hảo.
Hướng dẫn:
Bước 1:
Đo khoảng cách giữa hai đầu phun bằng thước kẻ hoặc thước cặp.
Cài đặt giá trị độ lệch này trong cấu hình máy in của bạn.
Lưu ý: Số đo của bạn không nhất thiết phải hoàn hảo. Lý tưởng nhất là số đo của bạn sẽ nằm trong khoảng 1.35mm so với giá trị chính xác. Nếu số đo ban đầu sai lệch nhiều hơn thế, bạn sẽ cần lặp lại Bước 3 thêm một lần, nhưng quy trình này vẫn sẽ hoạt động.
Bước 2:
Thêm tệp Bottom và 0.45mm Steps vào slicer của bạn.
Đảm bảo rằng nhánh có chữ X hướng dọc theo trục Y của bạn, và nhánh có chữ Y chạy dọc theo trục X (nó sẽ tự động nhập theo cách này).
Chỉ định tệp Bottom sử dụng máy đùn chính của bạn, và tệp Steps sử dụng máy đùn thứ hai. Cắt lát (Slice) và in nó.
Mỗi khối cách xa khối ở giữa đại diện cho 0.45mm độ lệch công cụ (dương hoặc âm) trên trục đó.

Bước 3:
Sau khi in xong, hãy cảm nhận xem khối nào thẳng hàng tốt nhất giữa phần trên và phần dưới.
Nếu đó là một hoặc hai trong số 3 khối ở giữa trên mỗi cánh tay (khối được đánh dấu, hoặc khối ở hai bên nó), đừng chỉnh sửa độ lệch công cụ của bạn và tiếp tục đến Bước 4.
Nếu đó là một trong những khối khác, hãy chỉnh sửa độ lệch công cụ của bạn một lượng tương ứng (0.45mm nhân với số khối cách xa khối ở giữa), và tiếp tục đến Bước 4.
Nếu bạn đang phân vân giữa hai lựa chọn, chỉ cần chọn một và tiếp tục - nếu cả hai đều gần như nhau, thì cả hai đều sẽ hoạt động.
Nếu tất cả các khối đều lệch về cùng một phía, hãy chỉnh sửa độ lệch công cụ của bạn 1.5mm theo hướng đúng và in lại tệp này, lặp lại bước này.
Bước 4:
Lặp lại Bước 2 và Bước 3 bằng cách sử dụng cùng một tệp Bottom, nhưng sử dụng tệp “0.15mm Steps.STL” cho phần trên.
In nó và xem cái nào cho kết quả tốt nhất.
Chỉnh sửa độ lệch công cụ của bạn giống như Bước 3 một lần nữa, nhưng lần này là 0.15mm nhân với số khối cách xa khối ở giữa. Một lần nữa, nếu đó là một trong 3 khối ở giữa, bạn không cần phải chỉnh sửa độ lệch công cụ của mình trước khi chuyển sang Bước 5.
Bước 5:
Lặp lại Bước 2 và Bước 3 bằng cách sử dụng cùng một tệp Bottom, nhưng sử dụng tệp “0.05mm Steps.STL” cho phần trên.
In nó và xem cái nào cho kết quả tốt nhất.
Nếu là khối ở giữa, bạn đã hoàn thành.
Nếu là bất kỳ khối nào khác ngoài khối ở giữa, hãy chỉnh sửa độ lệch công cụ của bạn một lượng tương ứng (0.05mm nhân với số khối cách xa khối ở giữa), và bạn đã hoàn thành. Nếu bạn nghĩ rằng hai khối cho cảm giác gần như nhau, hãy lấy giá trị trung bình của hai độ lệch đó và chỉnh sửa cấu hình máy in của bạn theo giá trị đó.
Giấy phép

File mô hình




Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!