Giá đỡ PCB Klicky cho Rook 2020 với thiết kế tối ưu

Klicky PCB trên Rook 2020 mà không mất khu vực có thể in được


Mô tả
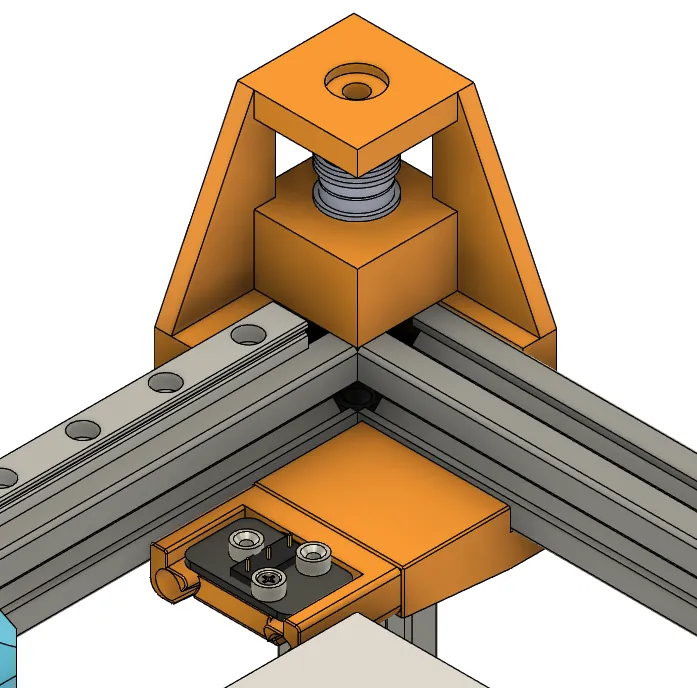
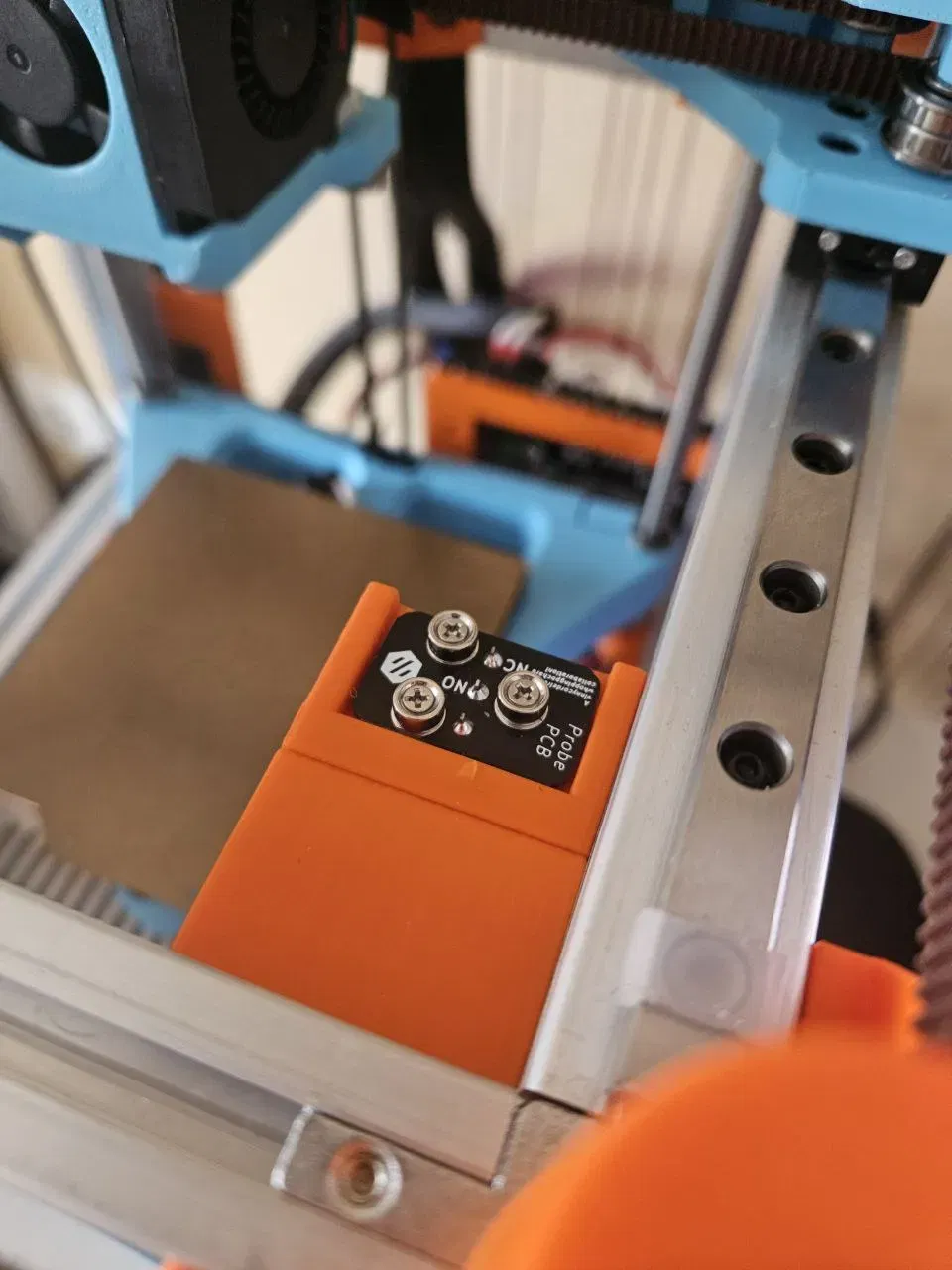
Sau nhiều thử nghiệm, tôi đã tìm thấy cấu hình này hoạt động tốt nhất trên rook 2020. Nó bao gồm giá đỡ, gương + cánh tay dài hơn và đầu dò gương cho việc kết nối phía trước.
Được lắp đặt ở vị trí tối đa bên phải phía trước.
Các cấu hình bên dưới được thiết kế cho giá đỡ Dragon Burner và Cowl của tôi, bạn sẽ phải sửa đổi chúng theo nhu cầu của mình nếu bạn dự định sử dụng với bất kỳ thứ gì khác.
Bạn có thể sử dụng các cấu hình mà tôi sử dụng (tất cả tín dụng thuộc về https://github.com/kevinakasam/KlackEnder-Probe để tham khảo) hoặc thử/port các cấu hình klicky:
[probe]
pin: ^PC15 # Kết nối E0-STOP trên Skr Mini E3 V3
x_offset: 21 # âm = bên trái vòi phun
y_offset: 16 # âm = ở phía trước vòi phun
#z_offset: 0 # sẽ được cấu hình
speed: 5.0
lift_speed: 15.0
sample_retract_dist: 1
samples: 2
samples_tolerance_retries: 6 [screws_tilt_adjust]
screw1: 39,9
screw1_name: Trước
screw2: 4,79
screw2_name: Sau bên trái
screw3: 74,79
screw3_name: Sau bên phải
horizontal_move_z: 15 # [probe]
# pin: ^PC15
# x_offset: 21 # âm = bên trái vòi phun
# y_offset: 16 # âm = ở phía trước vòi phun
# z_offset: 0
# #z_offset = 9.5
# speed: 5.0
# lift_speed: 15.0
# sample_retract_dist: 1
# samples: 2
# samples_tolerance_retries: 6 ##[(7x7)-1]/2 = 24
##[(5x5)-1]/2 = 12
[bed_mesh]
speed: 100
horizontal_move_z: 15
mesh_min: 21,5
mesh_max: 99,115
probe_count: 5,5
zero_reference_position: 60, 60
algorithm: bicubic
fade_start: 1
fade_end: 10
#fade_target:
# Vị trí z mà fade nên hội tụ. Khi giá trị này được thiết lập
# thành một giá trị khác không bằng 0, nó phải nằm trong khoảng giá trị z trong lưới.
# Người dùng muốn hội tụ về vị trí định vị z nên thiết lập giá trị này thành 0.
# Mặc định là giá trị z trung bình của lưới.
split_delta_z: 0.015
# Số lượng khác biệt Z (tính bằng mm) dọc theo một chuyển động sẽ
# kích hoạt một sự phân tách. Mặc định là .025.
move_check_distance: 3
# Khoảng cách (tính bằng mm) dọc theo một chuyển động để kiểm tra split_delta_z.
# Đây cũng là chiều dài tối thiểu mà một chuyển động có thể được phân tách. Mặc định
# là 5.0.
mesh_pps: 4,4
# Một cặp số nguyên cách nhau bằng dấu phẩy (X,Y) xác định số lượng
# điểm mỗi đoạn để nội suy trong lưới dọc theo mỗi trục. Một
# "đoạn" có thể được định nghĩa là khoảng không gian giữa mỗi điểm đã đo.
# Người dùng có thể nhập một giá trị duy nhất sẽ được áp dụng
# cho cả hai trục. Mặc định là 2,2.
#bicubic_tension: .2
# Khi sử dụng thuật toán bicubic, tham số căng thẳng ở trên
# có thể được áp dụng để thay đổi lượng độ dốc được nội suy.Số lớn hơn sẽ làm tăng độ dốc, dẫn đến nhiều độ cong hơn trong lưới. Mặc định là .2. # [homing_override]
set_position_z:0 # Làm cho máy in nghĩ rằng trục Z đang ở mức không, để chúng ta có thể ép di chuyển lên trên xa khỏi bề mặt in
gcode:
G90
# Z10
G1 Z10 F3000 ; di chuyển lên để tránh làm xước bề mặt in # G28 X
G28 Y
PROBE_OUT
G1 X117 Y117 F6000
G28 Z
PROBE_IN
KlackEnder- Macros
##################################################################### [gcode_macro PROBE_OUT] gcode: G90 G1 Z15 G1 Y20 G1 X118 G4 P300 G1 Y-17 G1 Y20 [gcode_macro PROBE_IN] gcode: G90 G1 Z15 G1 Y20 G1 X118 G4 P300 G1 Y-17 G1 X60 [gcode_macro G29] gcode: PROBE_OUT BED_MESH_CALIBRATE #G1 Y0 F20000 PROBE_IN [gcode_macro Accuracy_Test] gcode: PROBE_OUT G90 G1 Y60 X60 F6000 PROBE_ACCURACY PROBE_IN [gcode_macro PROBE_CALIBRATE] rename_existing: _PROBE_CALIBRATE gcode: {% if not 'xyz' in printer.toolhead.homed_axes %} G28 {% endif %} PROBE_OUT G90 G1 Z20 G1 X39 Y44 F6000 _PROBE_CALIBRATE TESTZ Z=15 M117 Gỡ Klack để tiếp tục hiệu chuẩn! [gcode_macro PROBE_ACCURACY] rename_existing: _PROBE_ACCURACY gcode: {% if not 'xyz' in printer.toolhead.homed_axes %} G28 {% endif %} PROBE_OUT G90 G1 Y60 X60 F6000 _PROBE_ACCURACY PROBE_IN [gcode_macro SCREWS_TILT_CALCULATE] rename_existing: SCREWS_TILT_CALCULATE_BASE gcode: {% if not 'xyz' in printer.toolhead.homed_axes %} G28 {% endif %} PROBE_OUT SCREWS_TILT_CALCULATE_BASE
Ngoài điều này, bạn sẽ phải chỉnh sửa một chút các macro homing (cảm ơn Kanrog87):
[gcode_macro _HOME_X]
gcode: # Luôn sử dụng run_current nhất quán trên các stepper A/B trong quá trình homing không cảm biến {% set RUN_CURRENT_X = printer.configfile.settings['tmc2209 stepper_x'].run_current|float %} {% set RUN_CURRENT_Y = printer.configfile.settings['tmc2209 stepper_y'].run_current|float %} {% set HOME_CURRENT_RATIO = 0.7 %} # theo mặc định chúng ta đang giảm dòng điện của động cơ trong quá trình homing. bạn có thể điều chỉnh giá trị này nếu bạn gặp khó khăn với việc bỏ qua trong quá trình homing SET_TMC_CURRENT STEPPER=stepper_x CURRENT={HOME_CURRENT_RATIO * RUN_CURRENT_X} SET_TMC_CURRENT STEPPER=stepper_y CURRENT={HOME_CURRENT_RATIO * RUN_CURRENT_Y} # Home G28 X # Di chuyển ra G91 G1 X-25 F1200 # Chờ một chút… (cho các thanh ghi StallGuard thời gian để xóa) G4 P1000 G90 # Đặt dòng điện trong quá trình in SET_TMC_CURRENT STEPPER=stepper_x CURRENT={RUN_CURRENT_X} SET_TMC_CURRENT STEPPER=stepper_y CURRENT={RUN_CURRENT_Y} [gcode_macro _HOME_Y]
gcode: # Đặt dòng điện cho homing không cảm biến {% set RUN_CURRENT_X = printer.configfile.settings['tmc2209 stepper_x'].run_current|float %} {% set RUN_CURRENT_Y = printer.configfile.settings['tmc2209 stepper_y'].run_current|float %} {% set HOME_CURRENT_RATIO = 0.7 %} # theo mặc định chúng ta đang giảm dòng điện của động cơ trong quá trình homing. bạn có thể điều chỉnh giá trị này nếu bạn gặp khó khăn với việc bỏ qua trong quá trình homing SET_TMC_CURRENT STEPPER=stepper_x CURRENT={HOME_CURRENT_RATIO * RUN_CURRENT_X} SET_TMC_CURRENT STEPPER=stepper_y CURRENT={HOME_CURRENT_RATIO * RUN_CURRENT_Y} # Home G28 Y # Di chuyển ra G91 G1 Y-10 F1200 # Chờ một chút… (cho các thanh ghi StallGuard thời gian để xóa) G4 P1000 G90 # Đặt dòng điện trong quá trình in SET_TMC_CURRENT STEPPER=stepper_x CURRENT={RUN_CURRENT_X} SET_TMC_CURRENT STEPPER=stepper_y CURRENT={RUN_CURRENT_Y}Tôi cũng sử dụng https://github.com/kyleisah/Klipper-Adaptive-Meshing-Purging cho việc tạo lưới giường với các cài đặt sau:
# Các biến sau đây dành cho những người có đầu dò có thể gắn như Klicky, Euclid, v.v. # ---------------- Gắn Macro | Tháo Macro
variable_probe_dock_enable: True # Đặt thành True để kích hoạt việc sử dụng đầu dò có thể gắn. # ---------------------------------------------
variable_attach_macro: 'PROBE_OUT' # Macro được sử dụng để gắn đầu dò. # Klicky Probe: 'Attach_Probe' | 'Dock_Probe'
variable_detach_macro: 'PROBE_IN' # Macro được sử dụng để lưu trữ đầu dò. # Euclid Probe: 'Deploy_Probe' | 'Stow_Probe' # Legacy Gcode: 'M401' | 'M402'Giấy phép
File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!