Bản độ ray tuyến tính X cho Ender 3 v3 SE

Biến Ender 3 V3 SE của bạn thành KE với bản độ ray tuyến tính X đơn giản này! Hướng dẫn chi tiết từ vật tư, in các bộ phận, lắp ráp đến cài đặt Klipper. Cập nhật V4 và hỗ trợ CR Touch gắn sau.


Mô tả
Bản độ "tương đối" đơn giản cho Ender 3 V3 SE
Trước khi tiếp tục, vui lòng đọc qua danh sách vật tư (BOM) và đảm bảo bạn có mọi thứ, đặc biệt là các bộ phận in! Và nhớ rằng tôi không chịu trách nhiệm cho bất kỳ thiệt hại nào đối với máy in của bạn, bạn tự chịu rủi ro khi thực hiện việc này! ĐỌC HƯỚNG DẪN, nếu có bất cứ điều gì bạn cảm thấy không thoải mái, đừng cố gắng thực hiện!
Tôi đã sử dụng bản độ này trong 2 tháng qua, đây là cách tốt nhất tôi từng thấy để làm điều đó, vì vậy tôi đã phát hành nó.
CHỈ HOẠT ĐỘNG VỚI KLIPPER TÔI BIẾT
DI CHUYỂN TỐI ĐA TRỤC X LÀ 227MM VỚI V2
Cách tốt nhất để liên hệ với tôi về hỗ trợ là trên Discord của Ender V3 Series, chỉ cần tham gia vào bài đăng #se-upgrades mà tôi đã tạo! - https://discord.gg/SHRjWrDfEW
Bản nâng cấp V4 yêu cầu backplate V4 và bộ phận gắn ray mới! Sẽ không hoạt động với các phiên bản trước và ngược lại!
V3 VÀ CAO HƠN CÓ HỖ TRỢ CHO CR TOUCH GẮN SAU, BẠN SẼ CẦN CÁP 10CM VÀ ỐC NHIỆT M3X3X5mm
Ngoài ra, CR touch gắn sau chỉ hoạt động với đầu in KE
Cấu hình CR touch gắn sau như sau;
x_offset: -9.1
y_offset: 33.3
BOM:
- 1x Ray tuyến tính MGN9C dài 300mm (Hãy chắc chắn nhấp vào đúng mặt hàng trước khi mua) - https://www.aliexpress.com/item/1005002516956172.html?
- Phiên bản MGN9H hiện cũng có sẵn, sẽ cần dài 300mm như MGN9C, hiện tại chỉ có một người dùng thử nghiệm
- 2x Dụng cụ căn chỉnh MGN9 - https://www.thingiverse.com/thing:3533580
- 3x Ốc đầu tròn phẳng M5-0.8x10mm - https://amzn.eu/d/g4peaSg
- 7x T nut M3 loại thả - https://www.aliexpress.com/item/1005005751429865.html?
- 11x Ốc M3x12mm
- Nếu sử dụng V4+ và plate gắn ray, bạn sẽ cần 7 ốc M3x10 và 4 ốc M3x12
- 4x Vòng đệm M3
Các bộ phận đã in:
Vui lòng không cắt file STEP, chúng chỉ để tham khảo không để in!
- 1x Tấm đế ray (Infill 50% Cubic, 5 lớp vỏ, 7 lớp trên/dưới, in nghiêng với các đai ốc theo chiều dọc, sử dụng tree supports cho lỗ đai ốc phía dưới! Điều này tăng độ bền)
- 1x Bộ phận mở rộng endstop ray (Infill 50% Cubic, 5 lớp vỏ, 7 lớp trên/dưới)
- Đối với V4 trở lên cộng với plate gắn ray
- 1x Plate gắn ray (Infill 50% Cubic, 5 lớp vỏ, 7 lớp trên/dưới hoặc 100% infill)
- Đối với V3 và các khối gắn
- 1x Khối gắn ray (Infill 50% Cubic, 5 lớp vỏ, 7 lớp trên/dưới, in nghiêng với các đai ốc theo chiều dọc, sử dụng tree supports cho lỗ đai ốc phía dưới! Điều này tăng độ bền)
- 1x Bộ phận mở rộng endstop ray (Infill 50% Cubic, 5 lớp vỏ, 7 lớp trên/dưới)
In phiên bản ngắn hơn của bộ phận mở rộng endstop nếu bạn có bộ làm mát quạt kép 5015, hoặc bạn có thể in cả hai và xem cái nào kích hoạt endstop, vui lòng kiểm tra điều này khi động cơ tắt và sau đó bạn sẽ nghe thấy tiếng lách cách từ endstop.
In tất cả các bộ phận bằng PETG, ABS hoặc ASA. PLA sẽ không hoạt động và gây ra sự cố! Hãy nhớ chậm mà chắc, cái này có nhiều chỗ nhô ra 45 độ và PETG không thích điều đó, chậm hơn sẽ tốt hơn, tin tôi đi. Tôi đã in ở tốc độ 120mm/s trên V3 SE của mình và nó đã cho kết quả tuyệt vời
Bộ phận trượt ray nên được căn chỉnh như thế này trong slicer với auto tree supports, tôi không gặp vấn đề gì khi in với các hỗ trợ tự động, nhưng slicer của bạn có thể cho kết quả khác nhau. Đây là OrcaSlicer 1.9

Hướng dẫn
Tháo bộ phận trượt cũ
- Tháo mọi thứ ra khỏi bộ phận trượt trục X, xuống đến tấm kim loại ở phía sau
- Khi mọi thứ đã được tháo ra khỏi bộ phận trượt, hãy tháo dây đai trục X để bạn có thể nhả bộ phận trượt. bạn sẽ cần tháo bộ căng đai ở phía bên phải của dây đai
- Tháo dây đai ra khỏi bộ phận trượt
- Tháo các đai ốc ở phía sau bánh xe V, đai ốc phía dưới có thể được nới lỏng bằng cách xoay đai ốc lệch tâm, chỉ cần xoay nó một chút là nó sẽ nới lỏng
- Giữ các đai ốc từ bánh xe V, vì chúng ta sẽ sử dụng chúng sau
Vệ sinh/bôi trơn Ray
- Lấy ray tuyến tính dài 300mm của bạn ra và đảm bảo làm sạch nó kỹ bằng IPA (Cồn Isopropyl) và sau đó bôi trơn bằng mỡ lithium (ưu tiên EP1 nhưng nếu giá cao, như ở Vương quốc Anh thì EP2 cũng được) Đây là một video youtube tuyệt vời giải thích cách bôi trơn ray -
Gắn Ray lên các miếng đệm ray
- Sau khi bôi trơn, đặt ray lên các miếng đệm ray, hãy cẩn thận không để bộ phận trượt rơi ra khỏi ray! Nếu điều này xảy ra, bạn sẽ cần mua một bộ phận trượt mới vì gần như không thể lắp lại các viên bi nhỏ. Bạn có thể sử dụng các nút chặn mà hy vọng đã đi kèm với ray để giữ nó lại lúc này
- Chèn tất cả các ốc M3x12 vào ray nơi chúng nên ở, hai cái ở bên trái, ba cái ở giữa và hai cái ở bên phải sau đó thêm các nút chặn vào đó, chúng có thể cần được vặn vào một chút nhưng không sao. Sau đó thêm các đai ốc T M3 vào đó rất lỏng. bạn muốn chúng tất cả được căn chỉnh với nhau theo hướng của ray.
- Đặt ray lên thanh nhôm trục X và để tất cả các đai ốc T đi vào thanh nhôm.
- Nhẹ nhàng siết chặt ốc bên trái nhất và ốc bên phải nhất, không quá chặt, để bạn vẫn có thể di chuyển ray
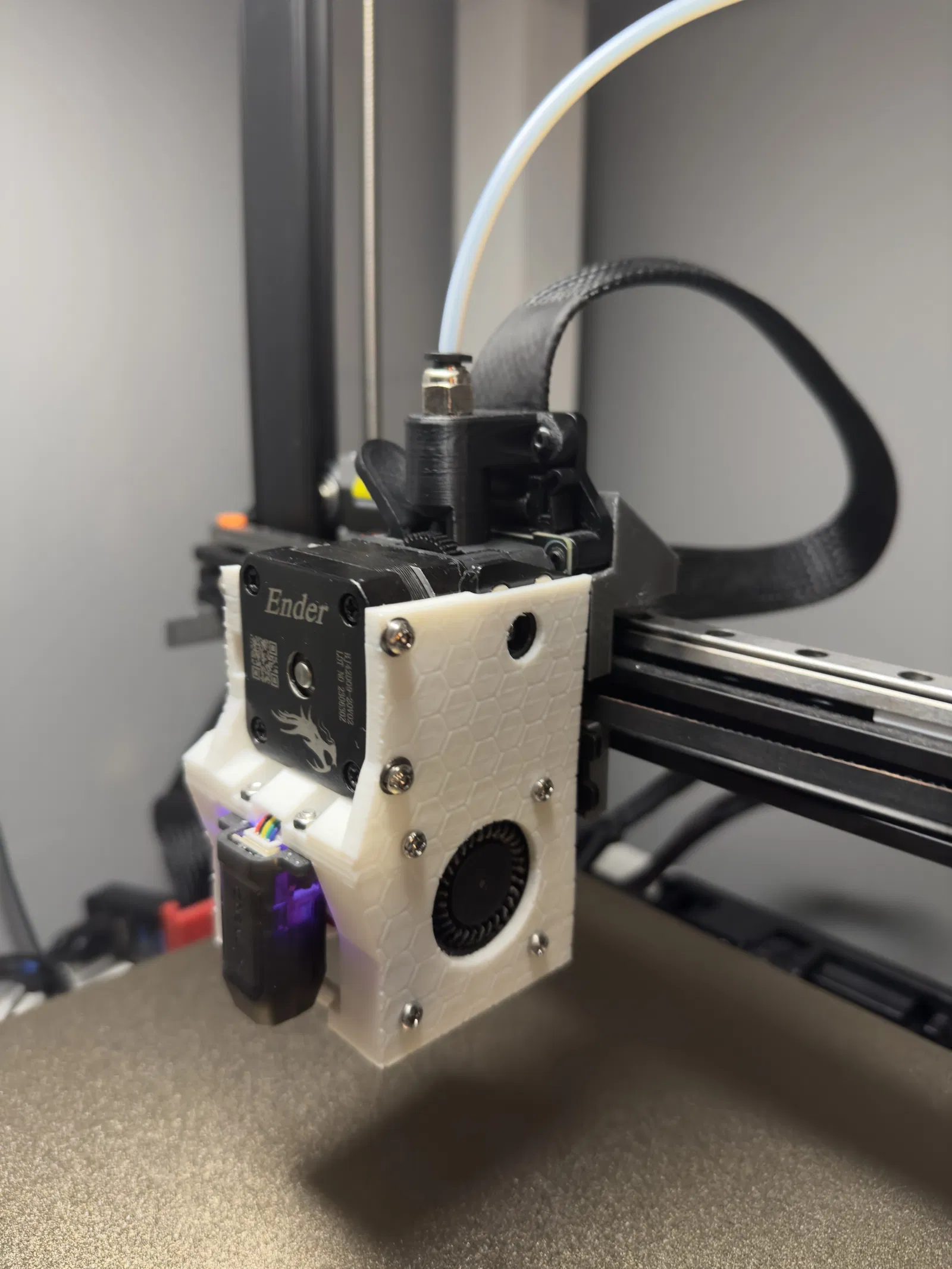
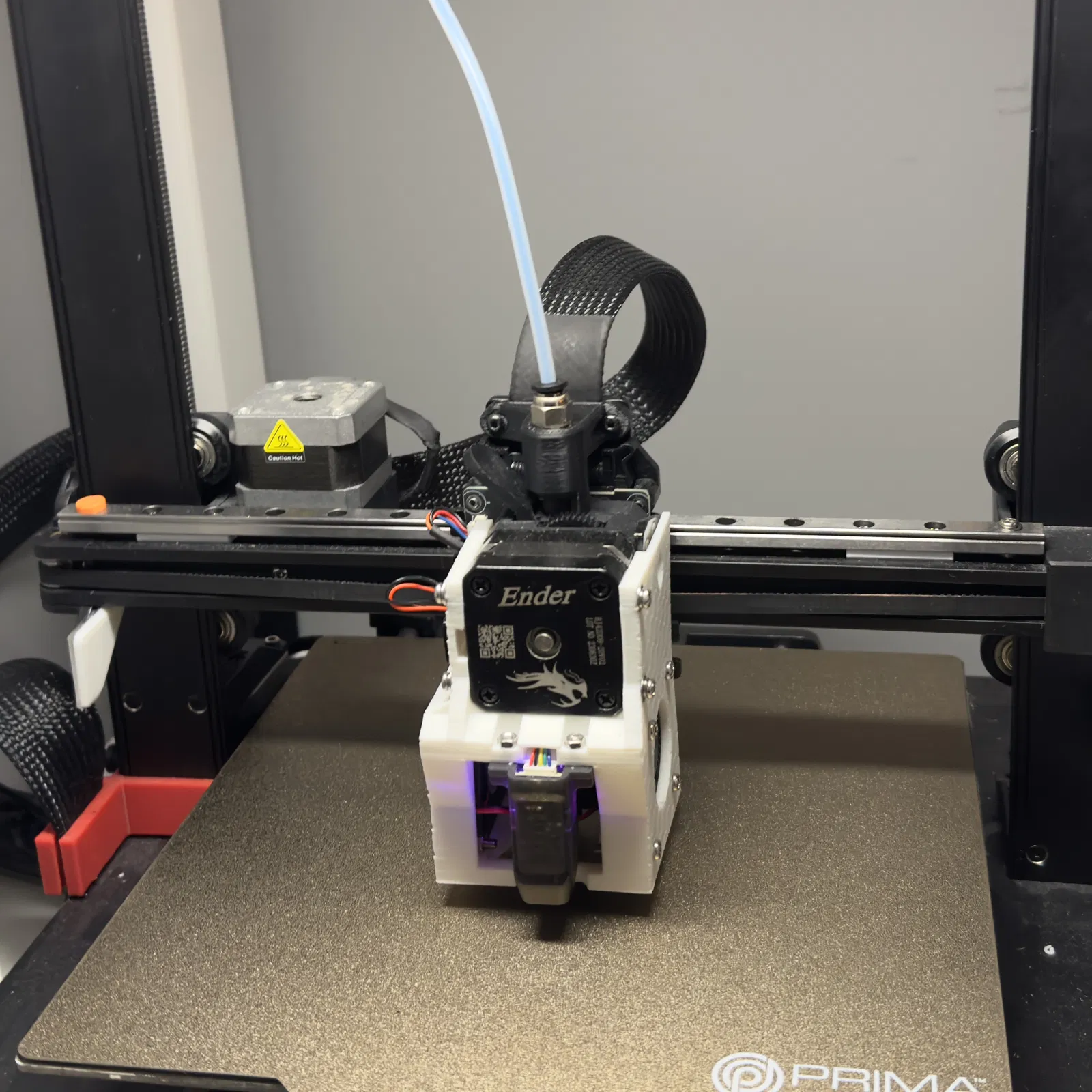
- Ray nên ở phía bên phải, áp sát vào phần cuối nhựa của thanh nhôm (như trong ảnh bìa)
- Căn chỉnh ray với thanh nhôm bằng dụng cụ căn chỉnh, kiểm tra kỹ khoảng cách giữa khung bằng thước cặp nếu bạn có, phần này rất quan trọng để có một máy in chính xác!
- Sau khi căn chỉnh, vặn chặt tất cả các ốc còn lại, điều này là cần thiết để các đai ốc T ở đúng vị trí, kiểm tra lại căn chỉnh sau đó, bằng dụng cụ căn chỉnh và thước cặp
- Đảm bảo chiều cao của ray bằng nhau trên toàn bộ ray, sử dụng thước cặp để đo khoảng cách giữa ray và thanh nhôm, nó nên vào khoảng 9mm nhưng giá trị chính xác không quan trọng, miễn là nó giống nhau trên ray của bạn.
Gắn Ray với plate ray (bộ phận trượt V4 trở lên)
- Sau khi bôi trơn, đặt ray lên plate ray, hãy cẩn thận không để bộ phận trượt rơi ra khỏi ray! Nếu điều này xảy ra, bạn sẽ cần mua một bộ phận trượt mới vì gần như không thể lắp lại các viên bi nhỏ. Bạn có thể sử dụng các nút chặn mà hy vọng đã đi kèm với ray để giữ nó lại lúc này
- Chèn ốc M3X10 vào ray, bạn không cần sử dụng tất cả các lỗ, cách lỗ là được và sau đó thêm các đai ốc T ở mặt dưới. Đừng siết chặt các đai ốc T hoàn toàn, chỉ cần ren lỏng lẻo là được vì bạn sẽ cần siết chặt chúng sau khi nó được gắn vào thanh nhôm.
- Đặt ray với plate ray lên thanh nhôm trục X của máy in và siết chặt tất cả các ốc
Gắn bộ phận trượt lên ray
- Lấy ba ốc M5-0.8x10mm và tấm kim loại thường gắn vào bánh xe V và đặt ốc vào hai lỗ trên cùng, sau đó đặt các đai ốc từ trước vào lỗ trên bộ phận in Rail Mounting Block nơi có các khe cho đai ốc, nó sẽ vừa khít và gắn ốc và đai ốc phía dưới theo cách tương tự
- Vặn chặt các đai ốc và đảm bảo nó chắc chắn! Tùy thuộc vào độ chính xác của máy in, các lỗ này có thể hơi lệch nhưng vẫn sẽ hoạt động
- Sử dụng 4 ốc M3x12 kèm vòng đệm, vặn chặt bộ phận gắn vào bộ phận ray, đảm bảo nó cũng chắc chắn
- Nếu bạn có Bộ phận V2+ vui lòng tham khảo bước tiếp theo trước khi tiếp tục lắp ráp đầu in
- Lắp ráp bộ phận trượt như bình thường cho đến khi đầu in của bạn được lắp ráp hoàn chỉnh.
Cách lắp dây đai trên V2 trở lên
- Với plate gắn mới cải thiện vị trí của dây đai, việc lắp đặt sẽ hơi khó hơn một chút
- Bạn sẽ muốn bắt đầu bằng cách lấy dây đai của mình, và lật ngược 180 độ trước khi đưa nó vào plate đã in. Khi nó được lắp đặt, bạn muốn dây đai phải phẳng mà không bị xoắn, vì vậy hãy xoay dây đai để nó nằm như vậy khi lắp đặt. Tôi không biết cách nào tốt hơn để giải thích điều này bằng văn bản, vì vậy tôi hy vọng điều này có ý nghĩa! - Có nhiều thảo luận hơn về điều này trên discord, vì vậy một số câu hỏi của bạn có thể đã được trả lời ở đó.
- Đảm bảo dây đai được cố định chắc chắn như với tấm kim loại gốc, dây đai cũng nên đi qua phía sau giá đỡ đã in.
Thay thế endstop trục X
- Tháo ốc lục giác bên dưới endstop trục X (nó ở phía bên trái của gantry)
- Tháo endstop cũ ra, cố gắng giữ các vòng bi tại chỗ (việc này giúp lắp cái mới dễ dàng hơn)
- Thay thế bằng endstop mới, đảm bảo siết chặt và căn chỉnh đúng cách
Bạn sẽ cần thay đổi offset trong klipper cho vị trí tối đa và vị trí tối thiểu, điều này khác nhau đối với mỗi người tùy thuộc vào các sửa đổi bạn đã có, vì vậy hãy làm theo cách này;
Thiết lập vị trí tối thiểu trục X
- Mở file printer.cfg của bạn
- Tìm mục [stepper_x]
- Kiểm tra các tham số sau, ghi chú lại chúng (chúng thường là các giá trị âm trên SE)
- min_position
- max_position
- Kiểm tra các tham số sau, ghi chú lại chúng (chúng thường là các giá trị âm trên SE)
- Home máy in bằng cách sử dụng nút home trên giao diện người dùng hoặc gửi lệnh G28
- Di chuyển đầu in đến X=0, bạn có thể thực hiện điều này trên giao diện người dùng hoặc bằng cách sử dụng G0 X0 Z1
- Nếu vị trí này không phải là mép giường, hãy dịch chuyển đầu in cho đến khi nó ở mép giường, sau đó ghi lại giá trị này, ví dụ: -4.3
- Thay đổi min_position trong mục [stepper_x] thành bất kỳ giá trị nào bạn nhận được từ bước trước, trong ví dụ này là -4.3, bạn sẽ cộng thêm 4.3 vào giá trị endstop
- Vì vậy, nếu min_position của bạn là -10, bây giờ bạn sẽ đặt nó thành -5.7 (sử dụng ví dụ của chúng tôi)
- Lưu và khởi động lại klipper
- Xác minh vị trí X=0 bằng cách home máy in một lần nữa rồi di chuyển đến X=0
- Nếu vị trí này không chính xác, hãy lặp lại các bước trên
Thiết lập vị trí tối đa trục X
Bây giờ đây là phần thú vị (tùy thuộc vào định nghĩa của bạn về sự thú vị, tôi đoán vậy) chúng ta sẽ cần ghi đè thủ công vị trí tối đa của máy in, vì vậy hãy làm theo các bước này cẩn thận, nếu không điều này có thể làm hỏng máy in của bạn, hãy nhớ rằng tôi không chịu trách nhiệm cho bất kỳ thiệt hại nào bạn gây ra cho máy in của mình! (tôi cũng không có tiền để trả cho nó xD)
- Mở lại file printer.cfg của bạn
- Tìm mục [stepper_x]
- Nếu bạn chưa ghi chú lại trước đó (thật tệ!) vui lòng ghi chú lại các vị trí min và max
- Thay đổi vị trí tối đa thành 240 (làm ơn, làm ơn, làm ơn đừng gửi máy in đến 240)
- Lưu và khởi động lại klipper
- Bây giờ hãy home máy in bằng cách sử dụng giao diện người dùng hoặc G28
- Di chuyển đầu in đến một vị trí an toàn, có khả năng là X=220 bằng cách sử dụng giao diện người dùng hoặc gửi lệnh G0 X220 Y5
- Bây giờ hãy dịch chuyển máy in từng bước 1, quan sát thật kỹ xem đầu in đang đến gần miếng nhựa ở phía bên phải của máy in như thế nào, bạn muốn nó càng gần với miếng đó càng tốt
- Lưu ý nếu bạn chạm vào miếng nhựa, nó có lẽ sẽ không làm hỏng máy in nhưng hãy ghi lại vị trí X mà đầu in đang ở, ví dụ: 229, sau đó trừ đi 1 để an toàn
- Ghi lại vị trí X của đầu in, nó sẽ hiển thị trên giao diện người dùng, nếu không hãy sử dụng M114
- Bây giờ hãy quay lại file printer.cfg trong mục [stepper_x] và thay đổi max_position thành giá trị bạn nhận được trước đó
- Bây giờ hãy lưu và khởi động lại klipper
Thiết lập vị trí tối thiểu trục Y
Các bước này giống như đối với trục X nhưng chỉ thay thế bằng trục Y
- Mở file printer.cfg của bạn
- Tìm mục [stepper_Y]
- Kiểm tra các tham số sau, ghi chú lại chúng (chúng thường là các giá trị âm trên SE)
- min_position
- max_position
- Kiểm tra các tham số sau, ghi chú lại chúng (chúng thường là các giá trị âm trên SE)
- Home máy in bằng cách sử dụng nút home trên giao diện người dùng hoặc gửi lệnh G28
- Di chuyển đầu in đến Y=0, bạn có thể thực hiện điều này trên giao diện người dùng hoặc bằng cách sử dụng G0 Y0 Z1
- Nếu vị trí này không phải là mép giường, hãy dịch chuyển đầu in cho đến khi nó ở mép giường, sau đó ghi lại giá trị này, ví dụ: -4.3
- Thay đổi min_position trong mục [stepper_y] thành bất kỳ giá trị nào bạn nhận được từ bước trước, trong ví dụ này là -4.3, bạn sẽ cộng thêm 4.3 vào giá trị endstop
- Vì vậy, nếu min_position của bạn là -10, bây giờ bạn sẽ đặt nó thành -5.7 (sử dụng ví dụ của chúng tôi)
- Lưu và khởi động lại klipper
- Xác minh vị trí Y=0 bằng cách home máy in một lần nữa rồi di chuyển đến Y=0
- Nếu vị trí này không chính xác, hãy lặp lại các bước trên
Thiết lập vị trí tối đa trục Y
- Mở lại file printer.cfg của bạn
- Tìm mục [stepper_y]
- Nếu bạn chưa ghi chú lại trước đó (thật tệ!) vui lòng ghi chú lại các vị trí min và max
- Thay đổi vị trí tối đa thành 240 (làm ơn, làm ơn, làm ơn đừng gửi máy in đến 240)
- Lưu và khởi động lại klipper
- Bây giờ hãy home máy in bằng cách sử dụng giao diện người dùng hoặc G28
- Di chuyển đầu in đến một vị trí an toàn, có khả năng là Y=220 bằng cách sử dụng giao diện người dùng hoặc gửi lệnh G0 Y220 Z5
- Bây giờ hãy dịch chuyển máy in từng bước 1, quan sát thật kỹ xem đầu in đang đến gần miếng nhựa ở phía trước của máy in như thế nào, bạn muốn nó càng gần với miếng đó càng tốt
- Lưu ý nếu bạn chạm vào miếng nhựa, nó có lẽ sẽ không làm hỏng máy in nhưng hãy ghi lại vị trí Y mà đầu in đang ở, ví dụ: 229, sau đó trừ đi 1 để an toàn
- Cũng có một lưu ý khác ĐIỀU NÀY KHÁC VỚI TRỤC X nếu đầu in bị lệch khỏi giường và bạn vẫn chưa chạm đến vị trí tối đa, điều này không sao, chỉ cần nhập giá trị đó thay thế
- Ghi lại vị trí Y của đầu in, nó sẽ hiển thị trên giao diện người dùng, nếu không hãy sử dụng M114
- Bây giờ hãy quay lại file printer.cfg trong mục [stepper_y] và thay đổi max_position thành giá trị bạn nhận được trước đó
- Bây giờ hãy lưu và khởi động lại klipper
Bây giờ bạn sẽ có các offset chính xác và 0,0 sẽ ở phía bên trái của giường in gần bạn nhất. Nếu không, hãy lặp lại các bước này
Bạn sẽ cần thay đổi kích thước giường in trong slicer của mình, bạn có thể đã có thêm không gian giường in!
Giấy phép

File mô hình












Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!