Chổi Vệ Sinh Đầu Phun Tự Động Cho Ender 3 V3 KE và SE

Tự động hóa việc vệ sinh đầu phun cho Ender 3 V3 KE và SE trước mỗi lần in với bộ đế giữ chổi này. Hướng dẫn chi tiết cách lắp đặt và sửa đổi GCODE khởi động để đảm bảo lớp đầu tiên hoàn hảo. Mod này giúp bạn tiết kiệm thời gian và cải thiện chất lượng bản in.












Mô tả
Với cái đế giữ cây cọ này, bạn có thể tự động hóa hệ thống vệ sinh đầu phun của máy Ender 3 V3 KE và Ender 3 V3 SE trước mỗi lần in, nhờ đó đạt được lớp đầu tiên hoàn hảo.
Quan trọng là phải sửa đổi GCODE khởi động theo yêu cầu của cây cọ. Trong trường hợp của tôi, tôi phải sửa đổi cả giá trị Z (khoảng cách với cây cọ) và giá trị X (di chuyển của bộ đùn để vệ sinh), vì vậy bạn sẽ cần xem xét các giá trị này tùy thuộc vào loại cây cọ bạn sử dụng.
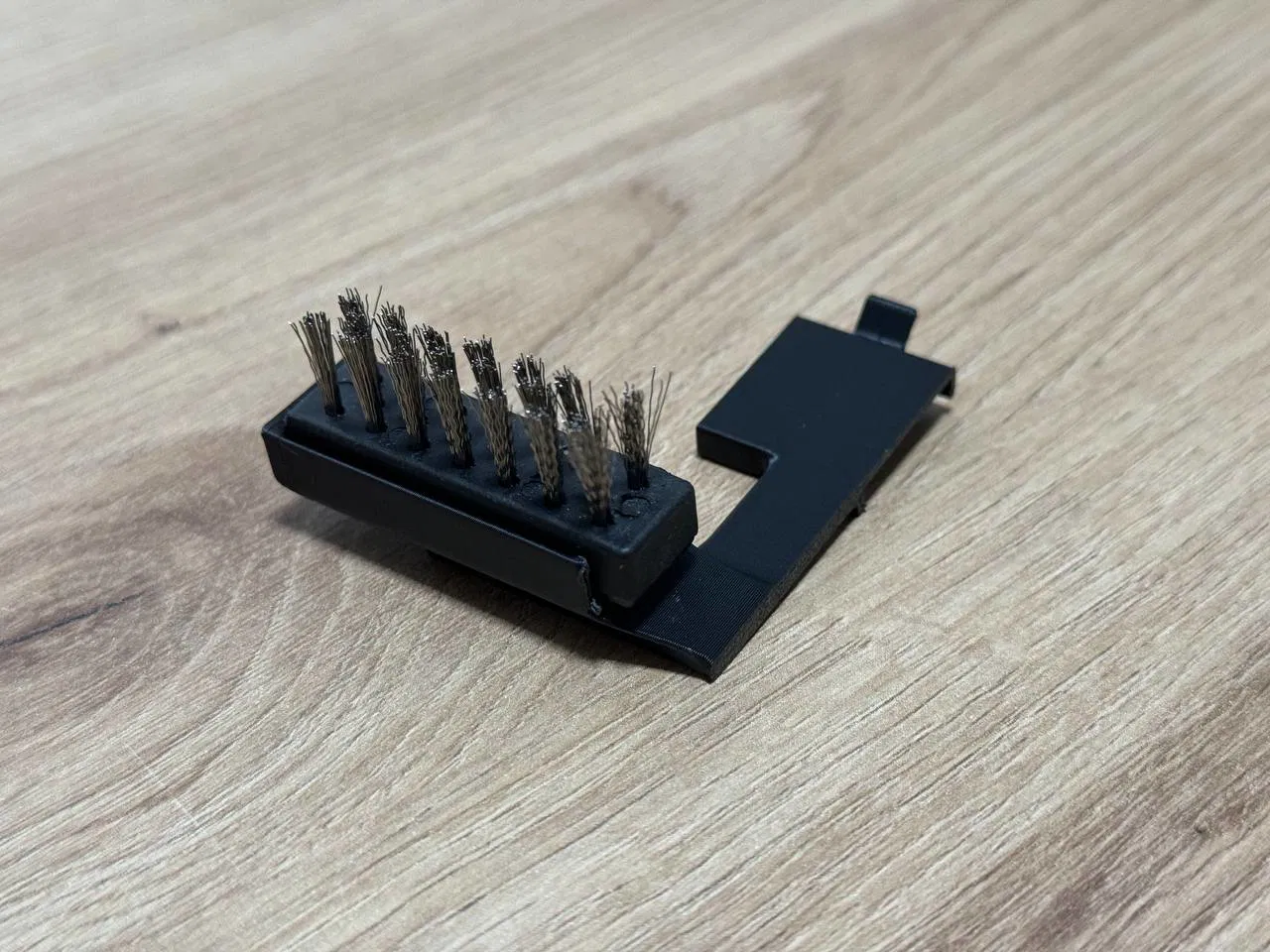
Trong trường hợp của tôi, đầu cọ lớn hơn miệng lỗ, nên tôi quyết định cắt bỏ gờ bên trong bằng kìm để nó khớp hoàn hảo. Tôi có thể thiết kế nó dài hơn, nhưng cái này hoạt động tốt, và nó được cố định chắc chắn bằng keo nến.
Có vẻ như Ender 3 V3 SE cũng đã được nâng cấp với cùng một bộ phận đỡ bệ máy mà Ender 3 V3 KE sử dụng, vì vậy bản sửa đổi này sẽ hoạt động nếu bản Remix gốc mà nó thuộc về không khớp.
HƯỚNG DẪN LẮP ĐẶT
CHUẨN BỊ
Bạn có thể tải về một trong hai định dạng mà tôi cung cấp trong bản sửa đổi này. Một mặt, bạn có tệp STL mà bạn có thể nhập vào phần mềm cắt lát ưa thích của mình, hoặc mặt khác, tệp 3MF.
Tệp 3MF sẽ được chuẩn bị sẵn với các bộ phận hỗ trợ cần thiết để in, vì chúng là yêu cầu để tạo ra bộ phận này một cách chính xác. Nếu bạn sử dụng tệp STL và không phải 3MF, bạn có thể tham khảo hình ảnh đính kèm để biết chính xác vị trí đặt bộ phận hỗ trợ.

Sau khi in, bạn sẽ cần cắt tay cầm của cây cọ theo chiều cao phù hợp. Tùy thuộc vào chiều dài của đầu cọ, nó có thể vừa hoặc không vừa bên trong đế giữ. Để cố định tốt hơn, bạn có thể sử dụng bất kỳ loại keo nào; trong trường hợp của tôi, tôi đã sử dụng keo nến để dễ dàng tháo gỡ nếu cần (nó có thể dễ dàng được gỡ bỏ bằng cồn).
LẮP RÁP CÁC BỘ PHẬN
- Tắt máy in và đảm bảo bệ máy đã nguội; bạn có thể bị bỏng nếu vừa mới in xong.
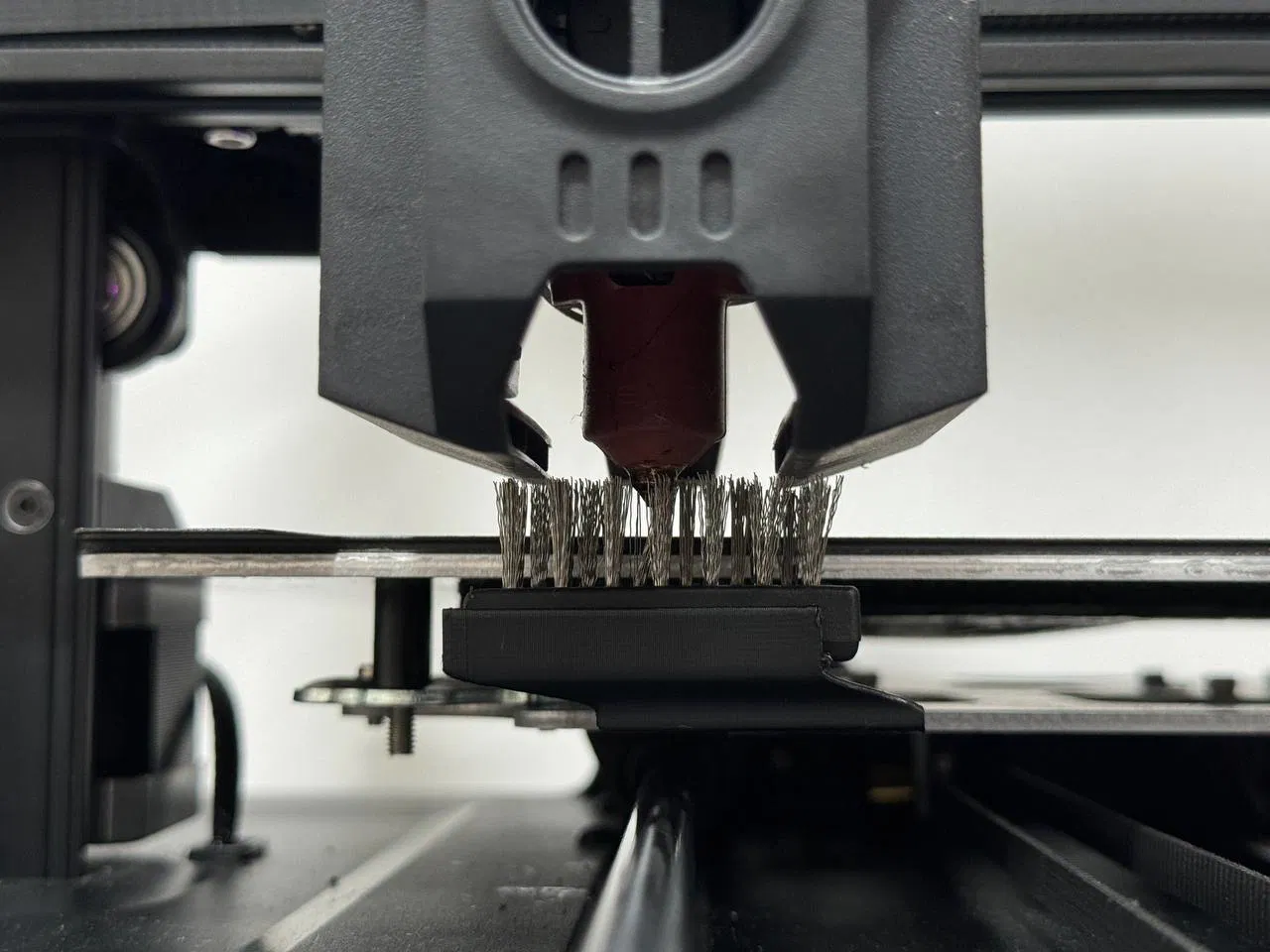
- Đặt đế giữ cùng với cây cọ ngay phía trước, trên trục X.

Độ hở được điều chỉnh để khớp hoàn hảo. Nếu không phải vậy, hãy đảm bảo bạn cấu hình chúng đúng cách trong phần mềm cắt lát của mình.
SỬA ĐỔI GCODE KHỞI ĐỘNG
Điều quan trọng là phải sửa đổi giá trị Z để tránh quạt chạm vào các sợi kim loại; nếu không, nó có thể làm hỏng nhựa.
Điều quan trọng là phải sửa đổi giá trị X để việc di chuyển được hoàn tất. Ngoài ra, tùy thuộc vào vị trí của bản sửa đổi, bộ đùn và đầu phun có thể không tới hoặc di chuyển quá xa.
Các dòng GCODE đã được bao gồm và tối ưu hóa được đánh dấu màu đỏ, như trong hình ảnh đính kèm. Bên dưới, bạn có thể tìm thấy GCODE để bạn sao chép và dán vào GCODE khởi động của mình. Tuy nhiên, hãy nhớ tính toán các giá trị cho Z và X để đảm bảo việc vệ sinh tối ưu.

M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M140 S[bed_temperature_initial_layer_single] ;Set final bed temp
G28 ;Home
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
M104 S[nozzle_temperature_initial_layer] ;Set final nozzle temp
G1 X1 Y-18 Z3 F5000.0 ;Line up with brush
M190 S[bed_temperature_initial_layer_single] ;Wait for bed temp to stabilize
M109 S[nozzle_temperature_initial_layer] ;Wait for nozzle temp to stabilize
G1 X90 Y-18 Z3 F5000.0 ;Wipe 1
G1 X30 Y-18 Z3 F5000.0 ;Wipe 2
G1 X90 Y-18 Z3 F5000.0 ;Wipe 3
G1 X30 Y-18 Z3 F5000.0 ;Wipe 4
G1 X90 Y-18 Z3 F5000.0 ;Wipe 5
G1 X30 Y-18 Z3 F5000.0 ;Wipe 6
G1 X90 Y-18 Z3 F5000.0 ;Wipe 7
G1 X30 Y-18 Z3 F5000.0 ;Wipe 8
G1 X40 Y-18 Z15 F5000.0 ;Raise to clear brush
G1 X-2.0 Y20 Z0.28 F5000.0 ;Move to start position
G1 X-2.0 Y145.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X-1.7 Y145.0 Z0.28 F5000.0 ;Move to side a little
G1 X-1.7 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 E-1.0000 F1800 ;Retract a bit
G1 Z2.0 F3000 ;Move Z Axis up
G1 E0.0000 F1800IN
Chạy thử nghiệm với GCODE khởi động mới để xem nó hoạt động như thế nào. Nếu bạn sử dụng Klipper với Fluidd hoặc Mainsail, bạn có thể thêm các lệnh GCODE trực tiếp vào bảng điều khiển để xem chuyển động và kiểm tra xem chúng có được điều chỉnh tốt không.
Giấy phép
Tác phẩm này được cấp phép theo
Creative Commons — Attribution — Noncommercial — Share AlikeCC-BY-NC-SA

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!