Công cụ hiệu chuẩn E-Steps cho máy in 3D truyền động trực tiếp

Các bộ phận này cho phép bạn dễ dàng sử dụng calipers để hiệu chỉnh các bước điện tử của máy in 3D ổ đĩa trực tiếp của bạn.







Mô tả
Lưu ý rằng các bộ phận này được làm cho VINCA 6" Digital Caliper, DCLA-0605, vì vậy chúng có thể sẽ không vừa với các thương hiệu hoặc mẫu khác mà không cần điều chỉnh. Các phiên bản bước được bao gồm để tạo thuận lợi cho việc này.
Các mẫu này được thiết kế để cho phép các thước kẹp được sử dụng để hiệu chỉnh các e-step của máy in 3D dẫn động trực tiếp của bạn. Tôi chưa bao giờ thích phương pháp đánh dấu và thước kẻ và nó khiến tôi cảm thấy như tôi có thể đã cần một bàn tay thứ ba.
Không cần hỗ trợ khi in và PLA hoạt động tốt.
Khả năng lặp lại:
Để kiểm tra khả năng lặp lại, tôi đã sử dụng công cụ này năm lần để đo lượng nhựa in của máy in của tôi và đây là dữ liệu mà tôi đã ghi lại:
 Kích thước mẫu nhỏ với mức độ tin cậy 95% cho thấy sự biến đổi dự kiến là +/- 0.09%.
Kích thước mẫu nhỏ với mức độ tin cậy 95% cho thấy sự biến đổi dự kiến là +/- 0.09%.

Hướng dẫn:
1) Sau khi in các bộ phận, chèn một đai ốc và bu lông M-3 vào phần kẹp của mảnh trên, cùng với một vòng đệm như hình minh họa.

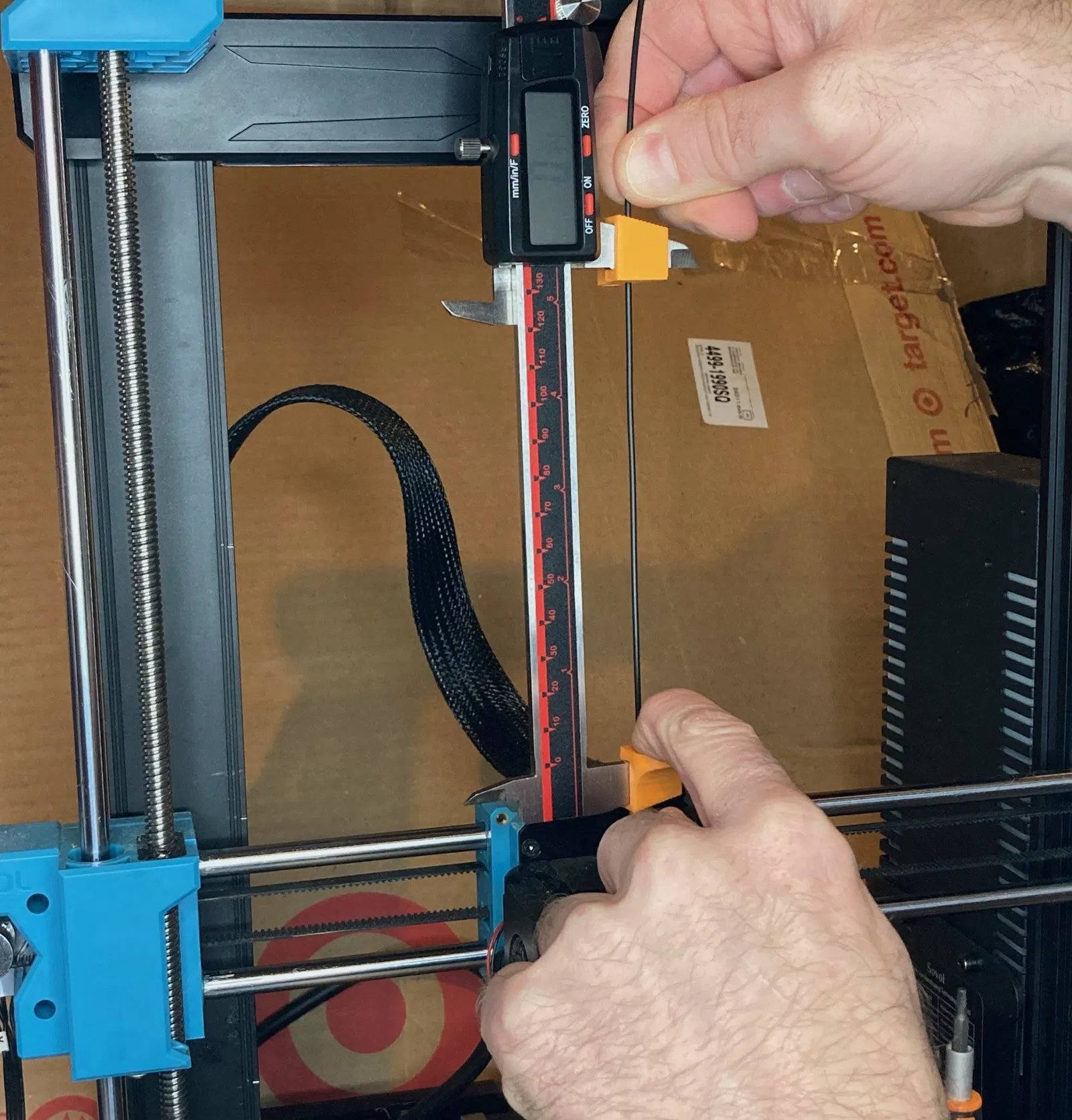
2) Gắn chúng vào thước kẹp của bạn như được hiển thị trong hình này. Vị trí bên cạnh không quan trọng, nhưng hãy chắc chắn rằng chúng vừa vặn và cố gắng căn chỉnh các phần trên và dưới.

3) Đặt thước kẹp về số không với các hàm khép lại hết mức có thể, sau đó mở chúng ra khoảng 125 mm (không cần chính xác) và khóa chúng lại. Bây giờ cho sợi nhựa mà bạn sẽ đo vào qua rãnh v-notch trên cùng và lỗ hướng dẫn dưới cùng, sau đó tải nó vào đầu đùn của bạn, hỗ trợ trọng lượng của thước kẹp. Đặt hướng dẫn dưới cùng vào đỉnh của đầu đùn và nhẹ nhàng lấy độ lỏng ra khỏi sợi nhựa (không cần kéo mạnh ở giai đoạn này). Bây giờ siết chặt kẹp sợi nhựa, đảm bảo rằng nó giữ chặt. Đặt lại thước kẹp về số không (không bắt buộc nhưng tôi thấy dễ hơn), và mở khóa thước kẹp.

4) Đẩy xuống phần hàm dưới trong khi kéo lên trên sợi filament phía trên thước kẹp một cách chắc chắn để loại bỏ bất kỳ độ lỏng nào. Lưu ý rằng bạn không nên đẩy vào hàm trên vì điều đó sẽ gây căng thẳng cho thước kẹp và độ bám của kẹp vào sợi filament. Thay vào đó, hãy kéo sợi filament. Ghi lại giá trị đo của thước kẹp.
Thật quyến rũ khi cố gắng đưa thước kẹp về 0 trong khi lấy ra độ lỏng, nhưng tôi thấy điều này khó hơn nhiều (ít nhất là với chỉ hai tay) so với việc ghi lại giá trị bắt đầu và kết thúc.

5) Bây giờ nâng hàm dưới của thước kẹp lên và hỗ trợ trọng lượng của công cụ trong khi bạn chạy gcode đã bao gồm. Mục tiêu ở đây là không làm cho đầu đùn phải kéo hàm trên xuống, giảm thiểu lực cản. Điều này có thể là quá cẩn thận, nhưng vì dễ thực hiện nên tôi đã chọn làm như vậy.
Gcode sẽ đùn 100 mm sợi filament. Nhiệt độ được đặt nóng (10 C trên nhiệt độ đùn thông thường) và tốc độ chậm để giảm thiểu tác động lên tỷ lệ cấp liệu của đầu đùn.

6) Khi gcode đã hoàn thành việc đùn, hạ hàm dưới của thước kẹp xuống một lần nữa cho đến khi nó chạm vào đầu của đầu đùn. Bây giờ hãy đo lại, đẩy xuống trên hàm dưới và kéo chắc chắn lên trên sợi filament phía trên thước kẹp như trong bước 4, lại một lần nữa đảm bảo không đẩy trực tiếp vào hàm trên của thước kẹp. Ghi lại phép đo này.

Để có được khoảng cách đã đùn, trừ phép đo thứ hai từ phép đo đầu tiên (hai dấu trừ sẽ hủy bỏ nhau).
Ví dụ, nếu thước kẹp cho giá trị 0.26 mm khi được đo lần đầu tiên ở bước 4, và -100.94 mm ở bước 6, chúng ta sẽ có 0.26 mm - -100.94 mm = 101.2 mm. Điều này cao hơn 1.2% so với 100 mm mà chúng ta mong đợi nếu các bước e được hiệu chỉnh đúng cách.
Giấy phép

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!