Gô Mồi Voron Prime

Cái gô nhỏ này dùng để đựng mồi in 3D. Có 2 phiên bản: bắt vít hoặc dùng nam châm. Có các kích cỡ 250/300/350. Bao gồm cả macro G-code mẫu để mồi nhựa in.




Mô tả
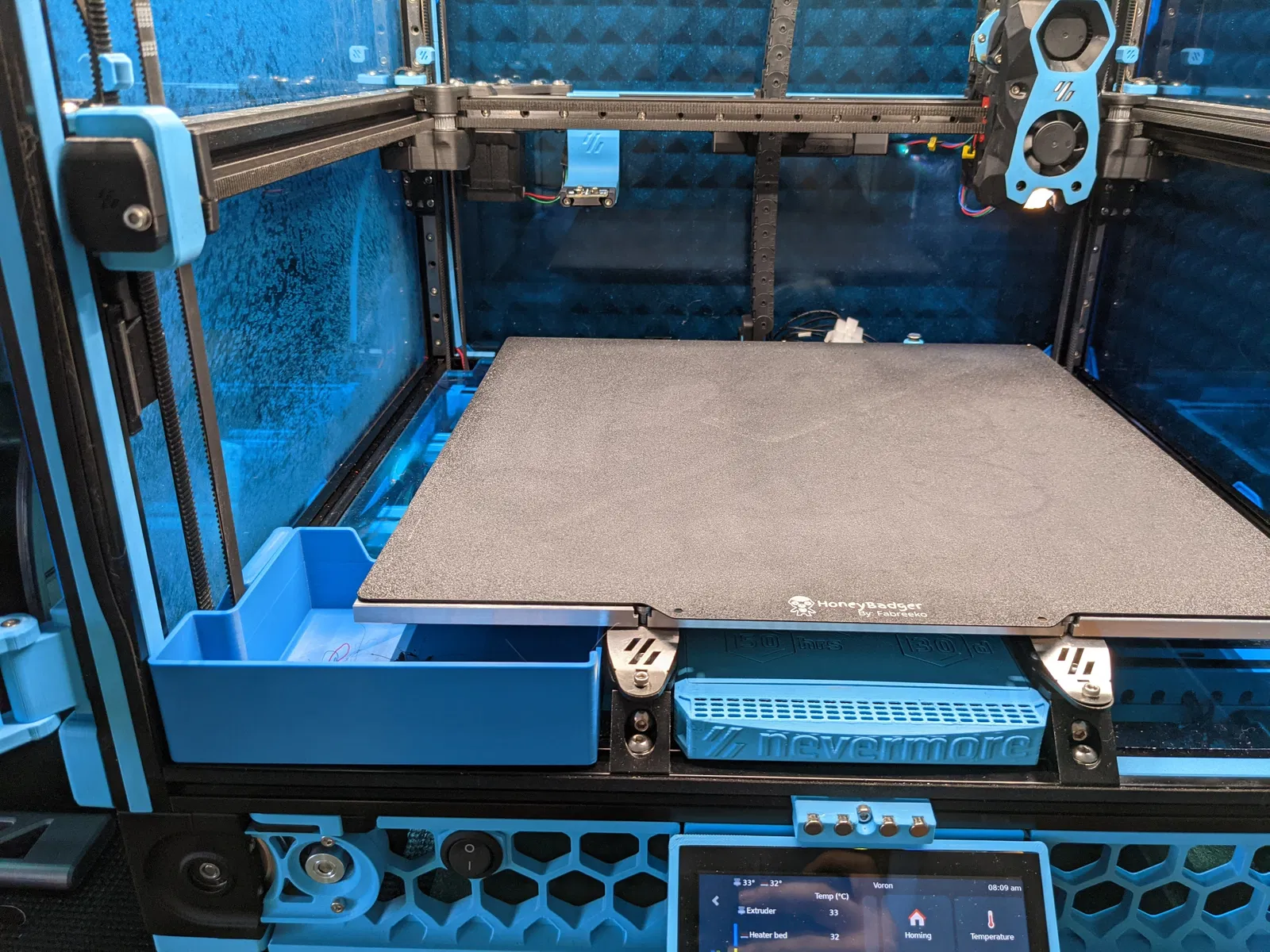
Cái gô nhỏ này được thiết kế để đựng các viên mồi nhỏ được tạo ra trong quá trình chạy macro Print_Start.
Có 2 phiên bản: một phiên bản bắt vít vào mặt trước của khung máy, và phiên bản còn lại được giữ cố định bằng 2 nam châm 6mmx3mm để dễ dàng tháo ra/đổ mồi.
Mỗi phiên bản đều có các kích cỡ gô 250/300/350. Đã thử nghiệm và xác nhận vừa trên máy 350, các kích cỡ nhỏ hơn cũng nên vừa.
Tôi đã cung cấp một ví dụ (tôi đã sử dụng hơn một tháng) về macro mồi bên dưới. Macro này dành cho máy 350 và giả định bạn đã căn bàn in/gantry và đã cài đặt z offset/auto_z calibration đúng cách.
Rõ ràng là, hãy sử dụng macro này làm hướng dẫn/tham khảo và kiểm tra kỹ lưỡng nó, hiểu những gì nó đang làm trước khi áp dụng hoàn toàn.
[gcode_macro PRIMING]
gcode:
M106 S255 ;quạt tản nhiệt max
CLEAN ;gọi macro clean
G1 X5 Y5 F15000 ;di chuyển đến vị trí
G1 Z0.3 F3000 ;di chuyển đến vị trí
G91 ;định vị tương đối
G1 Z0.2 E30 F3 ;mồi đầu phun
G1 Z2.0 E25 F30 ;thải và di chuyển lên
G1 Z4.0 E20 F60 ;thải và di chuyển lên
G1 Z2.0 E10 F240 ;thải và di chuyển lên
G1 Z10 F3000 ;di chuyển lên 10
G1 Y55 Z-18.25 F3000 ;di chuyển đến vị trí lau
G1 Y10 F3000 ;lau về
G1 Y-10 F3000 ;lau tới
G1 Y10 F3000 ;lau về
G1 Y-10 F3000 ;lau tới
G1 Y-55 F3000 ;kết thúc lau và đẩy viên mồi
M107 ;tắt quạt tản nhiệt
G1 Z2.0 F3000 ;di chuyển lên
M82 ;chế độ tuyệt đối cho extruder
G92 E0.0 ;reset extruder
G90 ;định vị tuyệt đối
M107 ;tắt quạt tản nhiệt
#------------------------------------------------------------------------
[gcode_macro CLEAN]
gcode:
M204 S6000 ;đặt gia tốc là 6000
G1 X5 Y35 F15000 ;di chuyển đến vị trí
G1 Z0.5 F3000 ;di chuyển đến vị trí
G1 Y1 F10000 ;đẩy tháp mồi
#------------------------------------------------------------------------Giấy phép

File mô hình







Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!