Chỉ báo/ Nắp che trục Z đồng bộ cho Ender 5 Plus

Giải pháp cho vấn đề lệch trục Z trên Ender 5 Plus! Chỉ báo xoay kiêm nắp chống bụi giúp bạn dễ dàng kiểm tra và căn chỉnh đồng bộ hai trục Z, đảm bảo bản in luôn chính xác. Dễ dàng lắp đặt và sử dụng.




Mô tả
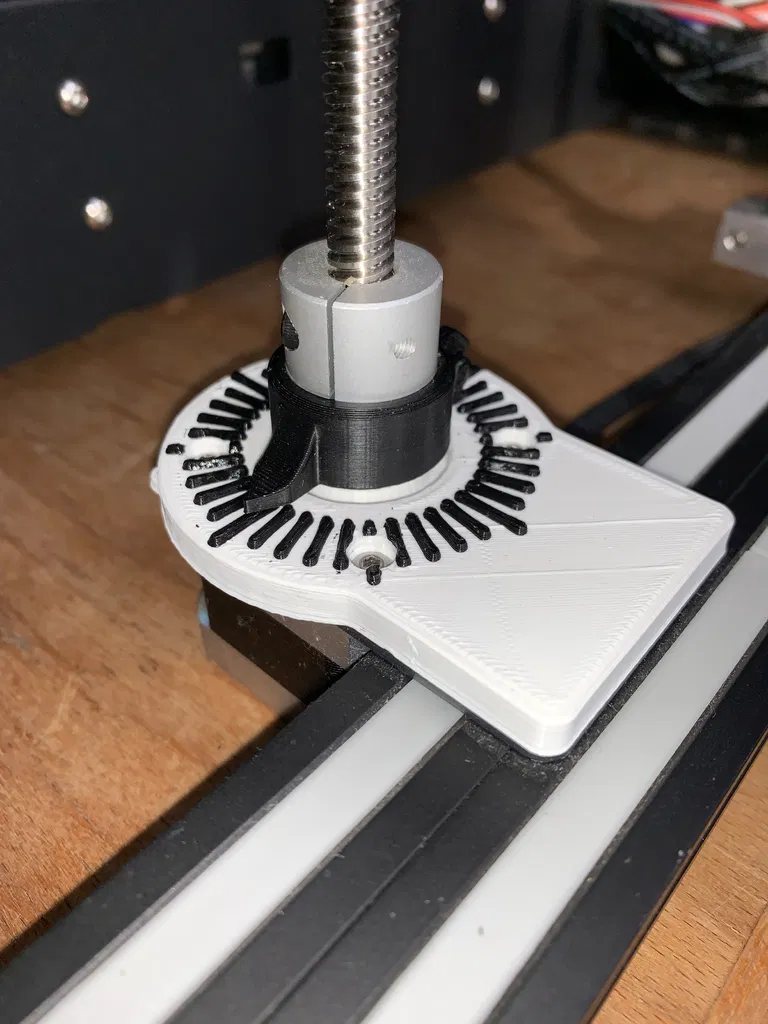
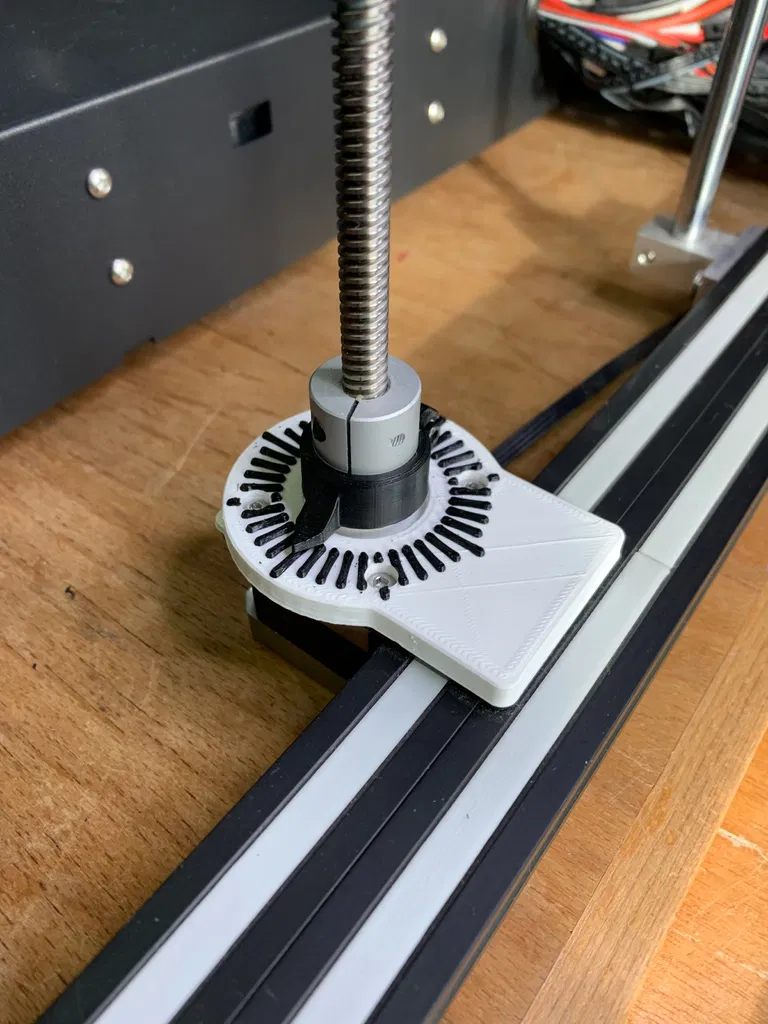
Chỉ báo trục Z và nắp che (chống bụi/ bu lông) để chỉ báo góc của trục Z để xem chúng có đồng bộ hay không.
Tôi lấy ý tưởng từ JonathanA66 (https://www.thingiverse.com/jonathana66/designs)
Anh ấy đã tạo một chỉ báo trục Z để chỉ báo trục Z bằng cách in mô hình của anh ấy (https://www.thingiverse.com/thing:4460521). Tôi đã ấn tượng với cách hoạt động tốt và giải quyết bao nhiêu vấn đề mà chỉ báo này mang lại. Nhưng tôi vẫn còn băn khoăn về thiết kế và cách nó bị bám bụi vào ổ trục của động cơ bước trục Z, vì vậy tôi đã thiết kế một bản chỉnh sửa với chỉ báo xoay hoàn chỉnh và cũng hoạt động như một nắp che chống bụi/ bu lông để có vẻ ngoài sạch sẽ hơn.
Do Ender 5 Plus có các trục Z độc lập, chúng khá dễ bị lệch pha. Chỉ cần tháo một bộ phận có thể khiến giường bị rơi, có thể bị lệch pha. Nếu bạn giống tôi và không chạy cân bàn tự động mỗi lần in, điều này sẽ dẫn đến va chạm. Những chỉ báo này sẽ cho bạn biết nhanh chóng bằng hình ảnh liệu chúng còn đồng bộ hay không. Sau khi lắp đặt, bạn có thể dễ dàng đồng bộ chúng trước khi bật máy in.
Bao gồm 2 tệp.
Phần đế dưới dạng một cái (in 2 lần). Phần kim chỉ báo dưới dạng một cái (in 2 lần)
In ở Chế độ Chất lượng Cao để có kết quả tốt nhất với các đường kẻ.
Yêu cầu 2 bu lông loại [M3 x 10mm] có chiều dài tối thiểu. Tôi không thấy cần thiết phải tạo ren lỗ trên kim chỉ báo trước, nhưng tôi khuyên bạn nên luồn bu lông qua lỗ trước khi lắp để nó được tạo ren sẵn.
Để cài đặt:
- Tháo 4 bu lông động cơ bước trục Z
- Siết lỏng bu lông dưới cùng của khớp nối trục Z.
- Vặn trục Z bằng tay để nó di chuyển lên.
- Đặt tấm che/chỉ báo lên trục động cơ bước trục Z và trên tấm nhôm.
- Vặn 4 bu lông động cơ bước qua tấm che/chỉ báo và qua tấm nhôm vào động cơ bước trục Z và siết chặt các bu lông.
- Vặn trục Z xuống hết cỡ trên trục động cơ bước (bạn muốn trục Z xuống hết cỡ, vì vậy nếu cảm thấy có lực cản, hãy xoay thêm một hoặc hai vòng nữa để đảm bảo nó xuống hết cỡ).
- Thực hiện các bước 1 đến 6 cho bên còn lại.
- Bật máy in và tự động về 0 (autohome).
- Đo khoảng cách từ đỉnh khung X (thanh nhôm nơi gắn bộ đùn) đến tấm nơi trục Z được gắn (tấm màu đen nơi trục Z giữ giường) ở cả hai bên và đảm bảo chúng bằng nhau. Nếu không, hãy xoay một hoặc cả hai trục Z sao cho khoảng cách ở cả hai bên bằng nhau (tôi lấy 95.0 mm và đo bằng thước cặp).
- Tự động về 0 máy in.
- Vặn kim chỉ báo bằng bu lông [m3x 10mm] vào khớp nối trục Z và hướng cả hai theo cùng một góc (tôi thích cả hai hướng về phía tôi, tức là 6 giờ như trong hình).
- Đo lại chiều cao của khung X đến tấm màu đen và xem cả hai bên có bằng nhau không, để xem chúng có còn thẳng hàng không.
- Bây giờ cả hai trục Z đã được căn chỉnh ở cùng một chiều cao. Bạn có thể cân bàn theo cách thông thường (tôi thích dùng giấy) và bạn đã hoàn thành!
Bây giờ, nếu một trong các trục bị võng hoặc không cùng góc, bạn chỉ cần:
- Tự động về 0 máy in.
- Vặn các trục theo cùng một góc (khớp với nhau).
- Tự động về 0 lại.
- Và bạn đã xong! Giường ở cùng góc/độ cao như bạn đã cân!
Các kim chỉ báo luôn phải khớp với nhau sau khi về 0 cho đến khi bạn thực hiện cân thủ công khác, lúc đó bạn có thể phải điều chỉnh kim chỉ báo.
Nếu bạn gặp sự cố khi căn chỉnh bàn in, tôi khuyên bạn nên xem video YouTube này: https://www.youtube.com/watch?v=kdQ_0IvolnE
Mỗi vạch trên đế tương đương 9 độ, tức là 0.1mm di chuyển trục Z. Vì vậy, một vòng quay hoàn chỉnh là 40 vạch và tương đương 4mm
Danh mục: Phụ kiện máy in 3D
Giấy phép

File mô hình


Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!