Máy đùn sợi nhựa để bàn Original Desktop Filament Extruder MK2 bởi ARTME 3D

Thông tin về máy đùn sợi nhựa Original Desktop Filament Extruder MK2 của ARTME 3D. Hướng dẫn chi tiết về cách in, vật liệu và cài đặt cho các bộ phận. Tái chế nhựa in 3D hiệu quả.
Mô tả
Lưu ý:
- Các file này là cho phiên bản MK2. Vui lòng kiểm tra xem bạn có đúng loại phần cứng không!
- Vui lòng đọc kỹ và hoàn chỉnh các hướng dẫn này. Các yêu cầu phải được tuân thủ, nếu không chức năng của máy đùn có thể bị ảnh hưởng.
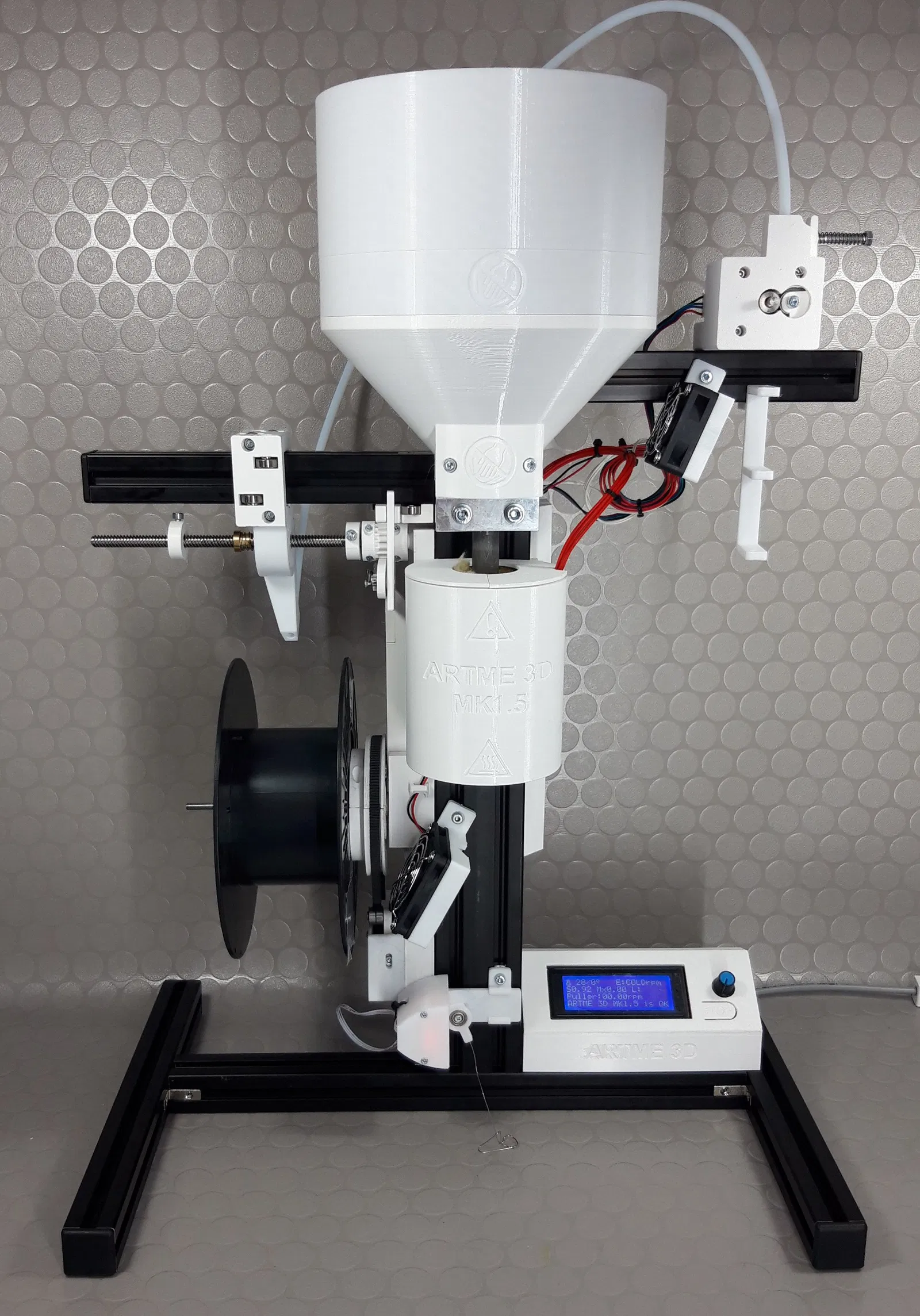
Máy đùn sợi nhựa để bàn Original Desktop Filament Extruder MK2 của ARTME 3D® là một thiết bị để bàn nhỏ gọn nhưng mạnh mẽ, cho phép bạn tự sản xuất sợi nhựa hoặc tái chế rác in 3D. Bạn có thể tìm thấy tài liệu đầy đủ và bộ dụng cụ tương ứng tại www.artme-3d.de.
Sử dụng định dạng file STL nếu bạn muốn tải file vào slicer để in. Sử dụng định dạng file STEP nếu bạn muốn chỉnh sửa các bộ phận trong chương trình CAD.
Yêu cầu cho máy in:
Chất lượng in và độ chính xác kích thước phải tốt. Máy in phải được căn chỉnh tốt và các trục phải vuông góc với nhau. Bàn in của máy in phải có kích thước tối thiểu 200x200mm.
Vật liệu in và màu sắc:
Tôi khuyên bạn nên in các bộ phận sau bằng PETG do tải nhiệt: ED-A-coupler ED-B-hopper ED-C-hopper centering IN-A-cover
Các bộ phận còn lại có thể in bằng PLA. Tuy nhiên, tôi khuyên bạn nên in tất cả các bộ phận bằng PETG, vì nó không giòn như PLA và các bộ phận ít bị gãy hơn khi chịu áp lực.
Việc lựa chọn màu sắc tùy thuộc vào bạn. Bộ phận SO-E-sensor shutter phải được in bằng màu trắng (mờ) để thực hiện chức năng của nó, nhưng bộ phận này đã có trong bộ kit.
Thời gian in có thể lên đến vài ngày. Bạn cần tính toán lượng tiêu thụ vật liệu khoảng 1,3 đến 1,6 kg.
Cài đặt in:
Đầu in: 0.4mm Chiều cao lớp: 0.2mm. Ít nhất 5 lớp tường Ít nhất 5 lớp trên Ít nhất 5 lớp dưới Ít nhất 40% độền
Các cài đặt này áp dụng cho tất cả các bộ phận ngoại trừ bộ phận ED-A-coupler. Đối với bộ phận ED-A-coupler, tôi khuyên dùng:
Đầu in: 0.4mm Chiều cao lớp: 0.2mm. Ít nhất 8 lớp tường Ít nhất 8 lớp trên Ít nhất 8 lớp dưới Ít nhất 40% độền
Căn chỉnh bộ phận và cấu trúc hỗ trợ:
Khi bạn tải các tệp STL vào slicer, chúng đã được căn chỉnh để có thể in mà không cần cấu trúc hỗ trợ. Chỉ có một bộ phận cần cấu trúc hỗ trợ: ED-D-hopper spout
Số lượng:
Bộ phận FG-N phải được in hai lần. Tất cả các bộ phận khác chỉ in một lần.
Các bộ phận tùy chọn:
Từ các tệp có ghi chú "Option" trong tên, bạn phải chọn tệp phù hợp với mình để in:
Đối với các bộ phận SH-G đến SH-Q, bạn phải chọn bộ phận phù hợp với đường kính bên trong của cuộn sợi nhựa bạn đang sử dụng.
Đối với các bộ phận FG-O và FG-P, bạn phải chọn bộ phận phù hợp với kích thước cuộn sợi nhựa bạn đang sử dụng. FG-O cho cuộn lên đến 1kg. FG-P cho cuộn lên đến 2kg.
In các bộ phận SH-C và SH-D nếu bạn muốn làm sợi nhựa 1.75mm. In các bộ phận SH-C (option 2.85) và SH-D (option 2.85) nếu bạn muốn làm sợi nhựa 2.85mm.
Định vị trong các file in:
Tất cả các bộ phận in 3D đều có mã định danh duy nhất. Hai chữ cái viết hoa đầu tiên cho biết nhóm bộ phận. Một bộ phận in 3D có mã ED-B do đó thuộc nhóm Extruder Drive. Chi tiết cụ thể có thể được tìm thấy trong danh sách các bộ phận của máy đùn. Bạn sẽ tìm thấy nó trong tài liệu.
Giấy phép

Tìm hiểu thêm về giấy phép này tại http://creativecommons.org/licenses/by-sa/4.0/
File mô hình
ED-G-hopper lid.step
EL-C-case 2 bottom.step
ED-F-hopper extension 2.step
EL-F-strain relief 1.step
EL-A-case 1 bottom.step
EL-H-fan holder 50mm.step
ED-E-hopper extension 1.step
EL-I-fan holder 60mm.step
EN-B-melt filter punching tool 1a.step
EL-J-Connection housing 1.step
EL-G-strain relief 2.step
EN-C-melt filter punching tool 1b.step
EL-E-display holder.step
EN-F-melt filter drawing template.step
EL-K-Connection housing 2.step
EN-D-melt filter punching tool 2a.step
EL-D-case 2 lid.step
FG-H-hook right.step
FG-F-swing arm 2.step
FG-J-crossbrace 2.step
FG-L-snap 1.step
FG-K-crossbrace guide.step
FG-G-hook left.step
FG-O-filament guide 1kg spool.step
FG-D-axes bearing 2.step
FG-P-filament guide 2kg spool (option).step
FG-A-sledge.step
FG-M-snap 2.step
IN-B-top left.step
FR-B-mounting aid 2.step
IN-C-top right.step
FR-A-mounting aid 1.step
PU-B-lever.step
PU-D-filament guide.step
PU-C-lid.step
SD-C-lid.step
SH-B-spacer.step
PU-A-motor mount.step
SD-B-belt tensioner.step
SH-A-spool bearing.step
SD-A-motor mount.step
EL-B-case 1 lid.step
SH-E-spool holder lid.step
SH-F-clamping disk.step
SH-G-spool adapter 50mm (option).step
SH-H-spool adapter 51mm (option).step
SH-J-spool adapter 53mm (option).step
SH-M-spool adapter 56mm (option).step
SH-K-spool adapter 54mm (option).step
SH-L-spool adapter 55mm (option).step
SH-O-spool adapter 58mm (option).step
SH-Q-spool adapter 60mm (option).step
SH-N-spool adapter 57mm (option).step
SH-D-spool holder 2.step
EN-A-melt filter punching tool 0.step
SO-B-lid.step
SH-P-spool adapter 59mm (option).step
SO-A-housing.step
EN-E-melt filter punching tool 2b.step
FG-I-crossbrace 1.step
FG-E-swing arm 1.step
FG-N-stopper.step
FG-B-axes holder.step
IN-A-cover.step
SO-D-sensor arm.step
ED-A-coupler.step
ED-B-hopper.step
SO-G-bending aid.step
ED-D-hopper spout.step
SH-C (option 2.85).step
ED-C-hopper centering.step
SH-C-spool holder 1.step
SH-I-spool adapter 52mm (option).step
SH-D (option 2.85).step
SH-R-clamping aid (option).step
SO-E-sensor shutter (option, will be supplied).step
SO-C-sensor mounting.step
SO-F-bracket.step
FG-C-axes bearing 1.step

EL-B-case 1 lid.stl

EL-A-case 1 bottom.stl

ED-F-hopper extension 2.stl

EL-E-display holder.stl

EL-F-strain relief 1.stl

ED-E-hopper extension 1.stl

EL-G-strain relief 2.stl

EL-H-fan holder 50mm.stl

EL-C-case 2 bottom.stl

EL-D-case 2 lid.stl

EL-I-fan holder 60mm.stl

EN-A-melt filter punching tool 0.stl

EN-B-melt filter punching tool 1a.stl

EN-D-melt filter punching tool 2a.stl

EN-C-melt filter punching tool 1b.stl

EN-E-melt filter punching tool 2b.stl

EN-F-melt filter drawing template.stl

FG-C-axes bearing 1.stl

FG-D-axes bearing 2.stl

FG-B-axes holder.stl

EL-J-Connection housing 1.stl

FG-A-sledge.stl

FG-E-swing arm 1.stl

FG-F-swing arm 2.stl

FG-H-hook right.stl

FG-I-crossbrace 1.stl

FG-J-crossbrace 2.stl

FG-M-snap 2.stl

FG-K-crossbrace guide.stl

FG-N-stopper.stl

EL-K-Connection housing 2.stl

FG-L-snap 1.stl

FG-O-filament guide 1kg spool.stl

FR-A-mounting aid 1.stl

IN-B-top left.stl

IN-C-top right.stl

FG-P-filament guide 2kg spool (option).stl

FG-G-hook left.stl

FR-B-mounting aid 2.stl

PU-B-lever.stl

PU-A-motor mount.stl

IN-A-cover.stl

SH-B-spacer.stl

SH-A-spool bearing.stl

PU-D-filament guide.stl

SD-B-belt tensioner.stl

SD-C-lid.stl

SH-F-clamping disk.stl

SH-G-spool adapter 50mm (option).stl

SH-E-spool holder lid.stl

SH-H-spool adapter 51mm (option).stl

SH-I-spool adapter 52mm (option).stl

SH-J-spool adapter 53mm (option).stl

SH-M-spool adapter 56mm (option).stl

SH-K-spool adapter 54mm (option).stl

SH-L-spool adapter 55mm (option).stl

SD-A-motor mount.stl

SH-P-spool adapter 59mm (option).stl

SH-N-spool adapter 57mm (option).stl

SH-C-spool holder 1.stl

SH-C (option 2.85).stl

SH-Q-spool adapter 60mm (option).stl

SH-R-clamping aid (option).stl

SH-D-spool holder 2.stl

SH-D (option 2.85).stl

SH-O-spool adapter 58mm (option).stl

SO-A-housing.stl

SO-C-sensor mounting.stl

SO-D-sensor arm.stl

SO-F-bracket.stl

SO-B-lid.stl

SO-E-sensor shutter (option, will be supplied).stl

SO-G-bending aid.stl

ED-C-hopper centering.stl

ED-D-hopper spout.stl

ED-B-hopper.stl

ED-A-coupler.stl

PU-C-lid.stl

PU-C-lid.stl

ED-G-hopper lid.stl
Chưa có bản in nào được khoe. Hãy là người đầu tiên!
Remix (0)
Có thể bạn quan tâm
Đang tìm các mô hình liên quan...

Chưa có bình luận nào. Hãy là người đầu tiên!