Bộ Kit In PLA PP3DP UP Plus 2

Giải quyết các vấn đề in PLA trên máy PP3DP UP Plus và UP Plus 2 bằng bộ kit làm mát extruder và làm mát bộ phận tùy chỉnh. Hướng dẫn chi tiết cài đặt và in ấn.




Mô tả
PP3DP UP Plus và UP Plus 2 thường rất tệ khi in PLA. Ba vấn đề chính với những máy in này là:
- Phần cổ của hotend bị quá nóng do nhiệt leo lên ống thép và PLA bắt đầu phình ra ở đó, khiến việc đùn nhựa trở nên không đáng tin cậy.
- Động cơ bước của extruder nóng lên trong quá trình in, cả vì đây là một động cơ nhỏ bé phải làm việc nhiều và vì nó được sử dụng một phần để làm mát phần lạnh của hotend. Điều này làm nóng chảy nhựa PLA và không cho phép nó đông đặc đúng cách, các chi tiết nhô ra bị tệ và các cầu nối gần như không thể thực hiện được.
- PLA yêu cầu làm mát, "giải pháp" ban đầu là ống dẫn khí làm mát hotend có một "cửa" cho phép một phần không khí đi vào.
"Giải pháp" này không hiệu quả.
Để giải quyết những vấn đề này, tôi bắt đầu bằng cách thiết kế lại hệ thống làm mát extruder. Điều này giải quyết cả vấn đề phình ra bên trong hotend và vấn đề extruder bị quá nhiệt từ hotend. Nó giải quyết tất cả các vấn đề in với ABS, PETG, PC, Nylon.. nhưng vẫn chưa đủ cho PLA.
Để giải quyết vấn đề thứ hai và thứ ba, dự án nhỏ này đã được tạo ra.
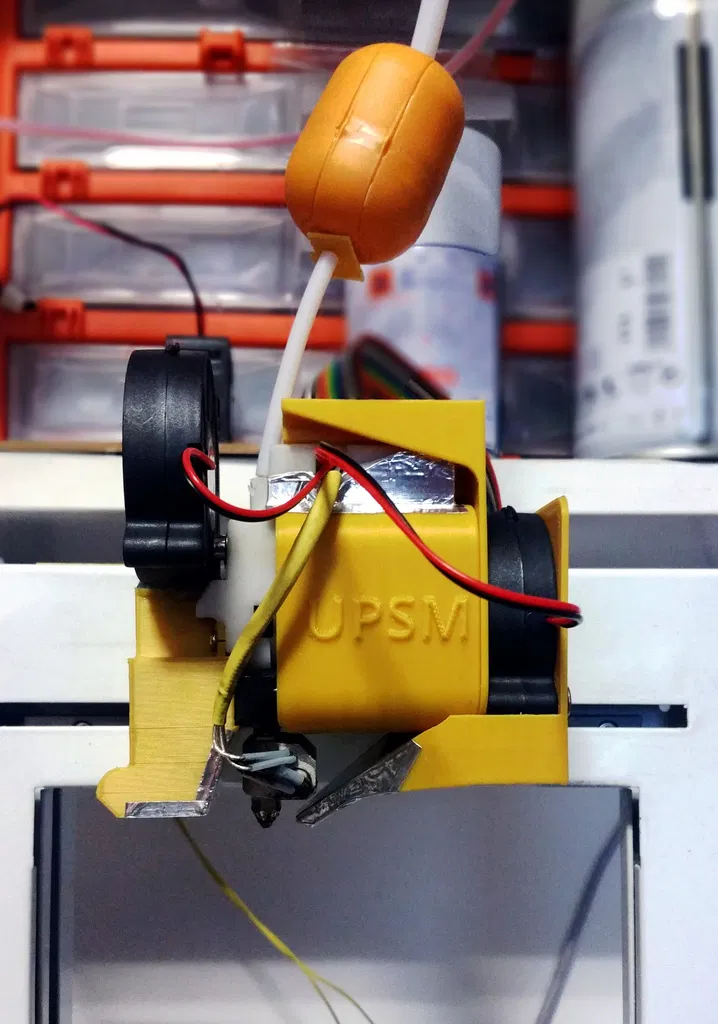
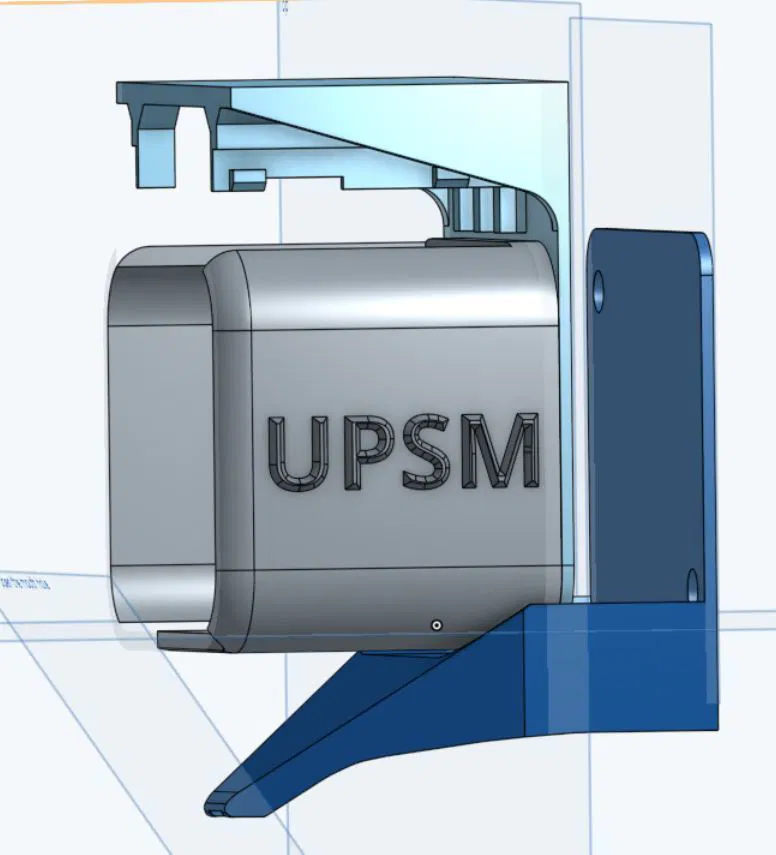
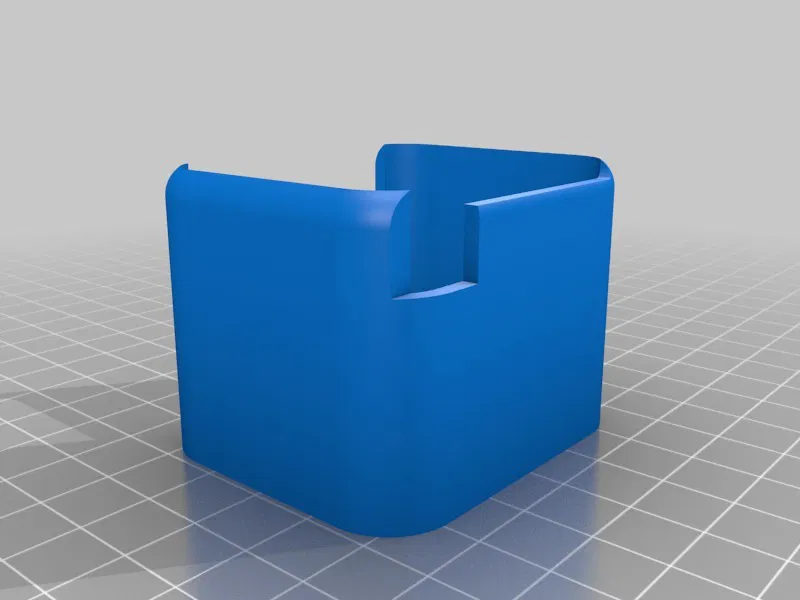
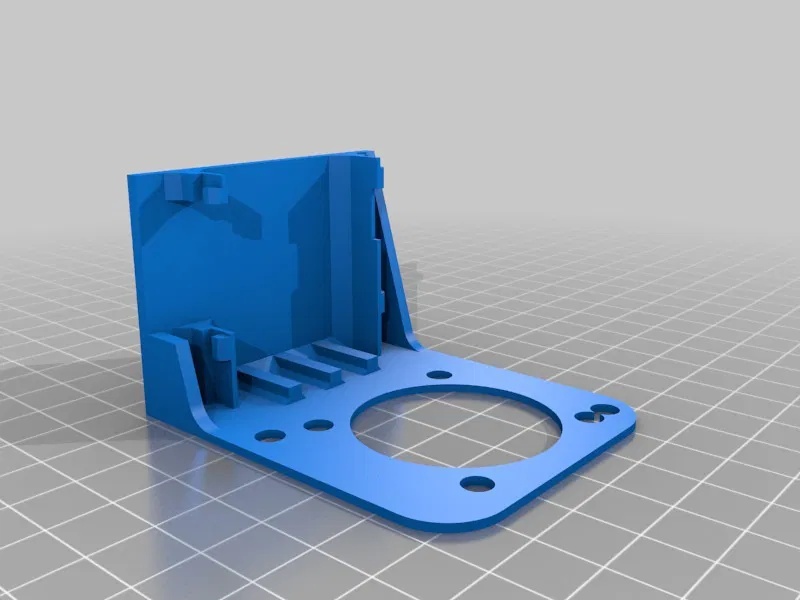
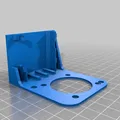
Ống dẫn khí đi qua động cơ bước và cho phép không khí lưu thông quanh động cơ và thoát ra ngoài để làm mát động cơ. Hãy chắc chắn rằng bạn đang hút khí ra chứ không phải đẩy khí vào. Phần "cover" sẽ gắn vào bộ phận trên cùng của UP Plus / UP Plus2 và sẽ nằm phía sau ống dẫn khí để giữ nó cố định. Như bạn có thể thấy trên cả cover và duct, có 2 bộ lỗ vít, 4 lỗ cho quạt hướng trục 40mm và 2 lỗ cho quạt hướng tâm. Nếu bạn không cần làm mát bộ phận (ABS, PETG..), bạn lắp quạt hướng trục 40mm vào đây để hút khí và mọi thứ sẽ ổn.
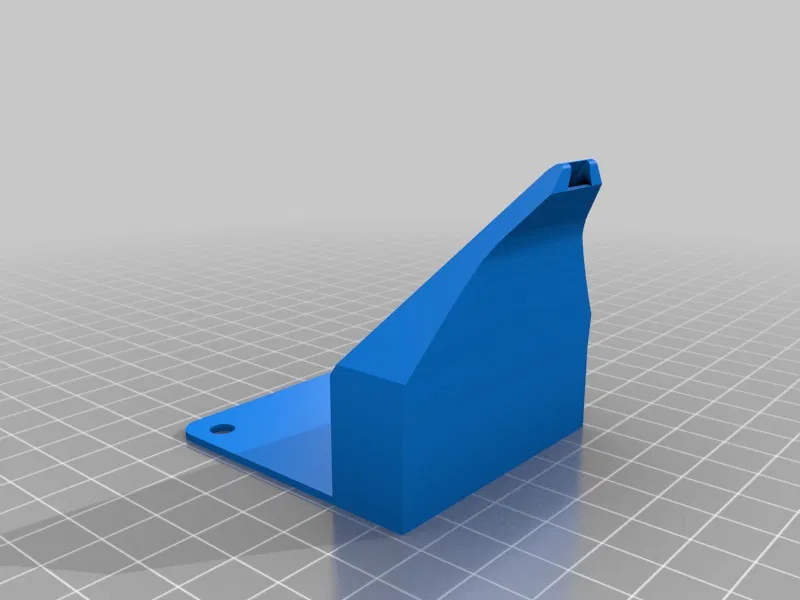
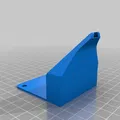
Nếu bạn muốn sử dụng quạt làm mát bộ phận (PLA yêu cầu nó), tôi quyết định tái sử dụng khí và đẩy không khí chúng ta nhận được từ việc làm mát động cơ extruder vào bộ phận. Bằng cách này, không khí sẽ không "quá lạnh" và sẽ không gây căng thẳng cho bộ phận hoặc vòi phun, và nó sẽ (thời gian sẽ trả lời, cho đến nay mọi thứ đều tốt) tạo ra các bộ phận PLA với ít ứng suất nội tại hơn. Ống dẫn khí làm mát bộ phận chứa một quạt hướng tâm (không cần keo, hotsnot, silicone .. chỉ cần đặt nó vào đó) và bắt vít qua mặt sau của cover vào ống dẫn khí.
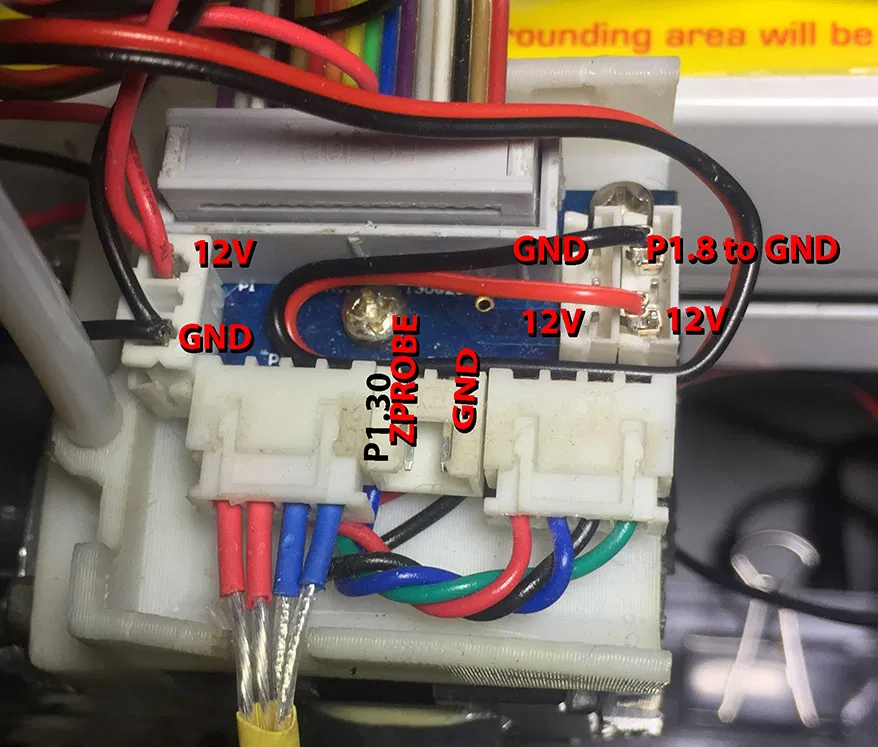
Tôi đang sử dụng firmware tùy chỉnh trên UP Plus2 nên tôi đang điều khiển quạt thông qua đó. Trên bảng điều khiển phía trên, bạn có thể thấy 3 đầu nối 3 chân (hình đính kèm). Đầu nối ngoài cùng bên trái là nguồn 12V nơi quạt làm mát extruder của bạn được kết nối. Trung tâm (ở phía bên phải của bảng, đầu nối bên trái) cũng là nguồn 12V và bạn có thể kết nối quạt của mình ở đây. Nếu bạn chỉ sử dụng làm mát động cơ (không làm mát bộ phận), đây là nơi bạn muốn kết nối quạt của mình. Đầu nối thứ ba, ngoài cùng bên phải có thể điều chỉnh PWM. Ban đầu, đây là nơi "dải đèn" được kết nối trên một số máy in này. Nếu bạn có nâng cấp CPU với chip NXP để chạy smoothieware (tôi có) thì nó nằm ở cổng 1.18. Nếu bạn đang sử dụng phần mềm UP Studio gốc, có lẽ hãy kiểm tra xem bạn có thể thay đổi "cường độ ánh sáng" từ phần mềm để thay đổi tốc độ quạt hoặc chỉ cần kết nối bộ phận làm mát với 12V không đổi, thường thì không bao giờ có quá nhiều làm mát cho PLA nên sẽ hoạt động tốt :D
Cấu hình smoothieware:
switch.fan.enable true
switch.fan.input_on_command M106
switch.fan.input_off_command M107
switch.fan.output_pin 1.18
switch.fan.output_type hwpwm
switch.fan.max_pwm 100
switch.fan.ignore_on_halt true
switch.fan.startup_state true
switch.fan.startup_value 0
switch.sw1.fail_safe_set_to 100
- COVER V2 - làm cho cover cứng hơn một chút, cần thiết nếu bạn đang in bằng vật liệu không đủ cứng (ví dụ: PETG có thể quá đàn hồi đối với V1)
- part_cooling_duct-main V2.stl và part_cooling_duct-tip V2.stl thay thế cho part_cooling_duct.stl gốc. Bây giờ đây là bộ phận 2 mảnh (chúng chỉ cần gắn vào nhau) để bạn có thể dễ dàng thay đổi phần đầu tip và thử nhiều đầu tip khác nhau. Đầu tip được cung cấp thổi khí từ 2 bên thay vì chỉ 1 bên như V1, cho phép bản in đẹp hơn nhiều nhưng đầu tip yêu cầu hỗ trợ để in (chỉ bật hỗ trợ từ giường)
Cài đặt In
Máy in:
tự làm
Rafts:
Không quan trọng
Supports:
Có
Độ phân giải:
0.2 - 0.3
Ghi chú:
Bạn muốn bộ phận rắn chắc nhưng mọi thứ ở đây đều "mỏng", vì vậy phần infill không liên quan (tôi sử dụng 0%) nhưng bạn cần:
- 4 lớp trên, 4 lớp dưới rắn chắc
- 5 đường bao
Tôi đã in cái này bằng ABS, một số loại nhựa chịu nhiệt khác cũng sẽ hoạt động tốt (ví dụ: PETG rất tuyệt vời cho cover)
Không in bằng PLA, nó sẽ nhanh chóng bị biến dạng
Sau khi In
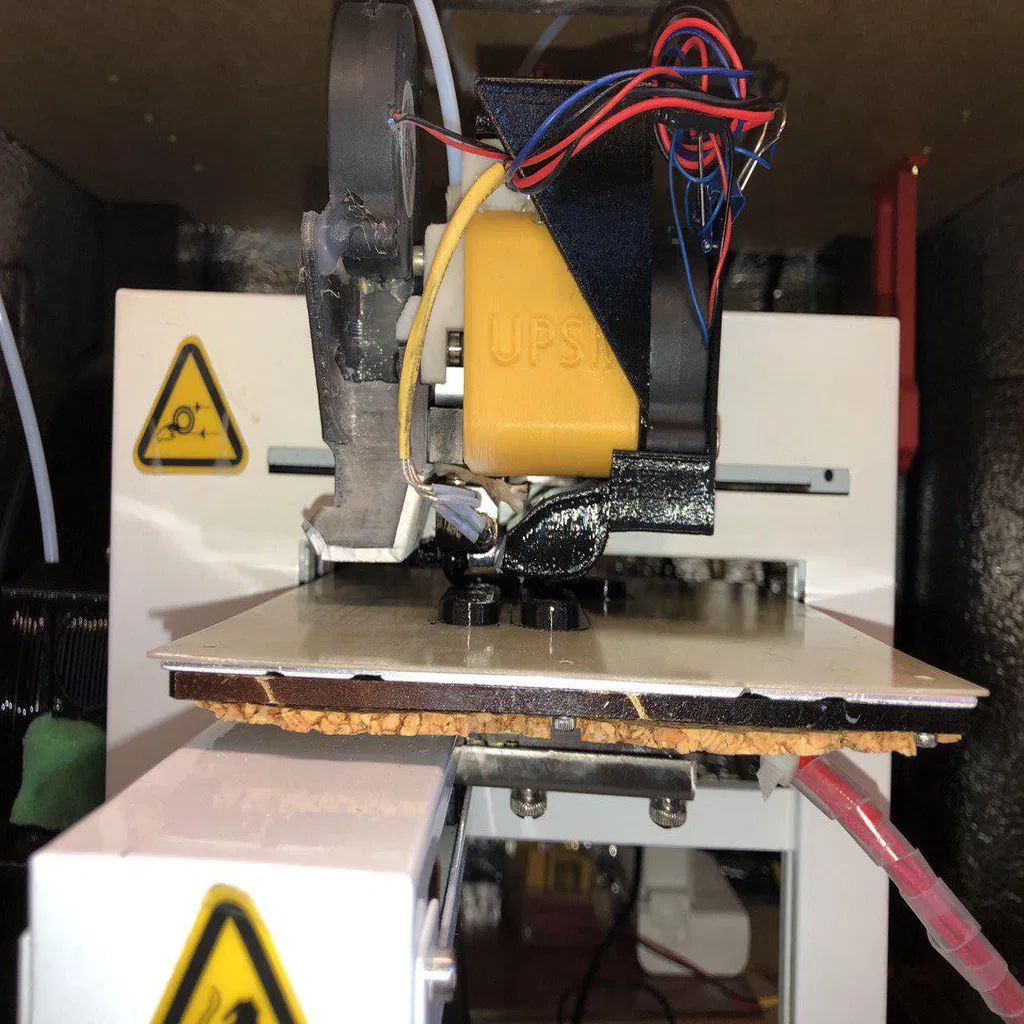
Băng keo nhôm tự dính là bạn của bạn :)
- loại bỏ hỗ trợ
- lấy một miếng băng keo nhôm tự dính và dán nó lên phần trên của "vòi phun" ống dẫn khí làm mát bộ phận. Bằng cách này, nhiệt từ khối gia nhiệt sẽ được phản xạ và bộ phận sẽ bền hơn nhiều. Ngoài ra, dầu ABS và các bụi bẩn khác có trong hơi xung quanh khối gia nhiệt sẽ dễ dàng lau sạch hơn.
- nếu bạn cảm thấy toàn bộ cấu trúc không đủ "cứng", bạn có thể sử dụng một miếng băng keo nhỏ và gắn ống dẫn khí vào bộ phận nhựa trên cùng chứa bảng mạch nhỏ.
Cách tôi thiết kế
toàn bộ dự án này chịu ảnh hưởng nặng nề bởi tác phẩm của PrintMo
Danh mục: Bộ phận máy in 3D
Giấy phép

File mô hình






Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!