Phần Che Đầu Máy Snapmaker J1/J1s

Cải thiện việc dẫn dây tóc và thêm quạt làm mát cho Snapmaker J1/J1s với "tophat" này. Sản phẩm giúp giảm ma sát, ngăn ngừa kẹt dây và cho phép in PLA với nắp máy đóng. Bao gồm hướng dẫn chi tiết và vật liệu cần thiết.

Mô tả
Cái đường dẫn dây tóc theo mặc định của máy in 3D IDEX Snapmaker J1/J1s đòi hỏi phải bẻ cong gấp ở trên đầu in. Các bộ dẫn hướng dây tóc thường cạ vào phần trên của máy.
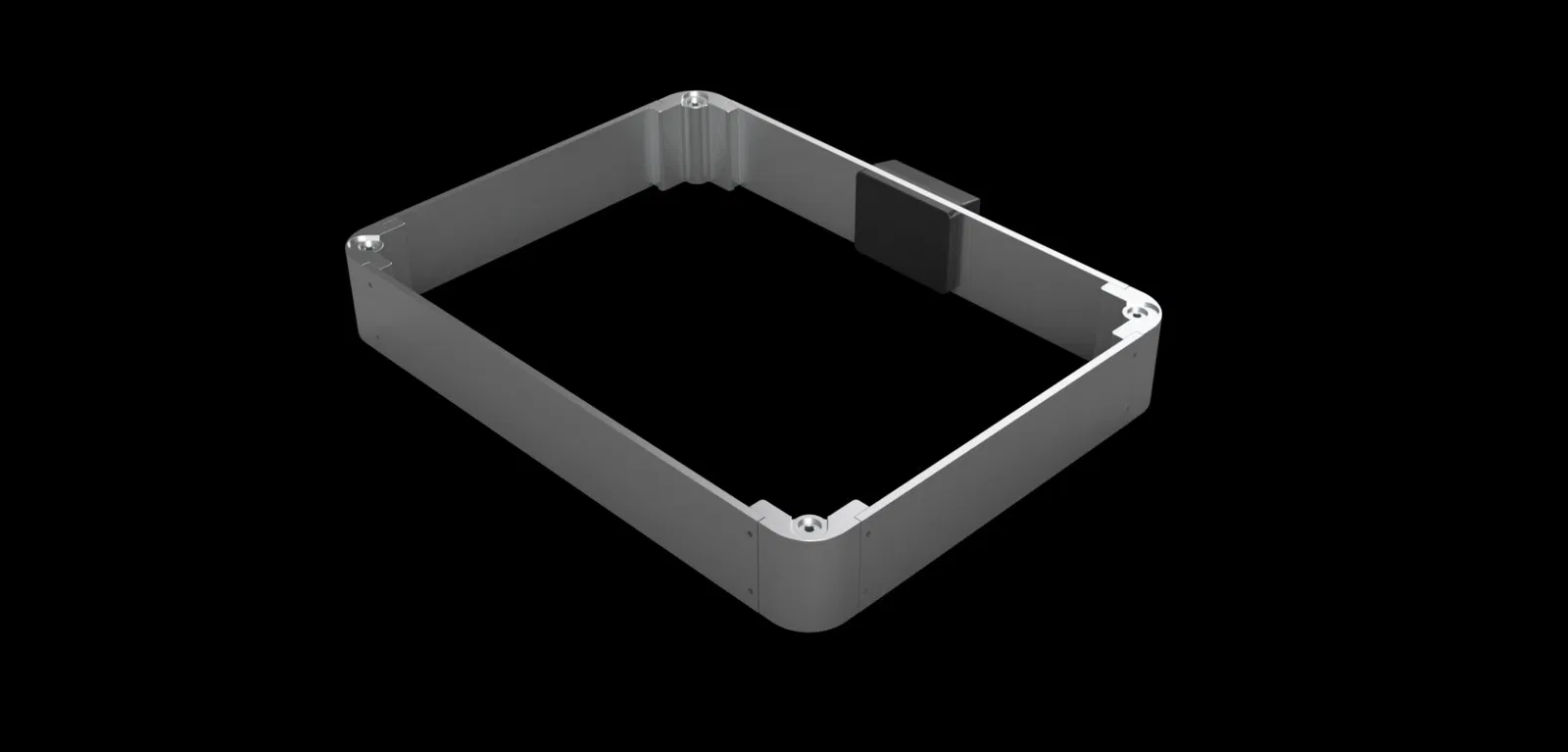
Phần "tophat" này thêm 80mm chiều cao cho máy in. Chiều cao tăng thêm cho phép đường dẫn dây tóc thoải mái hơn nhiều, giảm ma sát, kẹt dây, đứt dây và các vấn đề khác liên quan đến dây tóc.
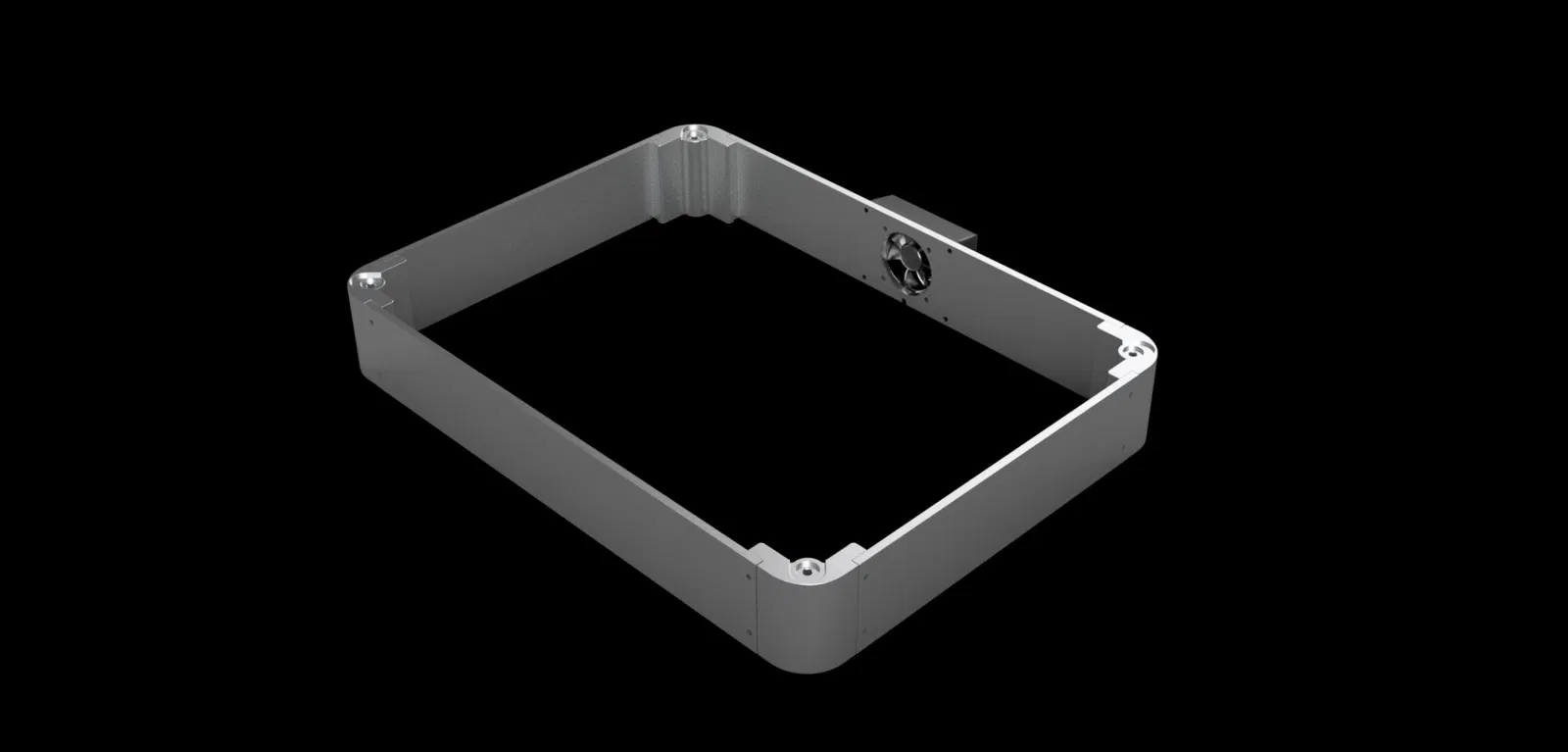
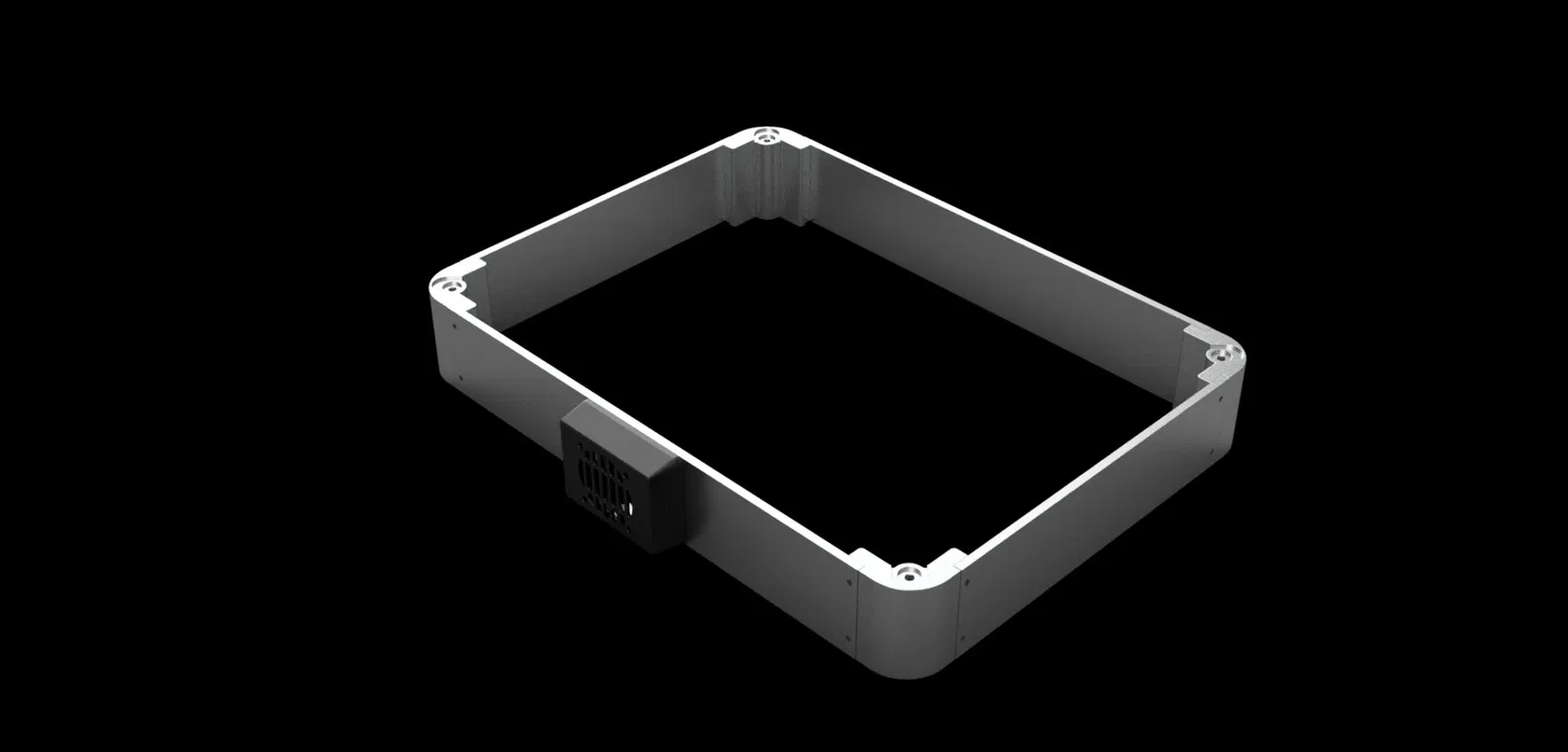
Ngoài ra, "tophat" còn gắn thêm quạt hút 22CFM, cho phép bạn giữ nắp trên của máy ở vị trí cũ – ngay cả khi in với PLA. Nếu bạn đang in với các loại vật liệu khó in do nhiệt độ như Polycarbonate (PC) hoặc Nylon (PA), bạn nên rút phích cắm quạt và/hoặc gắn nắp quạt bên trong từ tính vào.
Chế tạo góc và tấm chắn
Tôi đã sử dụng nhựa Phrozen TR300 Ultra-High Temp cho tất cả các bộ phận in.
Các bộ phận in có thể được in bằng máy in FDM như Snapmaker J1/J1s. Tuy nhiên, hãy chắc chắn sử dụng vật liệu in chịu nhiệt cao như Polycarbonate (PC) để tránh bị biến dạng do nhiệt.
Bốn tấm nhôm dày 0.25" (6.35mm) có thể được cắt laser thông qua các dịch vụ như Send Cut Send, Oshcut, hoặc Xometery.
Vật liệu bổ sung cần thiết
- (16) Ốc nút M4 x 12mm (dùng để gắn bốn góc vào các tấm nhôm)
- (4) Ốc đầu dù M4 x 12mm (dùng để gắn vỏ quạt ngoài vào tấm phía sau)
- (4) Ốc nút M4 x 45mm (dùng để gắn quạt)
- (4) Đai ốc M4
- (20) Tán chìm M4
- (8) Nam châm Neodymium 15mm x 2mm (dùng để gắn "tophat" vào máy và nắp trên vào "tophat")
- (4) Nam châm Neodymium 8mm x 2mm (dùng để gắn nắp quạt bên trong)
- (1) Quạt 60mm x 25mm 24v
- (1) Dây cáp 4-pin (có thể mua từ Bộ phận Hỗ trợ Snapmaker)
- (2) Đầu nối hàn co nhiệt cỡ 22-18
- (2) Sơn VHT SP995 Engine Enamel Nu-Cast Aluminum (tùy chọn)
Hướng dẫn lắp ráp
- Nếu các góc của bạn được in bằng nhựa (rất nên làm), hãy ép các tán chìm vào sau khi gỡ vật liệu hỗ trợ và rửa sạch, nhưng trước khi xử lý nhiệt. Tôi thấy việc sử dụng ê-tô, kẹp hoặc dụng cụ đục đồng có thể giúp lắp tán chìm cho đến khi chúng phẳng với bộ phận in. Nếu các góc của bạn được in bằng FDM, hãy sử dụng mỏ hàn để gắn tán chìm bằng nhiệt.
- Tùy chọn: Sơn tất cả các bộ phận in và bộ phận nhôm bằng VHT Cast Aluminum. Làm theo hướng dẫn trên lon để đạt được ba lớp sơn.
- Lắp ráp các góc và các tấm lại với nhau bằng ốc nút M4 x 12mm.
- Tháo một đầu của dây cáp 4-pin và bóc lớp vỏ cách điện khoảng 0.5" (12mm) ở các dây màu đen và đỏ. Tháo phích cắm khỏi đầu quạt và cũng bóc lớp vỏ cách điện khoảng 0.5" (12mm) ở các dây màu đen và đỏ. Sử dụng đầu nối hàn co nhiệt để nối các dây đúng cách.
- Đặt quạt và lưới bảo vệ đi kèm vào vỏ quạt ngoài. Đẩy ốc nút M4 x 45mm từ bên ngoài vỏ, xuyên qua quạt và sau đó là lưới bảo vệ. Đảm bảo bạn không làm kẹt dây.
- Gắn vỏ quạt ngoài vào tấm phía sau bằng 4 đai ốc M4. Cố định vỏ bằng các ốc đầu dù M4 x 12mm bổ sung.
- Sử dụng keo siêu dính dạng gel để gắn nam châm vào cả mặt trên và mặt dưới của các góc "tophat". Sử dụng keo siêu dính dạng gel để gắn nam châm vào các chỗ lõm bên ngoài của cả bốn góc của nắp quạt bên trong. Để ít nhất một giờ cho keo khô hoàn toàn.
- Đặt "tophat" lên trên đỉnh của J1/J1s và cắm dây cáp 4-pin vào cổng phụ kiện ở phía sau máy.
Sản phẩm này được thiết kế bằng Fusion 360. Tôi đã đính kèm các định dạng STEP và Fusion 360 của mô hình phòng trường hợp bạn muốn chỉnh sửa cho mục đích sử dụng của riêng mình.
LƯU Ý: Nếu bạn đăng lại các bản chỉnh sửa trực tuyến — Printables, Thingiverse, Cults, v.v. — bạn PHẢI ghi rõ nguồn gốc và liên kết trở lại thiết kế ban đầu này. Không nhận thiết kế ban đầu này là của riêng bạn.
Giấy phép

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!