Bộ giá đỡ gạt đầu phun gắn bàn in cho CR6-SE - Bản tùy biến đầu chải đồng

Mô hình này là bản remix giá đỡ gạt đầu phun của Dor cho máy CR6-SE, cho phép sử dụng đầu chải bằng đồng thay vì loại silicon của Bambu. Thiết kế tối ưu cho máy sử dụng Klipper, giúp vệ sinh đầu phun sạch sẽ trước mỗi lần in.
27
Lượt Xem
1
Lượt Thích
0
Lượt Tải
Cập Nhật Jun 12, 2026













Mô tả
Mô hình này được phát triển dựa trên ý tưởng của Dor, người đã thiết kế một giá đỡ gạt đầu phun (nozzle wiper) gắn vào bàn in, tại vị trí kẹp giữ kính zin của máy CR6-SE.
Mẹo thiết kế:
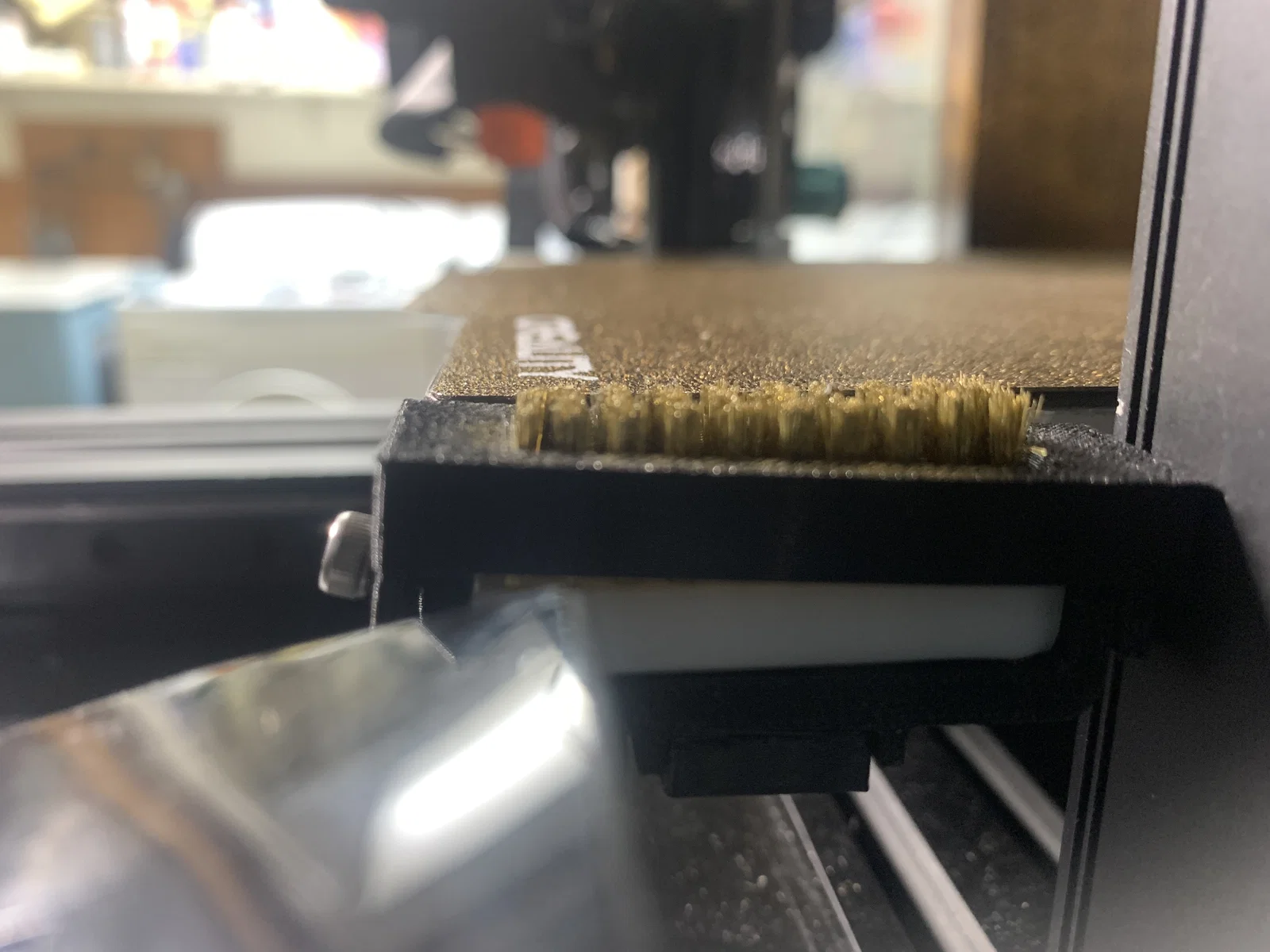
- Độ cao của bàn chải không thể điều chỉnh được sau khi lắp đặt.
- Bộ kit này được thiết kế để đỉnh của lông bàn chải nằm chính xác 6.2mm phía trên bề mặt bàn in, vì đây là thông số phù hợp với nhu cầu riêng của mình.
- Nếu bàn in của bạn sử dụng tấm từ tính và tấm thép lò xo, bạn có thể thấy kích thước giá đỡ này cũng rất vừa vặn.
- Nếu độ cao lông bàn chải chưa đúng ý, bạn có thể dùng file "dor_brush-holder_remix_assy.3mf" để tách, chỉnh kích thước hoặc gộp các chi tiết cần thiết. (Mình thường dùng Microsoft 3D Builder để remix các mô hình).
Mẹo in ấn:
- Nên in bằng PETG hoặc các loại nhựa chịu nhiệt cao hơn.
- Sử dụng độ lấp đầy (infill) cao (ví dụ: 55% Gyroid), 4 lớp vỏ (wall), 4 lớp trên và 4 lớp dưới.
- In giá đỡ chính theo hướng đặt trong file, sử dụng Normal Support.
Mẹo lắp đặt:
- Nếu vẫn dùng màn hình TFT zin, hãy dùng adapter gắn kèm trong bộ này để dời màn hình sang phải 20mm, tránh bị vướng bàn chải.
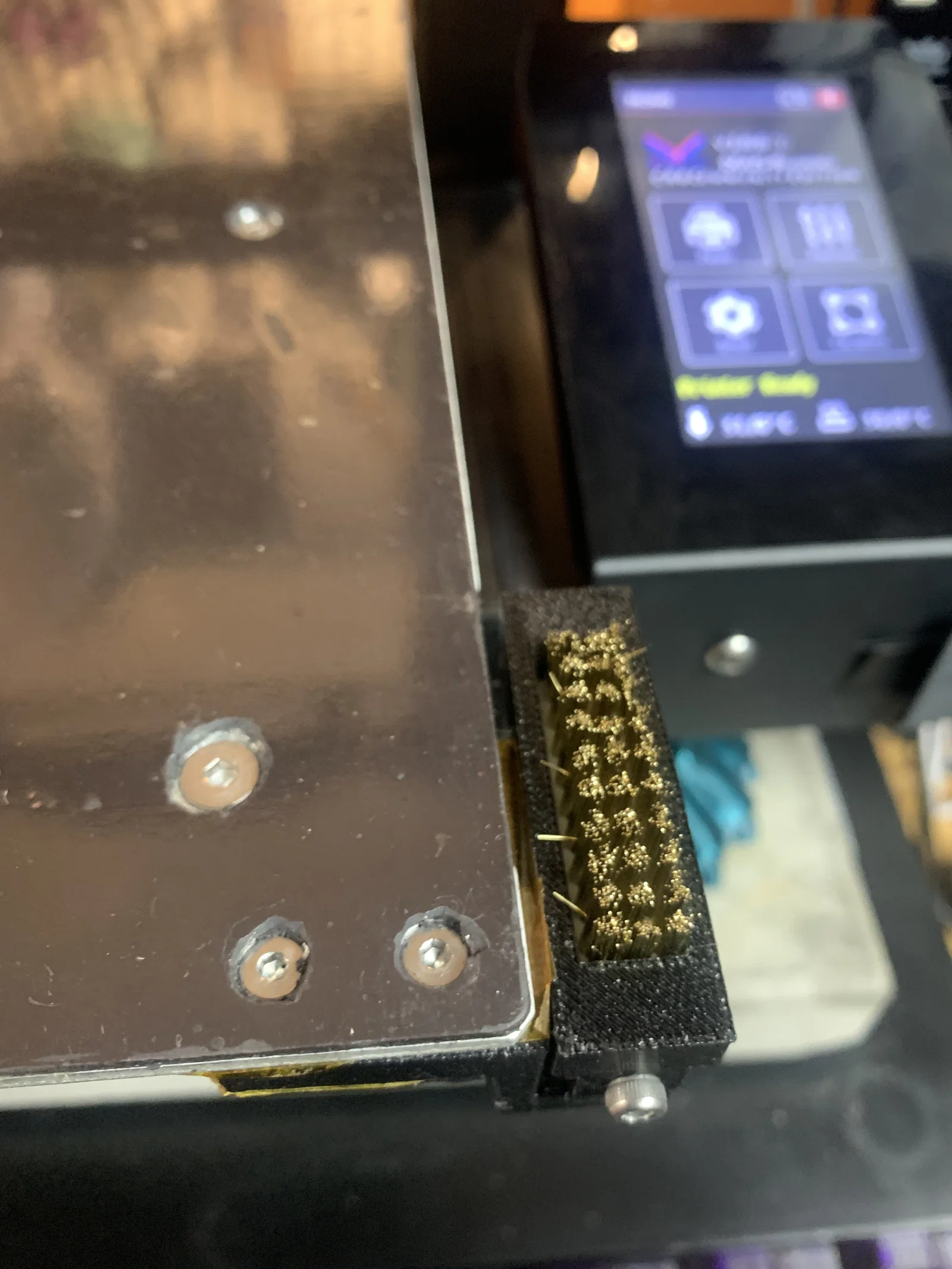
- Bạn có thể tận dụng lại ốc bắt kẹp bàn in (ốc đầu bằng, M3), nhớ đảm bảo đầu ốc nằm thấp hơn bề mặt tấm in.
- Dán một hoặc hai lớp băng keo Kapton ở cả trên và dưới giá đỡ trước khi lắp ốc tán vào lỗ bắt và gắn lên bàn in.
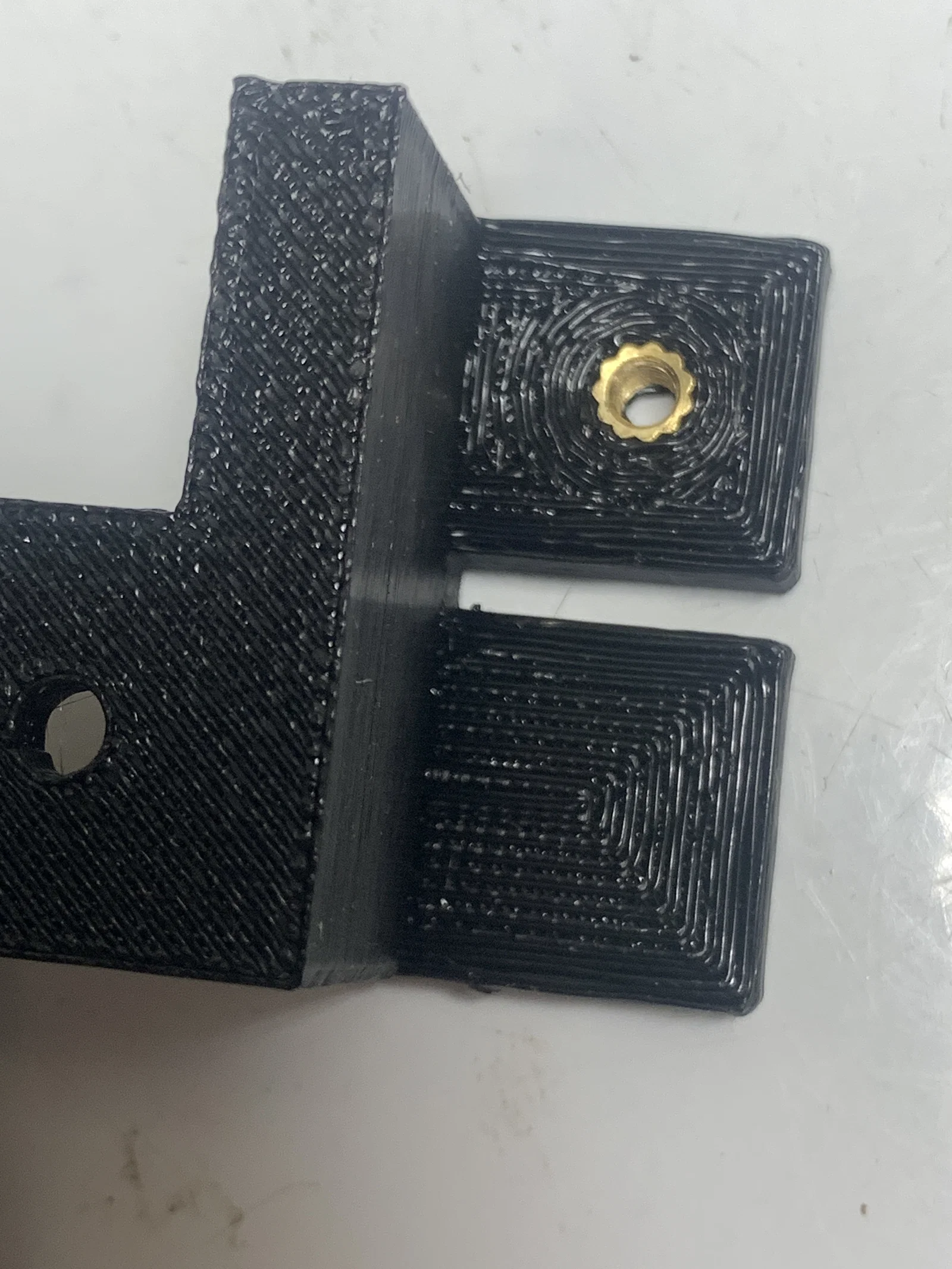
- (Tùy chọn) Lắp thêm ốc nhiệt M3H4 vào lỗ gắn trên giá đỡ để không cần dùng ốc dài và tán phụ.
- Lỗ bắt vít trên giá giữ bàn chải không nằm ở giữa. Nếu lỗ không khớp với giá đỡ, hãy xoay ngược lại 180 độ rồi thử lại.
- Xoay nắp giá giữ bàn chải sao cho ốc M3 hướng về phía trước máy in.
- Vì giá giữ bàn chải rất khít, nếu đầu ốc hướng ra sau có thể làm vướng khung nhôm đứng, khiến máy không nhận cảm biến hành trình Y khi về gốc.
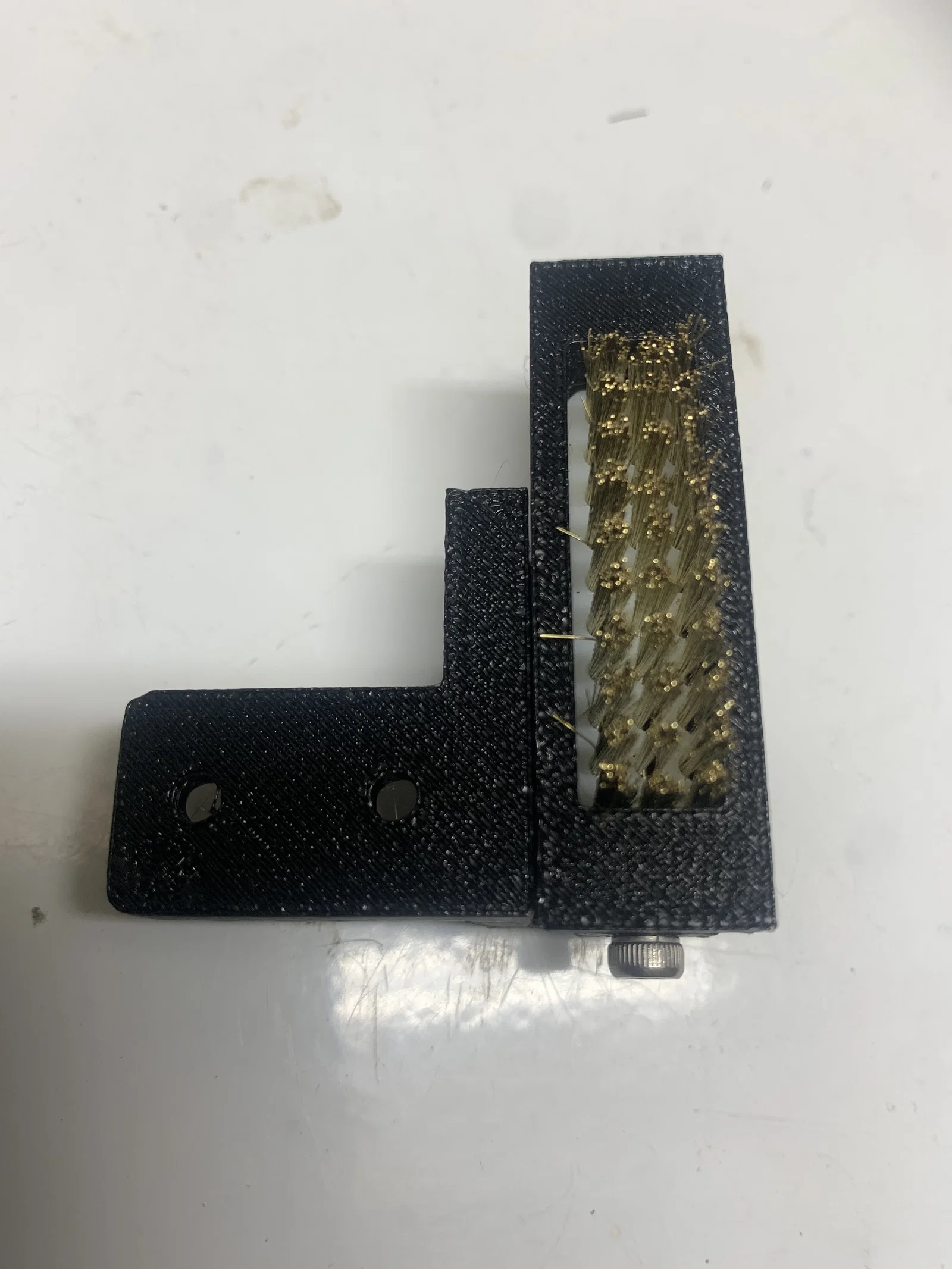
- Khớp chốt ở mặt trong của nắp vào lỗ trên giá, sau đó bắt vít M3 từ các lỗ phía trước và siết nhẹ vào đầu bàn chải.
- Lông bàn chải sắt thường khá "tùm lum" và dễ bị kẹt dưới nắp khi lắp. Để khắc phục, bạn hãy dùng dây thun hoặc băng dính quấn quanh lông bàn chải trước khi lắp nắp, sau khi đã siết ốc chắc chắn rồi mới tháo ra.
Mẹo về G-code:
- Bộ kit này dùng cho máy CR6 chạy Klipper (ví dụ: DGUS-Reloaded cho CR6).
- Thêm dòng
CLEAN_NOZZLEvào macroSTART_PRINT, ngay trước lệnh in đường purge. - Thêm gcode_macro từ file _gcode_macro CLEANNOZZLE.txt vào file printer.cfg của bạn.
- Bạn có thể chạy riêng macro này. Nó sẽ tự về gốc, làm nóng đầu phun (nếu cần), thực hiện quy trình vệ sinh rồi trả đầu phun về nhiệt độ cũ.
- Bạn có thể thay đổi tạm thời các biến bằng cách truyền lệnh mới, ví dụ:
CLEAN_NOZZLE zag_count=3sẽ chia các bước di chuyển trục X thành 3 thay vì 5 như mặc định. Xem thêm chú thích trong macro để biết cách tùy chỉnh.
Giấy phép

File mô hình
Đang tải files, vui lòng chờ...





Vui lòng đăng nhập để bình luận.
Vui lòng đăng nhập để khoe bản in của bạn.
Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!