Temunator - Bàn cắt plasma dựa trên nền tảng E3CNC

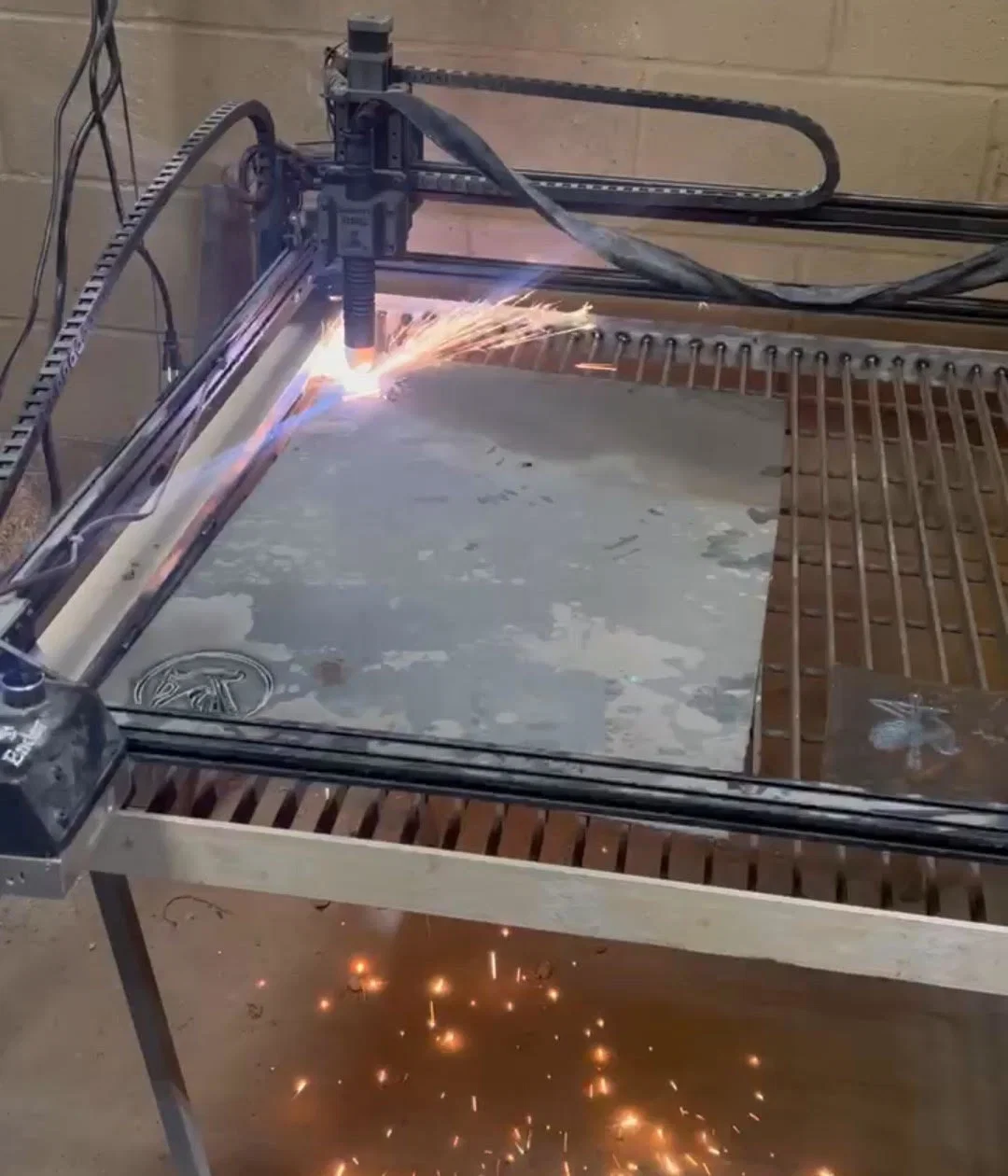
Temunator là phiên bản nâng cấp quy mô lớn của E3CNC, biến máy in 3D thành bàn cắt plasma tự chế với diện tích làm việc 800x850mm. Dự án sử dụng linh kiện từ Temu, tối ưu hóa cho việc cắt kim loại bền bỉ và chính xác.








Mô tả
TEMUNATOR - được đặt tên như vậy vì hầu hết các linh kiện, bao gồm cả thanh nhôm định hình, đều được mua từ sàn thương mại điện tử Temu uy tín.
Các mô hình này nhằm mục đích sửa đổi E3CNC để sử dụng như một máy cắt plasma, với diện tích làm việc hữu dụng khoảng 800mm x 850mm. Mô hình này sử dụng 5 thanh nhôm 2040 x 1000mm mà không cần cắt gọt.
Tôi khuyên bạn nên lắp ráp hoàn chỉnh một chiếc E3CNC trước khi bắt tay vào dự án này. Điều đó sẽ giúp bạn giải quyết các vấn đề kỹ thuật và tham khảo hướng dẫn lắp ráp của Ravenkeeper trên bàn làm việc. Khi đã lên quy mô này, mọi thứ sẽ trở nên rất bất tiện cho đến khi hoàn thành. Tôi đã cố gắng tìm thời gian để làm hướng dẫn lắp ráp của riêng mình nhưng hiện tại vẫn chưa thể thực hiện được.
Trong bản build của mình, tôi đã biên soạn firmware Marlin tùy chỉnh để chạy trên bo mạch Creality V4.2.2 mà không cần Raspberry Pi hay bất kỳ thiết bị tương tự nào. Nếu bạn đi theo hướng này, bạn sẽ cần tự làm (khá dễ dàng với Auto Build Marlin). Các thông số Steps/mm giống hệt Ender 3 nên không cần tính toán phức tạp.
Để điều khiển BẬT/TẮT plasma, tôi đã đấu dây các chân quạt tản nhiệt để điều khiển một bo mạch relay riêng, giúp đóng ngắt nguồn cho máy cắt plasma giá rẻ (tôi sử dụng loại Flaring, nhưng có rất nhiều loại tương tự trên thị trường). Lệnh Gcode cho công cụ sẽ là M106 S255 (quạt chạy hết tốc độ) để gửi điện áp đến relay, và M107 (tắt quạt) để tắt đầu cắt.
Bạn cũng sẽ cần một đầu cắt plasma thẳng P80 để khớp với giá đỡ đi kèm. Hãy đảm bảo nó tương thích với máy cắt plasma bạn chọn. Ngoài ra, tôi thực sự khuyên bạn nên chọn loại có tính năng Non-touch pilot arc vì bạn cần khả năng "đục" xuyên qua tấm kim loại mà không cần tiếp xúc trực tiếp.
Các thanh giằng là cực kỳ cần thiết ở quy mô này, chúng được gắn bằng vít M5x16 và đai ốc T-nut. Bạn nên còn dư kha khá linh kiện từ khi lắp E3CNC (tôi đã mua 200 cái với giá 10 USD). Sử dụng các thanh giằng này để cố định khung máy sau khi đã lấy vuông góc. Nếu không siết chặt các thanh giằng, khung máy sẽ bị rung lắc đáng kể. Sẽ cần một chút tinh chỉnh để đạt được độ chính xác.
Đệm gantry cho phép bạn sử dụng 5 thanh nhôm cùng độ dài mà không cần cắt. Việc này có thể thực hiện được ở quy mô lớn hơn, tôi đã chọn 1000mm. Tuy nhiên, ở mức 1000mm, cánh tay gantry vẫn có độ rơ nhất định, nhưng nó thường tự điều chỉnh bằng cách bỏ qua các răng cưa khi về gốc (homing). Khi động cơ đã khóa, nó sẽ giữ được độ vuông góc nếu khung của bạn đã chuẩn. Phóng to quy mô chắc chắn sẽ làm vấn đề này tồi tệ hơn. Hãy dùng vít M5x16 với T-nut ở bên hông đệm gantry để tăng độ cứng cáp.
Phần chân đế được làm để gắn nam châm với thanh ren M6. Một đai ốc được ép vào bản in và một cái khác được dùng bên dưới chân đế để khóa điều chỉnh. Cả bốn chân phải có khoảng cách so với khung gần bằng nhau nhất có thể. Hãy coi đây là lần cuối cùng bạn chỉnh bàn (tramming) cho chiếc Ender cũ của mình. Nam châm là tùy chọn và tôi thực sự đã cân nhắc loại bỏ chúng để dùng kẹp cố định khung. Nam châm trong xưởng hàn luôn là một ý tưởng tồi. Chân đế được gắn bằng thêm vít M5x16, bắt trực tiếp vào nhựa mà không cần ốc nhiệt.
Giá đỡ phía sau và mặt trước của đầu cắt plasma được gắn bằng – đoán xem – thêm vít M5x16. Hãy sử dụng ốc nhiệt M5 cho bốn lỗ trên tấm phía sau để gắn tấm mặt trước vào.
Việc quản lý dây cáp thực sự là một cơn ác mộng. Hãy xem ảnh để biết cách tôi đi dây cable chains, sử dụng mount T-slot của tôi để gắn. Tôi không nhớ mình đã dùng phần cứng gì nhưng tôi tin là nó lấy từ E3Pro.
Để tạo Gcode, tôi đã sử dụng Openbuilds CAM, sau đó dùng tính năng tìm và thay thế (find and replace) trong Notepad để thêm mã BẬT/TẮT đúng cho Gcode.
Hãy mua khoảng 30m (100ft) dây 4 lõi để phòng hờ cho sai sót. Dây đai 5m là đủ. Hãy lấy loại có cốt sợi để giúp giảm thiểu độ giãn.
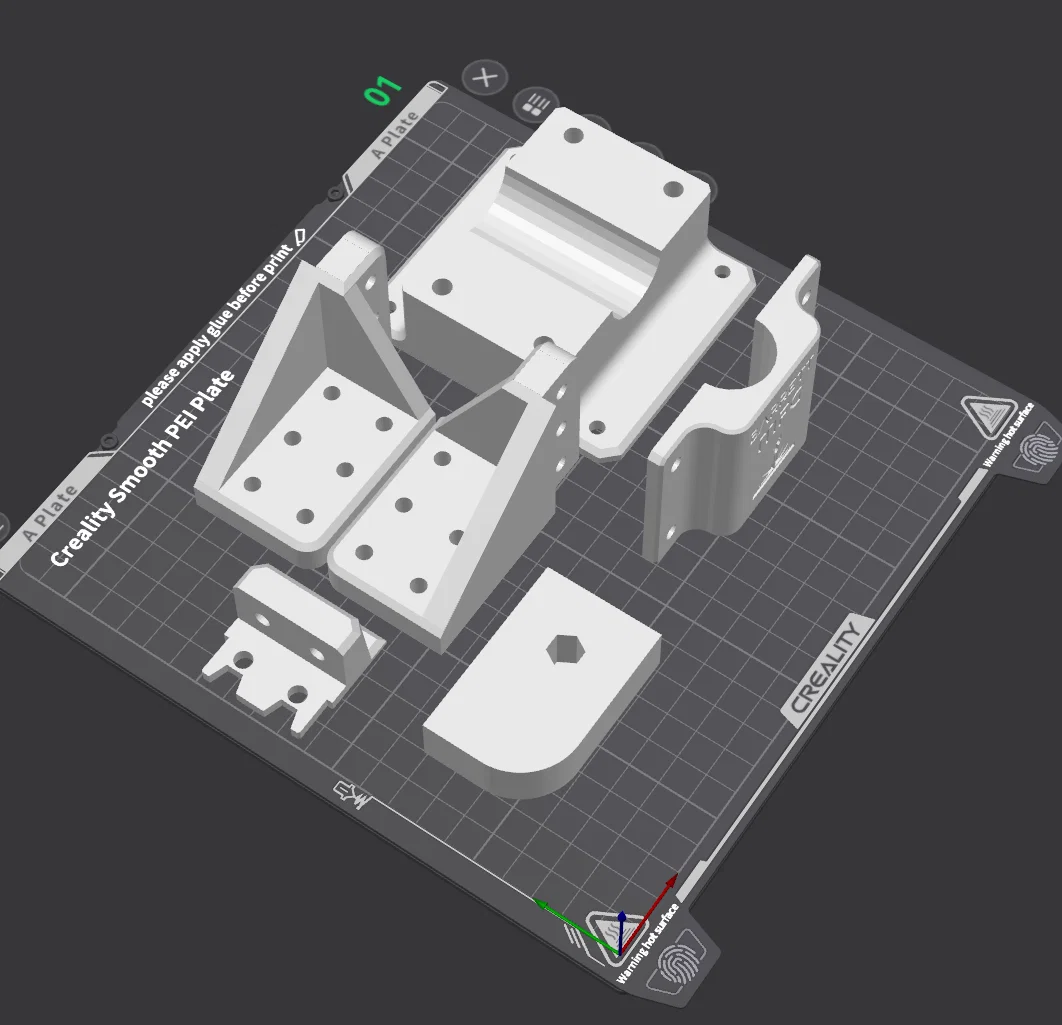
Xem ảnh để biết hướng in. Tôi dùng đầu phun 0.6 với 4 lớp tường và độ lấp đầy (infill) gyroid 15%.
Nếu có thời gian tôi sẽ ghi chép lại dự án này kỹ hơn, chúc bạn thành công.
Giấy phép
File mô hình






Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!