Prusa XL: Bộ corexy-back đã chỉnh sửa (modified) – các part phía sau

Bộ chi tiết corexy-back chỉnh sửa cho Prusa XL giúp pulley X/Y thẳng hàng hơn, tăng độ cứng vững và giảm creep khi chạy nhiệt cao/định hướng heated chamber. Kèm yêu cầu hardware, thông số in và cập nhật vật liệu.






Mô tả
Bối cảnh:
Để chuẩn bị cho việc nâng cấp Prusa XL của mình lên heated chamber trong tương lai, mình đã in lại các chi tiết kết cấu mới bằng Nylon.
Mình nhận ra các chi tiết in dùng trong print farm của Prusa thường bị giới hạn bởi yếu tố chi phí; nên mình hay in lại các part stock trên máy của mình với nhiều walls hơn, chất lượng cao hơn, hoặc đôi khi dùng vật liệu khác.
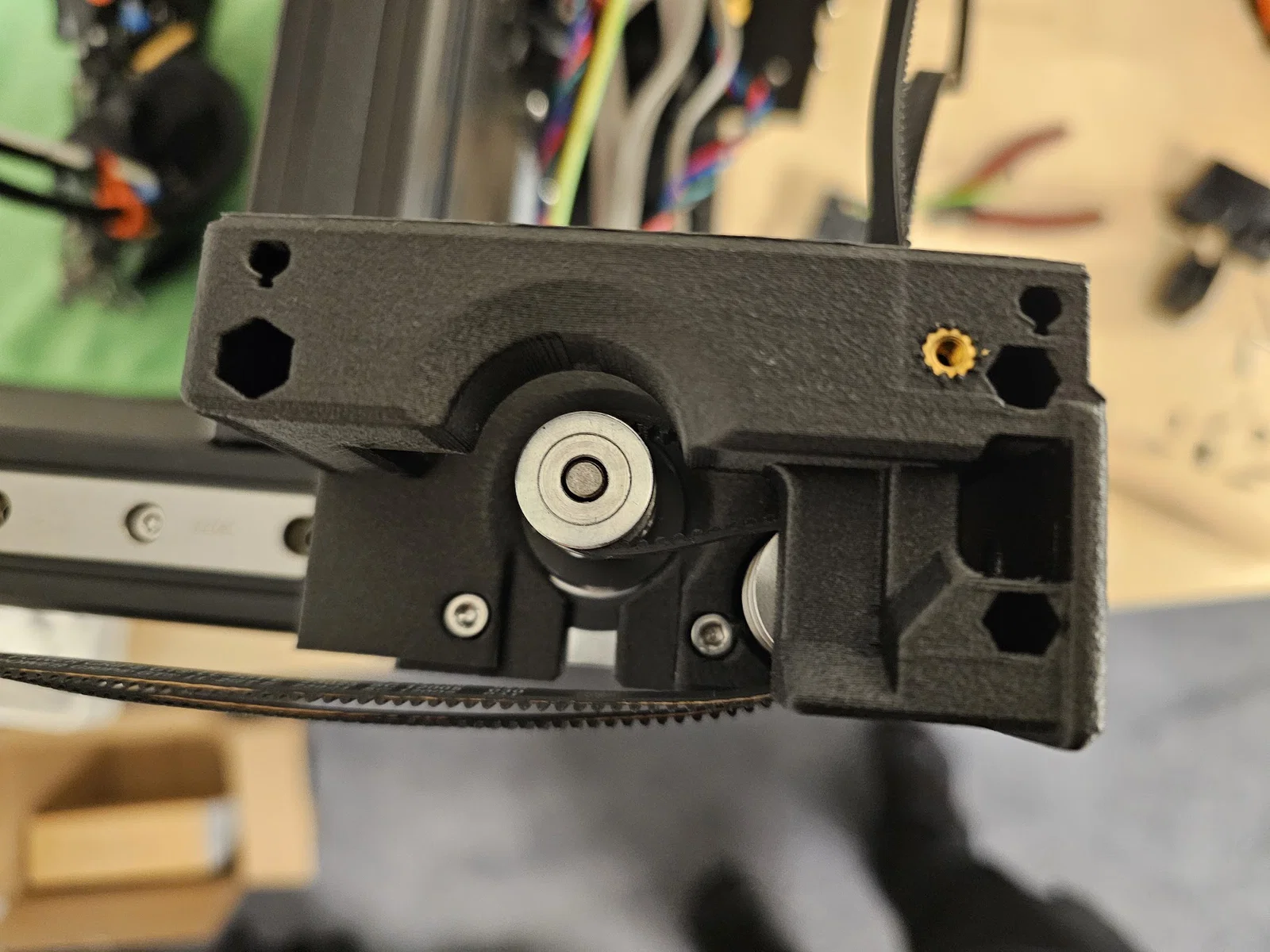
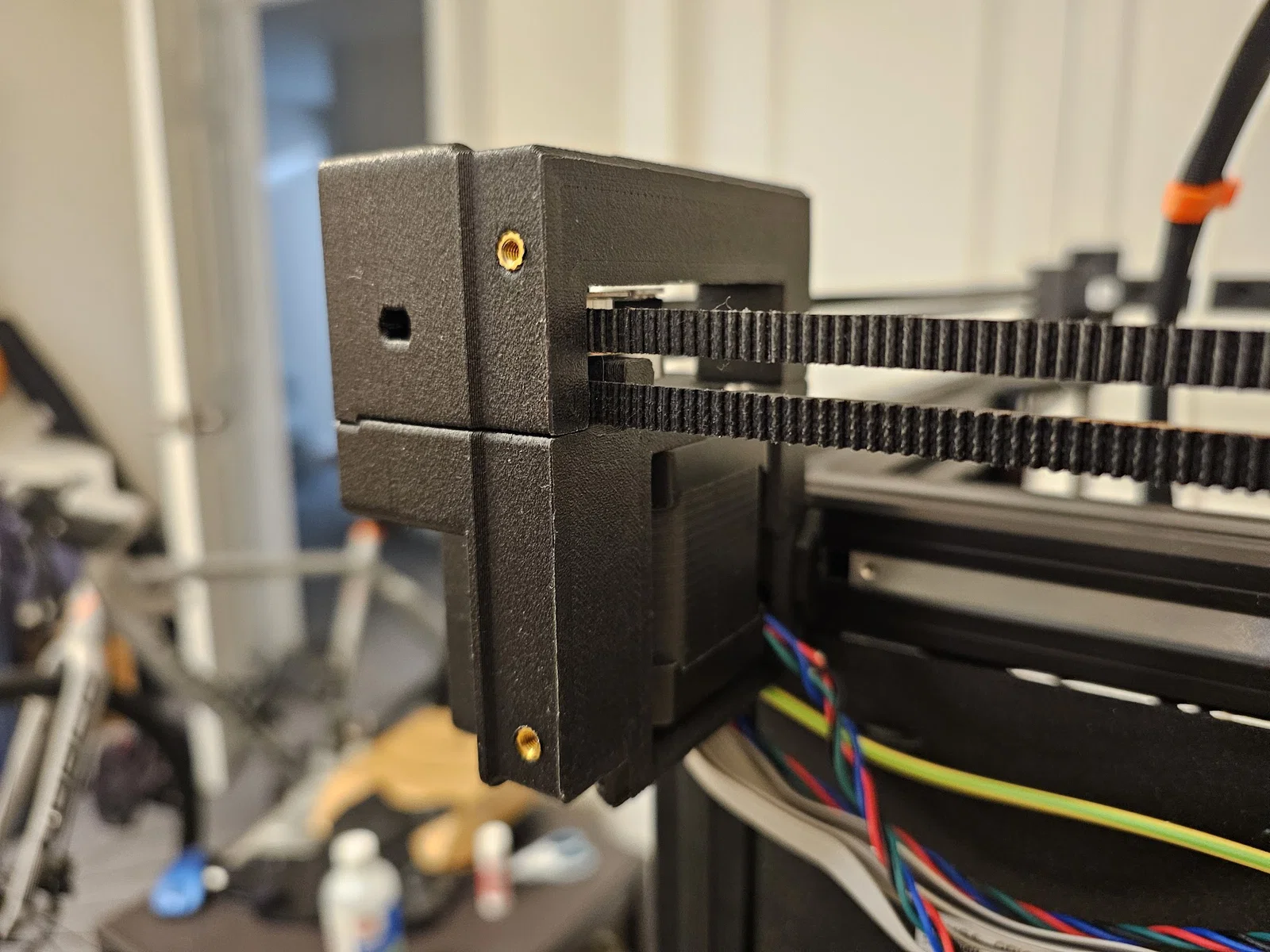
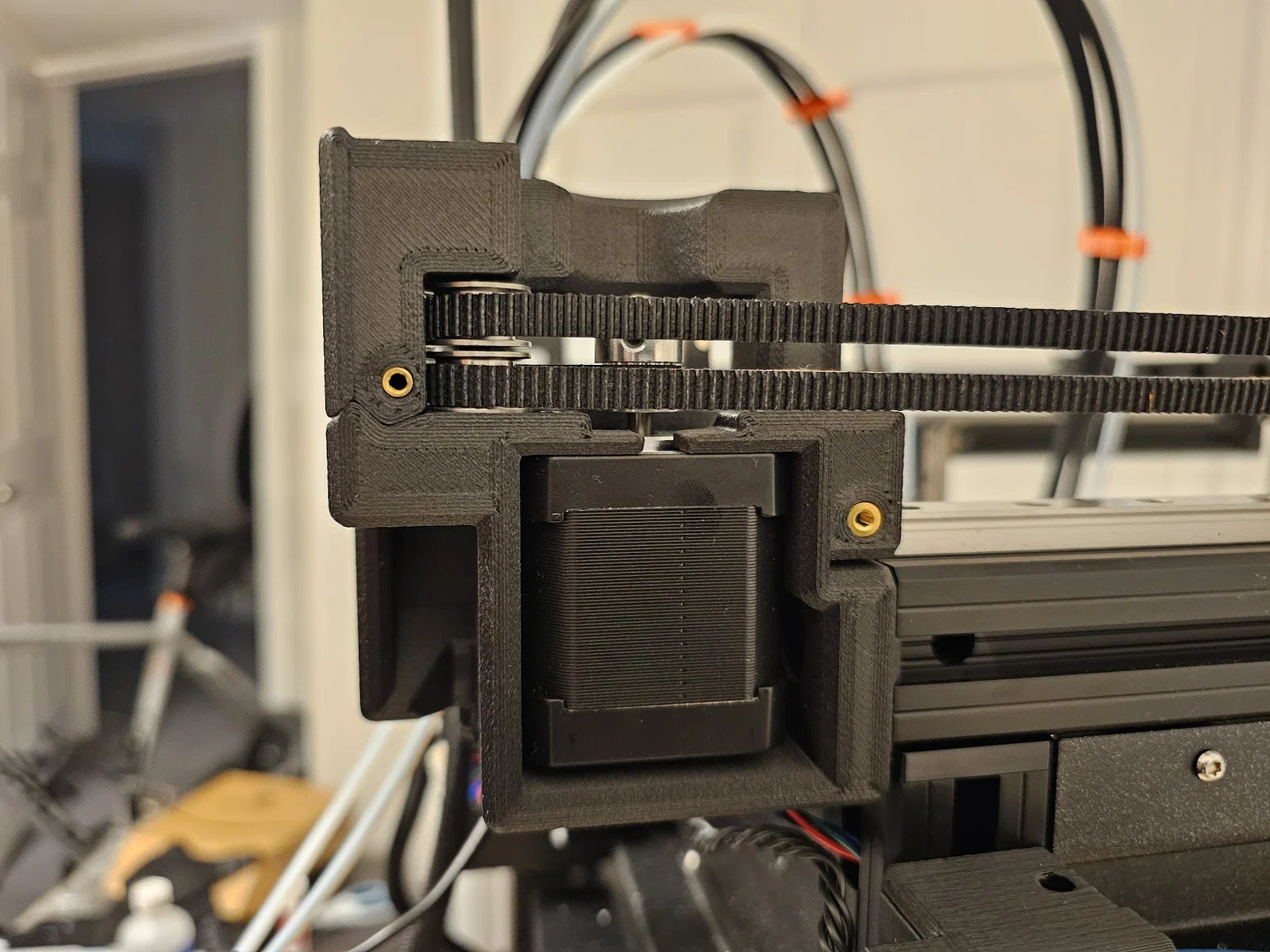
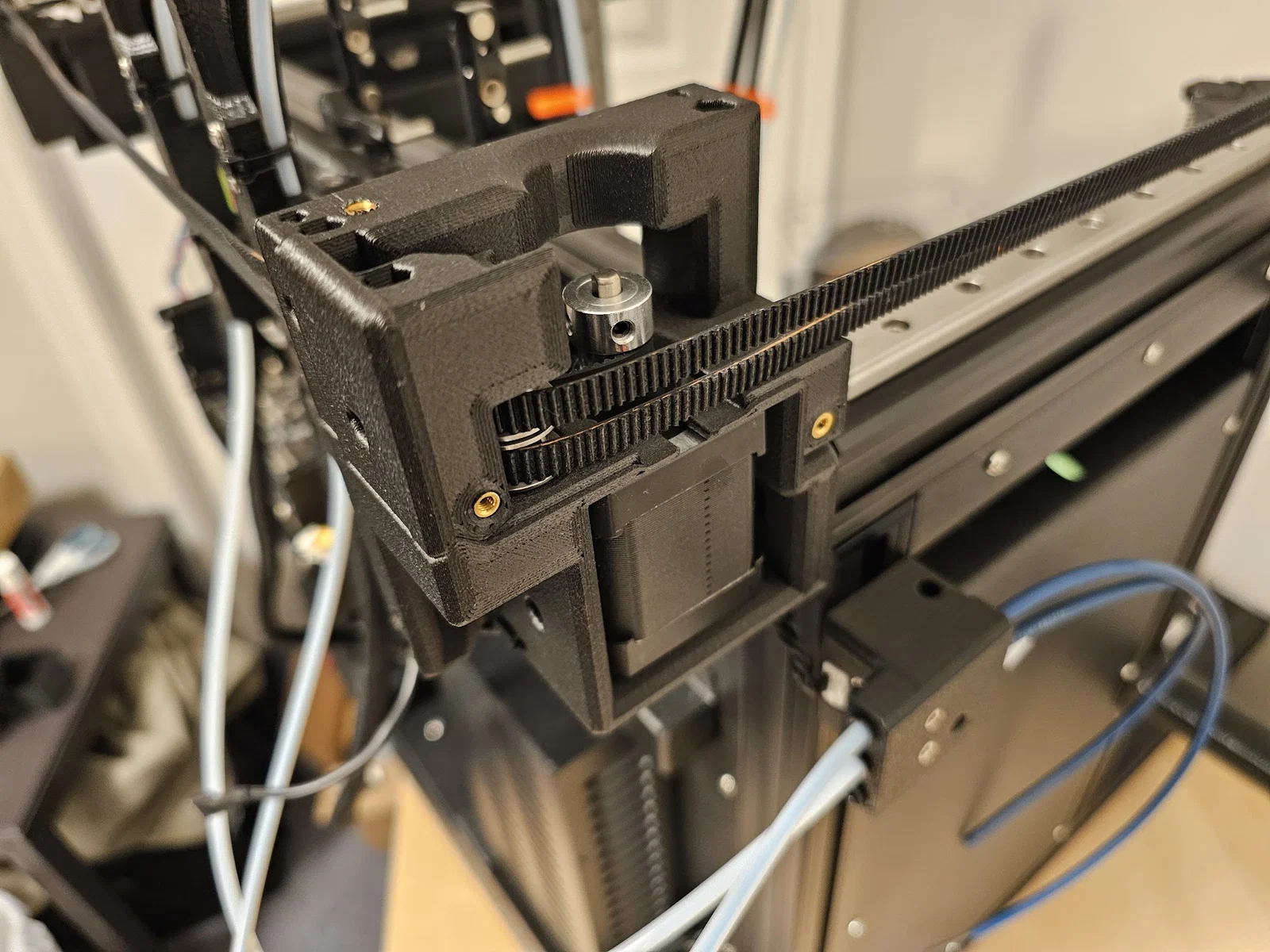
Mình lo là các corexy-back parts stock sẽ rất dễ bị creep khi nhiệt độ tăng cao, và cũng thấy ngay từ nhà máy đã có lệch alignment ở belt pulleys (corexy-right-top và corexy-right không được lắp sát/flush).
Các corexy-back-top parts bị “khóa” chống xoay với motor mount chưa tốt, và phụ thuộc khá nhiều vào các tấm panel dập (stamped panels) được lắp chuẩn và siết chặt để đủ chống flex do lực căng dây đai. Vậy cũng ổn, nhưng có thể nhiều bạn không để ý: nếu tháo các stamped panels ra mà không nhả belt tension trước thì các part này sẽ bị uốn khá nhiều, dễ khiến việc lắp panel lại khó khăn hoặc có thể làm hư chi tiết in.
Ngoài ra, mình không thích việc phần top chỉ cần “ngã/đổ” nếu (2) con vít bắt từ dưới lên chưa được siết chặt hoàn toàn và các pulley chưa được lắp vào.

Thiết kế này nhằm cải thiện độ cứng vững (rigidity) của cụm lắp.


Phần cứng (hardware) cần thêm:
-
2 bên x (3) vít lục giác chìm M3 x 15mm đến 25mm (socket head cap screws)
-
2 bên x (3) chốt cuộn lò xo M3 (thực tế 3.4mm) (spring roll pins), dài tối thiểu 10mm, mình dùng 14mm
-
2 bên x (8) insert ren nhiệt M3 (heat set inserts) (cho lỗ 4mm)




Thông số in (Printing Parameters):
Vật liệu: Polymaker PA6-Carbon Fibre Nylon ← để chịu nhiệt & chống creep. Ngoài ra nhìn cũng rất đẹp.
Cập nhật #1 (3/20/2026) - Sau đó mình mới nhận ra PA6-CF20 thực ra vẫn dễ bị creep nếu không anneal đúng cách. Tuy tải ở đây đủ nhỏ nên mình chỉ cần siết lại (re-torque) ốc khoảng mỗi 6 tháng ở front tensioner. Mình đã thay toàn bộ các part bằng Fiberon PET-CF17 (PET nguyên bản, không phải PETG) — hiệu năng tương tự PC Blend (độ bền cao, chịu nhiệt & chống creep) nhưng chỗ mình ở dễ mua hơn. Mình rất khuyến nghị loại filament này.
Cập nhật #2 (3/20/2026) - Sau 3 năm, mình bị hỏng vài pulley ở trục Y & motor AB. Mình đang thử một phiên bản khác của thiết kế này dùng chốt 5mm để có thể lắp pulley Gates chính hãng như phương án thay thế.
Thông số in: nozzle hardened 0.6mm, 5 walls, infill 25% dạng gyroid hoặc grid (hoặc 7 walls nếu dùng nozzle 0.4mm). Brim 7mm. Layer 0.2mm (Detail).
Khác: PEI textured sheet + glue stick làm release agent. Không dùng input shaper, Nylon cần in chậm. Filament Nylon được sấy trước @70°C, in trực tiếp từ máy sấy.
PC-Blend Carbon Fibre là vật liệu thay thế tốt (nếu bạn kiếm được hàng) hoặc kinh tế hơn nhiều thì ABS.
Mình cũng in các phần extruder chịu tải và các part front corexy / belt tensioner bằng Nylon.
Cũng có kèm theo:
File assembly & part Solidworks. Cảnh báo: feature tree hơi bừa vì thiết kế này đã qua vài lần chỉnh sửa. Nếu có thời gian mình sẽ dọn lại sau.
Front corexy parts in nylon:

Ghi chú cuối:
Nếu bạn làm mod này, bạn sẽ cần bám sát hướng dẫn về belt tension và cân chỉnh gantry: Adjusting belt tension (XL) | Prusa Knowledge Base (prusa3d.com)
Mình không thêm các lỗ để bắt antenna ở hông vì máy mình gắn antenna ở giữa. Mình nghĩ ngoài thực tế cũng không nhiều máy dùng kiểu đó.

Giấy phép
File mô hình





Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!