Bộ chuyển đổi đồng cho máy khoan cắt Makita

Bộ chuyển đổi tông đơ bằng đồng cho bộ định tuyến Makita Trim
Mô tả
Sử dụng theo rủi ro của bạn. Tôi chỉ mới bắt đầu thử nghiệm thiết kế này, vì vậy nó vẫn đang trong quá trình phát triển. Về lý thuyết, có khả năng cho bộ chuyển đổi bị hỏng một cách thảm khốc và làm rơi một bộ định tuyến đang quay vào lòng bạn.
Cả tệp Step và STL đều được bao gồm. Tệp Step có chất lượng cao hơn, nhưng không phải tất cả các slicer đều hỗ trợ Step. Cả hai đều ổn. Sử dụng eSlicer nếu bạn không chắc bắt đầu từ đâu.
Do nhiệt độ cao của máy cắt khi hoạt động trong thời gian dài, điều này nên được in từ ABS, PC-ABS, PC, Nylon hoặc các vật liệu chịu nhiệt độ cao tương tự. Các chất độn bằng kính hoặc sợi carbon có thể hoạt động tốt nhưng chưa được thử nghiệm. PETG có thể hoạt động nhưng có khả năng ở mức biên với nhiệt độ chuyển tiếp kính trung bình của nó. PLA không phù hợp.
Độ bền của lớp là rất quan trọng cho độ bền của thiết kế này. Chạy đầu nóng càng nóng càng tốt trong khi vẫn duy trì chất lượng in tốt.
Nhật ký thay đổi:
- 23.10.02 - Đã thay đổi Bộ chuyển đổi thành v2.1 - Mở rộng phần kẹp bộ định tuyến để cải thiện độ bám. Tăng khoảng cách kẹp để đảm bảo nó không chạm đáy khi siết chặt. Tôi đã phát hiện ra rằng trong các phiên cắt kéo dài, bộ định tuyến sẽ di chuyển một chút ra khỏi khuôn. Nên siết lại vít kẹp sau 10-20 phút cắt để đảm bảo bộ định tuyến vẫn được giữ chặt khi bộ chuyển đổi nóng lên.
- 23.10.03 - Tăng độ dài công cụ ra khỏi collet lên 31mm
- 23.10.05 - Thay đổi nhỏ cho bộ chuyển đổi chân không và nắp. Thêm đệm để làm cho việc in với vật liệu co ngót cao hơn dễ dàng hơn.
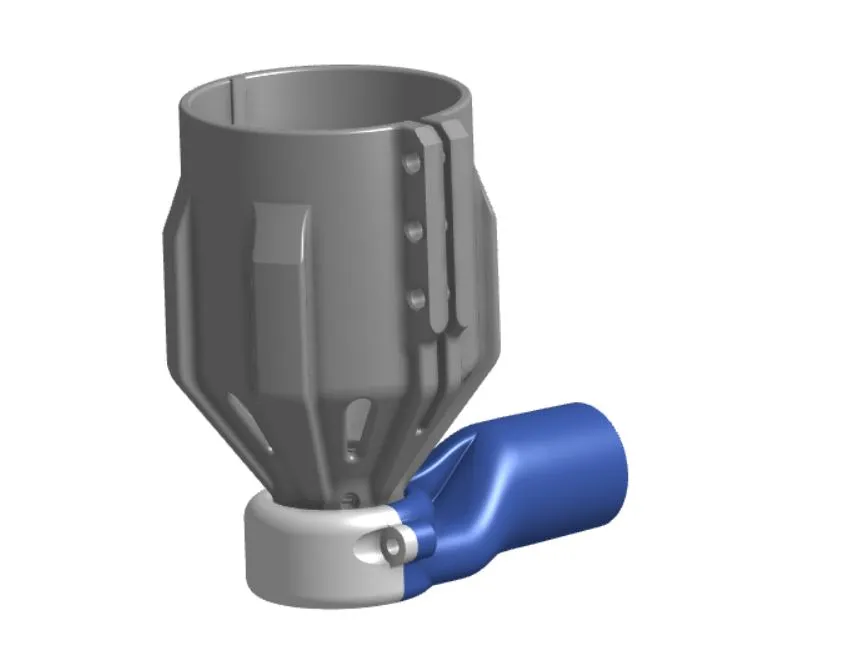
Bộ chuyển đổi V2.1
- Định hướng với các đệm tròn trên bàn in
- Cắt bỏ các đệm bằng dao sắc sau khi in hoàn tất
- Sử dụng 5 vòng ngoài, 40% độ đầy
- In phần đầu tiên 19.5mm với chiều cao lớp 0.15mm để đảm bảo định nghĩa ren tốt
- In phần còn lại với 0.25mm
- Ren phải khít với khuôn, sẽ khó khăn để vặn khuôn bằng tay. Sử dụng mở rộng ngang trong slicer để điều chỉnh độ khít nếu cần.
- Sử dụng 3x chèn nhiệt M4 cho kẹp cắt
- Sử dụng 3x vít đầu phẳng M4x14 và đai ốc cho kẹp cắt
- Sử dụng 3x chèn nhiệt M3 cho các vít giữ khuôn (Lỗ cố tình nhỏ để cải thiện độ bền của chèn, làm sạch nhựa nóng chảy trước khi sử dụng.)
- Sử dụng 3x vít giữ khuôn M3x5 bằng đồng với đầu cúp/điểm phẳng (đồng để giảm trầy xước ren khuôn)
Bộ chuyển đổi chân không
- Đặt mặt phẳng trên bàn in với ống kéo thẳng lên
- Sử dụng 2x chèn nhiệt M4
- Đây được thiết kế để làm việc với máy hút bụi thương hiệu Shop Vac của tôi. Có khả năng tôi sẽ không làm các phiên bản hỗ trợ các thương hiệu khác.
Nắp, bộ chuyển đổi chân không
- Đặt mặt phẳng trên bàn in
- Sử dụng 2x vít đầu phẳng M4x10 để gắn vào bộ chuyển đổi chân không
Máy cắt Trim Makita ¼" RT0701C (Harbor Freight có bản sao trông giống hệt với giá thấp hơn nhiều. Tôi chưa thử nghiệm nó, nhưng nó có thể là cách để tiết kiệm khá nhiều nếu đó là thứ bạn muốn. Tôi đã mua Makita của mình với giá thấp hơn nhiều so với giá hiện tại.)
Bit Router Amana 3/8x1/2/w ¼" Shank #45475 Gỡ bỏ vòng và bi Cái này phải kéo dài ra khỏi kẹp cắt 31mm (+/-0.5mm)
Khuôn Trim Whidden 300 Blackout (Có thể cái này sẽ hoạt động với các khuôn trim Dillon/GSI/Lyman/Các khuôn trim khác, nhưng tôi không biết. Điều quan trọng là ren phải giống nhau và khoảng cách từ mặt sau của khuôn đến mặt nơi cổ kéo dài phải là 30mm)
Thiết lập
- Sử dụng đồng đã được cắt gọn để thiết lập khuôn tạo hình và đảm bảo khoảng không đúng. Một thước đo buồng Sheridan được khuyến nghị cao (tránh thước đo khoảng không Wilson, nó có thể khiến bạn buồn và bối rối.)
- Vít bộ chuyển đổi vào khuôn cắt Whidden cho đến khi đỉnh của khuôn phẳng với mặt bên trong của bộ chuyển đổi. Siết nhẹ ba vít M3 trên bộ chuyển đổi để ngăn khuôn quay.
- Đảm bảo mũi khoan rất chặt trong kẹp router và kéo dài ra chính xác 31mm.
- Trượt router vào bộ chuyển đổi cho đến khi có khoảng cách khoảng 1mm giữa mũi khoan và mặt bên trong trên cùng của khuôn cắt. Siết vừa phải ba vít kẹp M4 trên thân bộ chuyển đổi để giữ router ở vị trí.
- Bật máy cắt và đặt tốc độ của nó ở mức 4. Tôi không biết đây có phải là tốc độ lý tưởng hay không, nhưng nó đang hoạt động tốt với tôi.
- Cắt mảnh đồng 556 đầu tiên bằng cách cho nó vào với một cú nhấn mượt mà của tay cầm máy ép. Nó không cần phải chậm, nhưng cần cẩn thận để tránh đột ngột làm kẹt đồng vào dao cắt.
- Tôi thích nhấn đôi bằng cách nâng tay cầm máy ép vừa đủ để di chuyển ram xuống ¼" và sau đó quay lại dao cắt để đảm bảo cả quá trình tạo hình và cắt đều nhất quán. Điều này cũng giúp loại bỏ bất kỳ cạnh sắc nào ở góc ngoài của miệng.
- Gỡ bỏ mảnh này và kiểm tra nó trong thước đo buồng để đảm bảo nó gần với thông số đồng tối thiểu.
- Nếu bạn cần điều chỉnh khuôn tạo hình, hãy làm điều đó trước cho đến khi khoảng không tốt.
- Khi khoảng không tốt, đo chiều dài vỏ. Nếu vỏ quá dài, nới lỏng ba vít M3 và xoay bộ chuyển đổi xuống (CW) 90 độ. Nếu nó quá ngắn, xoay lên (CCW) 90 độ. Siết lại các vít.
- Tiếp tục điều chỉnh cho đến khi chiều dài đạt yêu cầu.
- Thiết lập đã hoàn tất.
Giấy phép

File mô hình



Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!