Ngàm Gắn Máy Đùn EVA 3 HGX LITE - Tối Ưu Hóa Đầu In 3D

Bạn đang tìm kiếm giải pháp lắp đặt máy đùn HGX LITE cho đầu in EVA 3? Ngàm gắn (drive mount) này chính là lựa chọn hoàn hảo với khoảng cách lỗ tiêu chuẩn 43.5mm, giúp việc lắp đặt trở nên nhanh chóng và cực kỳ chính xác. Thiết kế tối ưu cho phép cố định máy đùn một cách chắc chắn, giảm thiểu rung lắc và đảm bảo nhựa được đùn ổn định trong quá trình in 3D tốc độ cao. Bài viết cung cấp hướng dẫn chi tiết về cách chọn vật liệu in phù hợp như PETG hoặc ABS, cùng các mẹo cài đặt thông số slicer để đạt được độ bền cơ học cao nhất cho linh kiện, giúp nâng cấp hệ thống máy in của bạn một cách chuyên nghiệp và tiết kiệm chi phí nhất.
Mô tả
Ngàm gắn máy đùn EVA 3 HGX LITE (Drive Mount)
Nếu anh em đang sở hữu hệ thống đầu in EVA 3 và muốn nâng cấp lên máy đùn HGX Lite mạnh mẽ, thì linh kiện này chính là "mảnh ghép" còn thiếu để hoàn thiện bản độ của mình. Ngàm gắn (mount) này được thiết kế cực kỳ chính xác để kết nối máy đùn HGX vào khung EVA 3 mà không gây cản trở hay lệch trục, giúp dòng nhựa đi vào ổn định nhất có thể.
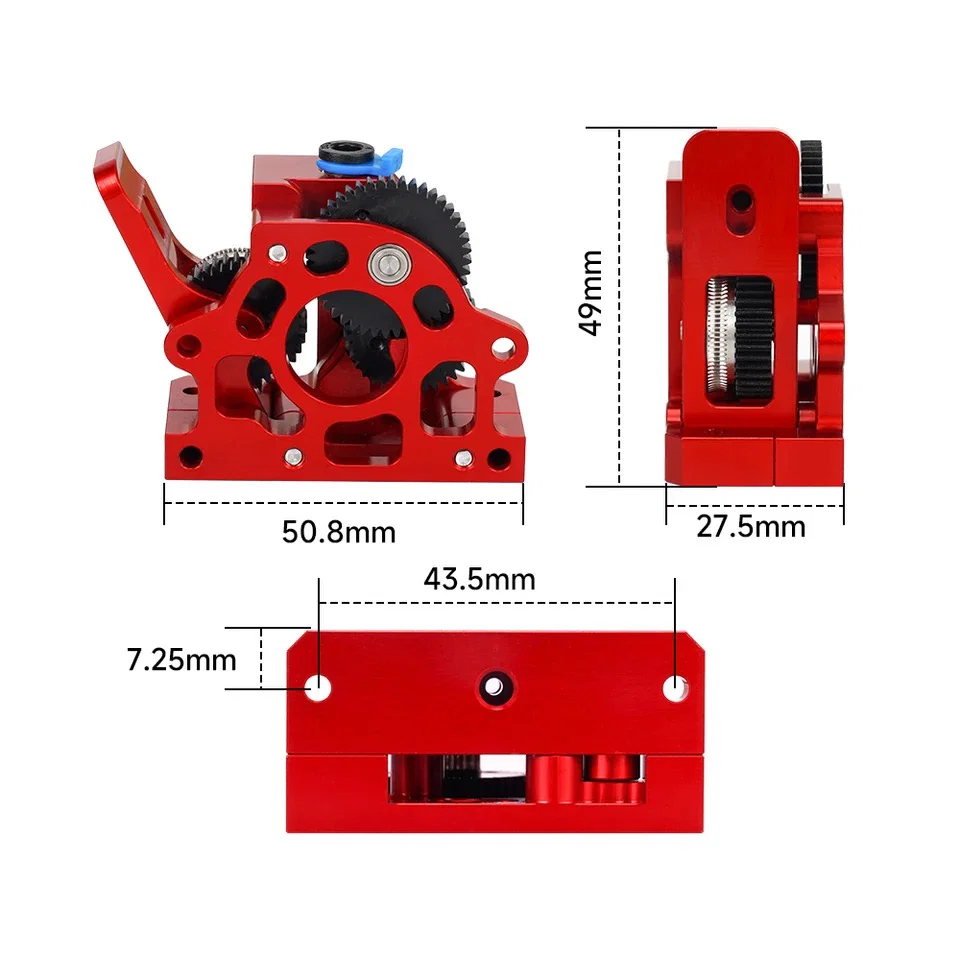
Đặc điểm nổi bật nhất của thiết kế này chính là khoảng cách lỗ gắn tiêu chuẩn 43.5mm, giúp anh em dễ dàng lắp đặt mà không cần phải chế cháo hay khoan đục lại lỗ trên khung máy hiện có. Việc sử dụng linh kiện chuyên dụng giúp đảm bảo độ cứng vững, giảm rung lắc trong quá trình in ở tốc độ cao, từ đó bề mặt vật in sẽ láng mịn và chi tiết sắc nét hơn đáng kể so với các giải pháp lắp ghép tạm bợ.
Khi anh em tiến hành in phần ngàm này để sử dụng, cần lưu ý một số vấn đề kỹ thuật sau để đảm bảo độ bền:
- Thông số lỗ gắn: Thiết kế dựa trên khoảng cách 43.5mm, hãy đảm bảo máy in của anh em đã được cân chỉnh chuẩn xác (calibrated) để các lỗ bắt ốc vừa khít, không bị sai lệch kích thước.
- Lựa chọn vật liệu: Vì là bộ phận chịu lực và gần khu vực tỏa nhiệt, anh em nên sử dụng nhựa kỹ thuật như PETG, ABS hoặc ASA để đảm bảo không bị biến dạng dưới tác động của nhiệt độ từ đầu in.
- Thiết lập in 3D: Nên chọn mật độ phủ (infill) từ 40% trở lên với kiểu in Gyroid để có độ cứng đồng đều, đồng thời thiết lập tường (wall loops) ít nhất 4 lớp để ngàm chịu được lực siết của ốc vít mà không bị nứt vỡ.
- Độ dày lớp in (Layer height): Ưu tiên in ở mức 0.2mm để cân bằng giữa tốc độ và độ chi tiết, đảm bảo các ren ốc được tạo hình sắc nét nhất có thể.
- Kiểm tra độ chính xác: Sau khi in xong, hãy dùng thước kẹp để đo lại khoảng cách 43.5mm giữa các lỗ gắn, nếu sai lệch quá 0.1mm thì nên kiểm tra lại đai truyền động của máy in trước khi lắp đặt lên máy chính.
Sử dụng ngàm in 3D thay vì mua kim loại giúp anh em tiết kiệm được chi phí, đồng thời dễ dàng tùy chỉnh lại thiết kế nếu sau này muốn thêm các module phụ trợ khác cho đầu in EVA 3 của mình.
Giấy phép

File mô hình

Chưa có bản in nào được khoe. Hãy là người đầu tiên!

Chưa có bình luận nào. Hãy là người đầu tiên!